![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
Предложения по применению мощных арматурных пучков из прядей с конусными анкерами.
МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА
СССР
ГОСУДАРСТВЕННЫЙ ВСЕСОЮЗНЫЙ ДОРОЖНЫЙ
НАУЧНО - ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
(СОЮЗДОРНИИ)

ПРЕДЛОЖЕНИЯ
ПО ПРИМЕНЕНИЮ МОЩНЫХ
АРМАТУРНЫХ ПУЧКОВ ИЗ ПРЯДЕЙ
С КОНУСНЫМИ АНКЕРАМИ
Москва-1971
В настоящих. "Предложениях"
освещены вопросы конструкции и технологии серийного изготовления конусных
анкеров для пучков из 7 и 12 прядей диаметром
Предисловие
В последнее время в мостостроении широко применяют сборные составные по длине конструкции, собираемые путем предварительного натяжения арматурных элементов. В связи с применением железобетонных конструкций для перекрытия больших пролетов, требующих значительных усилий обжатия, наметилась тенденция к увеличению мощности (усилия натяжения) отдельных арматурных элементов.
В настоящее время для армирования
пролетных строений в качестве напрягаемой арматуры широко применяют пучки
усилием натяжения 50-100 т, комплектуемые из 24-48 проволок диаметром
Проведенный Союздорнии анализ конструкций
пролетных строений автодорожных мостов балочных и разных систем, собираемых
навесным способом, показал целесообразность применения арматурных пучков
усилием натяжения 100-170 т. Взамен отдельных проволок для формирования мощных
пучков целесообразно использовать семипроволочные пряди заводского
изготовления, выполненные из проволок диаметром
Исследования показали, что использование мощных арматурных пучков из прядей способствует дальнейшему сокращению расхода стали, снижает затраты на мероприятия по защите арматуры от коррозии, резко снижает трудоемкость работ по изготовлению и натяжению арматуры.
При составлении "Предложений по применению мощных арматурных пучков из прядей с конусными анкерами" использовали результаты исследовательских и опытно-экспериментальных работ, выполненных в 1966-1970 гг. в Союздорнии с привлечением ПКБ и заводов Главстроймеханизании.
В настоящих "Предложениях"
освещены вопросы конструкции и технологии серийного изготовление конусных
анкеров для пучков из 7 и 12 прядей диаметром
"Предложения" составил инж. М.И. Циейнцвит под руководством канд. техн. наук И.Н.Серегина.
Все замечания и предложения просим направлять по адресу: Московская обл., Балашиха-6, Союздорнии.
Директор Союздорнии
доктор технических наук
(В. Михайлов)
Содержание
|
Конструкция и технология изготовления деталей анкеров Технология натяжения прядевых пучков домкратами двойного действия
|
Общие положения
1. Для члененных по длине конструкций автодорожных
мостов, особенно собираемых навесным способом, предлагается применять пучки с
конусными анкерами усилием натяжения 100 и 170 т, комплектуемые соответственно
из 7 и 12 семипроволочных прядей диаметром
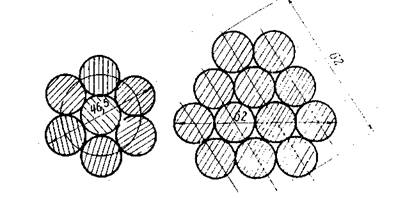
Рис. 1. Конструкция пучков из 7 и 12 прядей
2. Принятый способ анкеровки и натяжения арматуры имеет известные преимущества: простоту изготовления арматурных пучков, малые габариты конусных анкеров, малую трудоемкость при натяжении и анкеровке, возможность расположения анкеров заподлицо с конструкцией независимо от величины удлинения арматуры при натяжении, возможность натяжения арматуры с одной или двух сторон.
3. Арматурные пучки из 7 прядей диаметром
Применение пучков из 12 прядей диаметром
4. Конусные анкеры можно также использовать как инвентарные устройства при натяжении пучков из прядей на упоры или силовые формы домкратами двойного действия или другими способами.
5. Для формирования пучков используют пряди заводского изготовления, поставляемые по ГОСТ 13840-68. Канаты стальные арматурные 1×7 (семипроволочные арматурные пряди).
Условия применения прядей должны удовлетворять "Техническим указаниям по применению семипроволочных стальных прядей для армирования предварительно напряженных железобетонных конструкций мостов" (ВСН 15-60), а также "Указаниям по проектированию железобетонных и бетонных конструкций железнодорожных, автодорожных и городских мостов и труб" СН 365-67.
6. Использование прядей диаметром
Основные характеристики семипроволочных
арматурных прядей диаметром
7. Применение конусных анкеров позволяет полностью использовать прочностные характеристики пучков из 7 и 12 прядей, полученные суммированием показателей отдельных прядей (см. табл. 2). Анкеры испытывали с прядями, удовлетворяющими требованиям (ГОСТ 13840-68), приведенным в знаменателе табл. 1
Таблица 1
Характеристика арматурных прядей ГОСТ 13840-68
|
Наименование показателей |
Количество |
|
Диаметр каната D, мм |
|
|
условный |
15 |
|
номинальный |
15,50 |
|
Предельные отклонения от номинального диаметра каната, % |
+6, -4 |
|
Номинальная площадь сечения проволок каната, мм |
141,57 |
|
Шаг свивки каната, мм |
10 D - 16 D |
|
Расчетный вес |
|
|
при шаге свивки 10 D |
1,132 |
|
16 D |
1,116 |
|
Номинальный диаметр проволоки каната, мм |
|
|
наружный |
5,0 |
|
центральной |
5,50 |
|
Разрывное усилие, кгс |
Не менее 23400/21940 |
|
Усилие при условном пределе текучести Р0,2, кгс |
Не менее 18700/17500 |
|
Относительное удлинение перед разрывом, % |
Не менее 4 |
|
Временное сопротивление разрыву, кгс/мм2 |
Не менее 165/155 |
|
Условный предел текучести, кгс/мм2 |
Не менее 132/124 |
Примечание. В числителе приведены характеристики, которые будут действовать с 1.1.1971 г., в знаменателе - действующие.
Таблица 2
Основные характеристики арматурных пучков из 7 и 12 семипроволочных прядей
|
Наименование показателей |
Количество прядей в пучке |
|
|
7 |
12 |
|
|
Диаметр пучка, мм |
47 |
63 |
|
Площадь сечения пучка, см2 |
9,9 |
17,0 |
|
Суммарное разрывное усилие прядей, составляющих пучок, т |
153,6 |
263,3 |
|
Расчетные усилия, т: |
|
|
|
а) при создании предварительных напряжений NH1 |
98,0 |
168,5 |
|
б) при эксплуатации NH2 |
88,0 |
151,0 |
|
Расчетные сопротивления растяжению, кгс/см2 |
|
|
|
а) при создании предварительных напряжений RH1 |
9900 |
|
|
б) при эксплуатации RH2 |
8900 |
|
|
Расчетный вес |
|
|
|
10 D |
7,924 |
13,584 |
|
16 D |
7,812 |
13,392 |
Характеристики пучков из прядей, поставляемых с 1.1.71 г. по ГОСТ 13840-68 будут получены в результате дополнительных испытаний анкеров.
Конструкция и технология изготовления деталей анкеров
8. Конструкция стальных конусных анкеров
для пучков из 7 и 12 прядей диаметром
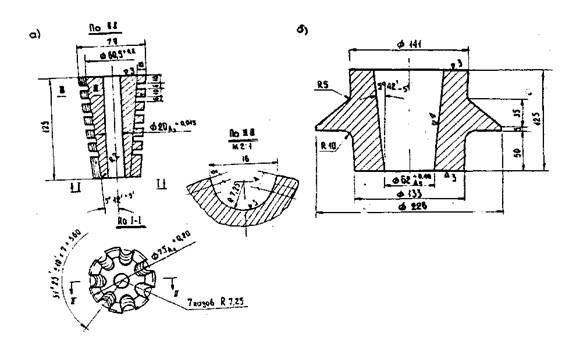
рис. 2 Конструкция анкера для 7 прядей диаметром 15 мм:
а)
конус (материал - Ст.45 с закалкой до HRC=35÷40, вес -
Примечания. 1. Острые кромки притупить.
2. Размеры без допусков выполнять с точность до ±
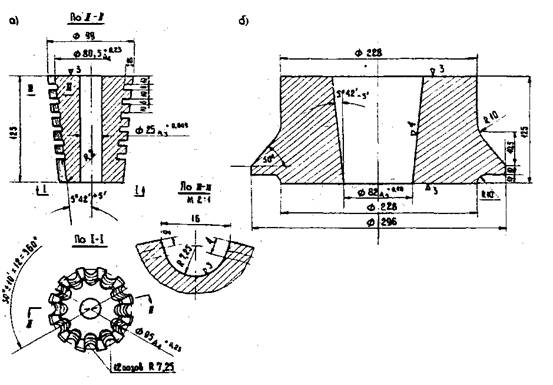
рис. 3 Конструкция анкера для 12 прядей диаметром 15 мм:
а)
конус (материал - Ст.45 с закалкой до HRC=35÷40, вес -
Примечания. 1. Острые кромки притупить.
2. Размеры без допусков выполнять с точность до ±
9. Материал обойм - стальное литье; марки 35 ГЛ-ГОСТ 7832-55.
Обоймы снабжены кольцевыми ребрами, размеры которых определены из условия передачи усилия натяжения арматурного элемента на бетон марки не ниже "400".
10. Материал конусов - сталь марки Ст.45.
Конусы подвергают термической обработке
до твердости НRС =
35÷40 единиц. Конусы имеют центральное отверстие для использования его
при инъецировании арматурных каналов. Для размещения прядей вдоль образующей
конуса устраивают пазы, у которых ширина, глубина и уклон должны быть
одинаковыми. Для увеличения трения сцепления между конусом и прядями конусы
снабжены кольцевыми выточками шириной
11. Детали анкеров (конусы, обоймы) необходимо изготавливать централизованно на заводах или в механических мастерских и поставлять на стройки с паспортами, в которых указывают марки стали, характер механической и термической, обработки и основные размеры.
12. Централизованное изготовление анкеров рекомендуется осуществлять по технологии, разработанной ПКБ Главстроймеханизации и освоенной Одинцовским опытно-экспериментальным заводом. Детали анкеров, изготовленные по указанной технологии, удовлетворяют предъявляемым техническим и экономическим требованиям.
13. Обоймы изготавливают путем механической обработки отливок, получаемых литьем в металлические формы. Отливки обрабатывают на токарных станках с подрезкой торцов в заданных размерах и расточкой конусного отверстия под проектным углом. Точность обработки контролируют цеховым шаблоном. Необходимо проверять основные размеры, конусность и перпендикулярность оси к торцовой поверхности обоймы.
14. Конусы изготавливают из заготовок,
получаемых штамповкой. Механическую обработку заготовок конусов выполняют в
центрах, для чего технологически увеличен диаметр центрового отверстия и
ужесточен его размер. После сверления и развертки центрового отверстия
прорезают кольцевые выточки шириной
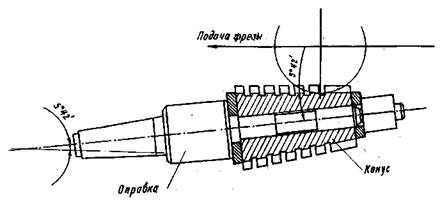
Рис. 4. Схема фрезеровки пазов конуса на горизонтально-фрезерном станке
15. От каждой заводской партии конусов, изготовленных из одной стали с одинаковой термической обработкой, не менее 50% подвергают контролю твердости. Твердость измеряют на торцах, имеющих меньший диаметр, не менее чем в четырех точках. Среднее показание по четырем точкам должно удовлетворять заданной твердости HRC = 35÷40 ед., причем отклонения в показаниях для отдельных точек не должны превышать 5 единиц.
Натяжное оборудование
16. Предлагаемые для натяжения пучков из 7 и 12 прядей конструкции гидродомкратов мощностью 120 и 230 т разработаны ПКБ Главстроймеханизации; изготовление их освоено на Дарницком заводе Главстроймеханизации. В состав натяжного оборудования, кроме домкратов, входят: подъемник, насосная станция, трубопроводы высокого давления, тележка для перемещения домкрата в пределах стройплощадки. Основные характеристики натяжного оборудования приведены в табл. 3.
Таблица 3
Характеристика натяжного оборудования
|
Наименование показателей |
Домкраты мощностью, т |
|
|
120 |
230 |
|
|
Гидродомкраты с клиновыми зажимами |
||
|
Максимальное рабочее давление в гидросистеме, кгс/см2 |
500 |
500 |
|
Рабочая площадь поршня натяжения, см2 |
254 |
452 |
|
Площадь поршня запрессовки, см2 |
154 |
227 |
|
Площадь полости гидровозврата, см2 |
27,5 |
106 |
|
Рабочий ход тянущего цилиндра, мм |
370 |
370 |
|
Скорость хода натяжения, мм/мин |
70 |
40 |
|
Ход запрессовочного штока, мм |
80 |
80 |
|
Максимальное усилие одного гидроцилиндра захвата прядей, т |
10 |
10 |
|
Ход зажимных штоков, мм |
36 |
35 |
|
Габариты, мм: |
|
|
|
длина с задвинутым поршнем |
1270 |
1385 |
|
диаметр (наибольший) |
400 |
485 |
|
Вес, кг |
300 |
500 |
|
Тележка |
||
|
Грузоподъемность, кг |
300 |
500 |
|
Колея, мм |
550 |
600 |
|
Тип колес |
Обрезиненные |
|
|
Вес, кг |
37 |
100 |
|
Подъемник |
||
|
Грузоподъемность, кг |
500 |
|
|
Наибольшая высота подъема и опускания, м |
±3,5 |
|
|
Вылет стрелы, мм |
600 |
|
|
База тележки подъемника, мм |
1500 |
|
|
Колея, мм |
900 |
|
|
Габариты, мм: |
|
|
|
ширина |
1000 |
|
|
длина |
1900 |
|
|
высота (поднятая/опущенная стрела) |
3950/2500 |
|
|
Вес, кг |
255 |
|
|
Насосная установка |
|
|
|
Номинальная производительность л/мин |
1,8 |
|
|
Максимальное давление, кгс/см2 |
500 |
|
|
Потребляемая мощность, квт |
2,8 |
|
|
Номинальное число оборотов, об/мин |
1420 |
|
|
Емкость масляного бака, л |
35 |
|
|
Вес, кг |
177 |
|
17. На экспериментальных образцах гидродомкратов были испытаны два способа захвата прядей:
1) на цанговом гидродомкрате пряди захватывали инвентарными зажимами НИИЖБа конструкции инженера Скляра; зажимы устанавливали и снимали вручную;
2) на клиновом гидродомкрате пряди захватывали парными клиньями, причем процесс захвата и освобождений прядей осуществляли посредством гидравлической системы.
Испытания гидродомкратов показали, что оба способа захвата прядей удовлетворяют предъявляемым техническим требованиям и могут быть использованы при натяжении пучков.
18. Отмечены технологические преимущества использования клиновых домкратов перед цанговыми, а именно:
а) механизация процесса захвата и освобождения прядей, сводящая к минимуму операции вручную;
б) отсутствие специальных требований к резке прядей, необходимых при применении зажимов НИИЖБа;
в) отсутствие каких-либо инвентарных приспособлений к домкрату;
г) высокая производительность труда за счет механизации процессов захвата и освобождения прядей.
Благодаря этим технологическим преимуществам использования клиновых домкратов, их можно рекомендовать для применения в строительстве.
19. Гидравлический домкрат с клиновыми зажимами (рис. 5, 6) состоит из тянущего корпуса-цилиндра, внутри которого перемещается поршень-цилиндр, несущий на себе опорный стакан. Тянущий цилиндр возвращается подачей масла в полость гидровозврата. На корпусе цилиндра закреплены гидроцилиндры со штоками и пружинами возврата. Каждый гидроцилиндр передает усилие на пару клиньев, перемещающихся в обойме и захватывающих прядь. Клинья снабжены возвратными пружинами. Число гидроцилиндров на домкратах равно количеству натягиваемых прядей. Пучок закрепляется запрессовкой конуса в обойме анкера посредством поршня и штока. Поршень со штоком возвращается при помощи возвратной пружины. Для подачи масла от гидронасоса в гидравлическую систему цилиндров захвата прядей, натяжения пучка и запрессовки конуса служат металлические трубопроводы. Гидронасос вместе с пультом управления и контрольными манометрами установлен по раме подъемника. В момент натяжение пучка домкрат упирается в обойму анкера опорным стаканом, и наличие каналов в опорном стакане обеспечивает равномерное распределение прядей по окружности. Для доступа к анкерному конусу в двух перьях опорного стакана сделаны специальные щели. Домкратом можно натягивать арматуру в любом положении. При натяжении пучков большой длины возможен перехват прядей в зажимных клиньях.
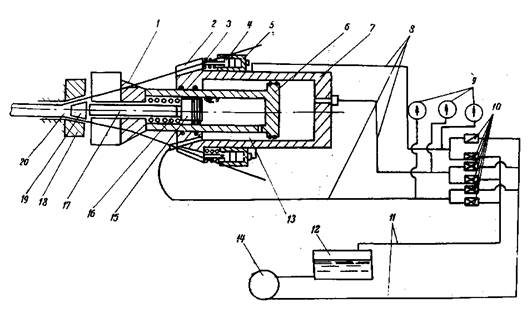
Рис. 5. Схема гидродомкрата двойного действия:
1 - опорный стакан; 2 - обойма домкрата; 3 - пружина возврата гидроцилиндров захвата прядей; 4 - шторки гидроцилиндров захвата прядей; 5 - гидроцилиндры захвата прядей; 6 - цилиндр запрессовки; 7 - цилиндр натяжения; 8 - металлические трубопроводы; 9 - контрольные манометры; 10 - пульт управления; 11 - металлические трубопроводы; 12 - масляный бак; 13 - полость гидровозврата цилиндра натяжения; 14 - гидронасос; 15 - поршень запрессовки; 16 - возвратная пружина поршня запрессовки; 17 - шток запрессовки; 18-обойма анкера; 19 - конус анкера; 20 - пучок из прядей
Рис. 6. Гидродомкрат мощностью, 230 т с клиновыми зажимами
20. Работоспособность домкрата наряду с плотностью гидравлических узлов зависит от надежности работы клиньев. Клинья имеют пазы для захвата прядей, снабженные рифлением, увеличивающим трение-сцепление между арматурой и клиньями. Клинья изготавливают из инструментальной легированной стали марки 9ХС и подвергают термообработке до твердости НRС=58-60 единиц. Учитывая возможный износ клиньев, к домкратам необходимо изготавливать запасные комплекты.
Технология натяжения прядевых пучков домкратами двойного действия
21. Изготовление пучков из прядей, применяемых с конусными анкерами, представляет собой несложный процесс, который можно выполнять на месте сборки и монтажа пролетных строений. Пряди, размотанные с барабанов или бухт, сохраняют свою прямолинейность, что исключает надобность в правильном устройстве. Применение конусных анкеров исключает необходимость соблюдения точной длины при резке арматуры. Отпадает также необходимость предварительной обтяжки арматурных прядей, требуемой для снижения потерь предварительного напряжения арматуры, вызываемых релаксацией напряжений в прядях. Принятый способ анкеровки позволяет выполнять обтяжку в процессе создания предварительного напряжения.
22. Линия для изготовления пучков (рис. 7) может состоять из бухтодержателей, стола для протяжки прядей, шаблона для организации прядей в пучок (рис. 8), захвата, тягового устройства и механизма для резки прядей. Пряди можно резать механическим путем и огневыми средствами - бензорезом, керосинорезом, автогеном и электродуговой резкой. Арматура при резке должна быть защищена от попадания стружки или брызг металла.
23. Пучок прядей обвязывают не реже чем
через 1,5м двумя-тремя витками вязальной проволоки. Длину пучка определяют с
учетом захвата прядей в анкерах и на домкратах и принимают равной на одном
домкрате
24. Обоймы анкеров рекомендуется
устанавливать в торцах железобетонных блоков при их изготовлении. При этом
учитывают, что опорный стакан домкратов снабжен ограничительными буртиками,
выступающими за торец обоймы на 6 и
25. При установке обойм необходимо обеспечить точное расположение их по отношению к отверстию канала и перпендикулярность торцовой поверхности обоймы к оси концевого участка канала. При неточном расположении обойм возможен резкий перегиб прядей пучка и срез их при запрессовке конуса. Срез прядей возможен также, при перекрещивании их вблизи обойм. Для избежания этого рекомендуется на участке пучка, примыкающем к домкрату, пряди распределять организованно (рис. 9). Организованный участок пучка должен располагаться с таким расчетом, чтобы при натяжении пучка он оставался за пределами анкера. При этом диаметр канала для пучков в месте размещения организованного участка пучка должен быть:
- для пучков из 7 прядей не менее
- для пучков из 12 прядей не менее
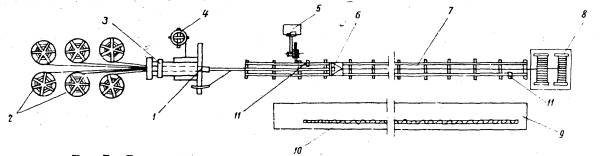
Рис. 7. Схема линии для изготовления пучков из прядей:
1 - станок для обмотки пучка вязальной проволокой; 2 - бухтодержатели с прядями; 3 - шаблон с отверстиями; 4 - вертушка с вязальной проволокой; 5 - машина для резки прядей; 6 - тележка с захватом; 7 - направляющий стол; 8 - двухбарабанная лебедка; 9 - стеллаж для готовых пучков; 10 - готовый пучок; 11 - концевые выключатели
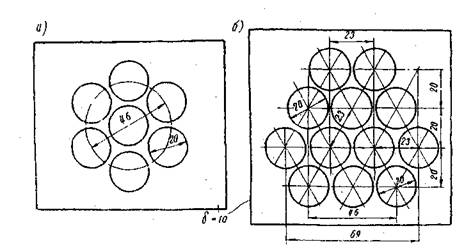
Рис. 8. Шаблоны для формирования пучков из 7 прядей (а) и 12 прядей (б)

Рис. 9. Организация концевого участка пучка из 12 прядей:
1 -
спираль из проволок диаметром
26. Порядок подготовки конусов и обойм
перед установкой и натяжением пучка, порядок распределения прядей в обойме
анкера, правила забивки конусов и установки домкрата в рабочее положение,
порядок натяжения и закрепления пучков в натянутом состоянии при натяжении с
одной или двух сторон, порядок; распрессовки заанкеренного пучка, а также
правила обслуживания насосной установки и домкратов не отличаются от
общепринятых для домкратов двойного действия при натяжении пучков из 24 или 48
проволок диаметром
27. Перед установкой конуса необходимо убедиться, что пазы конуса плавно сопрягаются с торцом, имеющим меньший диаметр. Наличие острых углов может привести к повреждению прядей при запрессовке конуса.
28. При производстве операции по захвату прядей клиньями необходимо следить, чтобы пряди легли по центру пазов клиньев. Сигналом о неправильном положении прядей может служить преждевременный рост давления в системе зажимных гидроцилиндров, опережающий ход зажимных клиньев.
29. Натяжение с перехватом пучка
выполняют в следующем порядке. Необходимо ожидаемое удлинение пучка разделить
таким образом, чтобы на последнем этапе удлинение было максимальным. Например,
вытяжку на
30. Анкерный конус рекомендуется запрессовывать усилием, равным 50-60% усилия натяжения пучка. В процессе запрессовки не допускают, чтобы давление в системе натяжения превышало 500 кгс/см2, производя при необходимости сброс масла из цилиндра. Таким образом, исключают возможное перенапряжение участка прядей между анкерами и зажимными клиньями, что способствует нормальной эксплуатации клиньев.
31. Величину натяжения пучков контролируют измерением давления в гидросистеме и удлинения пучка. Для обеспечения контролируемого усилия NН1, в пучке за анкером при назначении контролируемого давления РНК. в системе натяжения домкрата должны быть учтены потери на преодоление сил трения в домкрате и обойме анкера. Суммарную, величину этих потерь определяют экспериментальным путем.
С учетом технологической перетяжки, выполняемой для снижения потерь от релаксации напряжений, контролируемое давление в системе натяжения определяют по формуле
где ![]() - расчетное усилие
при создании предварительного напряжения, кгс;
- расчетное усилие
при создании предварительного напряжения, кгс;
FПН - площадь поршня натяжения, см2;
1,1 и 0,94 - коэффициенты, учитывающие соответственно технологическую перетяжку на 10% и потери на трение в домкрате и обойме анкера в размере 6%.
32. В процессе запрессовки конуса и
передачи усилия натяжения с домкрата на анкер происходит затягивание конуса
вместе с пучком в анкерной обойме. Экспериментальным путем установлена величина
затяжки, равная
33. Величину удлинения пучка замеряют
линейкой, установленной на опорном стакане домкрата, для чего предварительно
наносят риски краской или мелом на прядях пучка вблизи обоймы. Необходимо
учитывать, что замеренное удлинение включает в себя, кроме удлинения пучка,
укорочение напрягаемой балки и величину затяжки конуса в обойме анкера,
расположенного на другом конце пучка при натяжении с одной стороны. Величину
затяжки конуса в обойму замеряют при натяжении пучка и для предварительных расчетов
принимают 11-
Величину удлинения пучка можно замерять
также по величине хода натяжного цилиндра домкрата. При этом замеренное
удлинение, кроме удлинения пучка, укорочения балки и затяжки, конуса, включает
в себя величину затяжки клиньев захвата прядей на домкрате, принимаемую равной
34. При проектировании железобетонных конструкций должны быть определены потери напряжений по длине арматуры за счет трения ее при натяжении о стенки каналов, а также определены удлинения арматуры при натяжении по формулам приложений 4 и 8 СН 365-67. Значения входящих в формулы характеристик трения μ и K для пучков из прядей, определенные экспериментальным путем и рекомендуемые для использования, приведены в табл. 4. Модуль упругости EH принимают по табл. 11 СН 365-67.
35. Контролируемое при натяжении арматурных пучков из прядей удлинение определяют с учетом условной величины модуля упругости, которую принимают по результатам испытаний арматурных прядей, для чего предусмотренную проектом величину удлинения умножают на поправочный коэффициент, равный
ЕН/FФН
где Ен - модуль упругости по табл. 11 СН 365-67;
FФН - модуль упругости по результатам испытаний.
Таблица 4
Коэффициенты трения μ и K
|
Тип поверхности канала |
Для пучков из, прядей |
|||
|
μ |
K |
|||
|
рекомендуемый |
по СН 365-67 |
рекомендуемый |
по CН 365-67 |
|
|
Бетонная поверхность, образованная с помощью металлорукава, извлекаемого после бетонирования |
0,45 |
0,65 |
0,005 |
0,005 |
|
Металлическая поверхность, образованная металлорукавом |
0,30 |
0,35 |
0,003 |
0,003 |