![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 19115-91 Шайбы пружинные путевые. Технические условия.

ГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЮЗА ССР
ШАЙБЫ ПРУЖИННЫЕ ПУТЕВЫЕ
ГОСТ 19115-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШАЙБЫ ПРУЖИННЫЕ ПУТЕВЫЕ Технические условия Railway lock washers. Specifications |
ГОСТ |
Дата введения 01.07.92
Настоящий стандарт распространяется на одновитковые пружинные шайбы класса точности С, применяемые в конструкциях верхнего строения пути железных дорог.
Требования настоящего стандарта являются обязательными, кроме пункта 2.3.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры пружинных шайб должны соответствовать указанным на чертеже и в таблице.
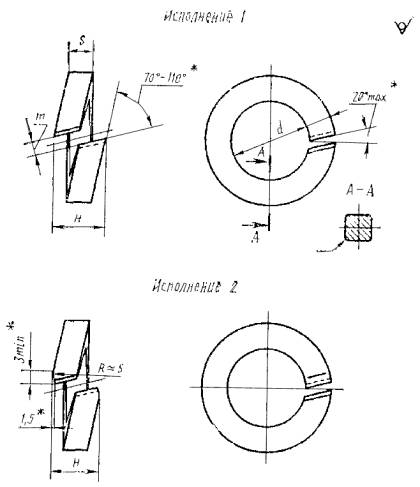
m £ 0,7(s+1,05)
____________
* Размеры обеспечиваются инструментом.
Обозначения на чертеже: d - диаметр шайбы; s - толщина шайбы; b - ширина шайбы
мм
|
22 |
24 |
27 |
|||
|
d (пред. откл. ±1,05) |
21 |
26 |
29 |
||
|
Поперечное сечение (пред. откл. ±0,45) |
s |
8 |
9 |
10 |
|
|
b |
|||||
|
r, не более |
2,0 |
||||
|
Н для исполнения |
1 |
Не менее |
13,5 |
15,0 |
16,5 |
|
Не более |
18,5 |
20,0 |
23,0 |
||
|
2 |
Не менее |
12,5 |
14,0 |
15,5 |
|
|
Не более |
17,5 |
19,5 |
22,0 |
||
Пример условного обозначения пружинной шайбы исполнения 1 для болта диаметром 22 мм, из стали марки 65Г, без защитного покрытия:
Шайба 22 ГОСТ 19115-91
То же, исполнения 2:
Шайба 2.22 ГОСТ 19115-91
То же, из стали марки 60C2A:
Шайба 22.60С2A ГОСТ 19115-91
Шайбы исполнения 2 изготавливаются по согласованию между изготовителем и потребителем.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Основные технические требования - по ГОСТ 6402.
2.2. Пружинные шайбы должны изготовляться из проволоки по ГОСТ 11850, из стали марок 65 Г, 60С2А или других марок стали с механическими свойствами не ниже, чем у стали марки 65 Г по ГОСТ 14959. В случае применения стали марки 60С2А или других сталей, марка стали указывается в условном обозначении.
2.4. При контрольной проверке пружинящих свойств после сжатия шайб до плоского состояния в течение 24 ч уменьшение размера Н не должно превышать 0,8 мм.
2.5. Теоретическая масса шайб указана в приложении.
2.6. Временная противокоррозионная защита, упаковка шайб и маркировка тары - по ГОСТ 18160.
3. ПРИЕМКА
Правила приемки - по ГОСТ 17769 для изделий класса точности С.
Объем партии от 10001 до 35000 шт.
4. МЕТОДЫ КОНТРОЛЯ
Методы контроля - по ГОСТ 6402, исключая проверку вязкости.
5. ТРАНСПОРТИРОВАНИЕ
Транспортирование шайб производится любым видом транспорта в соответствии с правилами перевозки, действующими на данном виде транспорта.
ПРИЛОЖЕНИЕ
Справочное
ТЕОРЕТИЧЕСКАЯ МАССА 1000 СТАЛЬНЫХ ШАЙБ, кг
(ПЛОТНОСТЬ СТАЛИ 7850 кг/м3)
|
Номинальные диаметры резьбы болта, мм |
Теоретическая масса 1000 шайб, кг |
|
22 |
49,1 |
|
24 |
67,9 |
|
27 |
93,4 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения, Министерством металлургии СССР
РАЗРАБОТЧИКИ:
Л.П. Строк, канд. техн. наук; В.Д. Черников; В.Г. Терешина; В.Ф. Афанасьев; А.К. Гучков; В.И. Гришина.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 09.07.91 № 1231
3. Периодичность проверки - 4 года
4. Взамен ГОСТ 19115-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 11850-72 |
|
СОДЕРЖАНИЕ