![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 269-66* Резина. Общие требования к проведению физико-механических испытаний.
ГОСТ 269-66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА
ОБЩИЕ ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ
ФИЗИКО-МЕХАНИЧЕСКИХ ИСПЫТАНИЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕЗИНА Общие требования к проведению Rubber.
|
ГОСТ |
Дата введения 01.07.66
Настоящий стандарт устанавливает общие требования к образцам, проведению испытаний и обработке результатов физико-механических испытаний резин, резин в сочетании с другими материалами (тканью, металлом и др.), губчатых резин, пенорезин, латексных материалов (далее - резины) и изделий из указанных материалов.
Стандарт полностью соответствует СТ СЭВ 983-78.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Образцы для проведения физико-механических испытаний изготовляют различными способами, применяемыми в технологии резинового производства, а также путем вырубки или вырезки из резин или изделий.
При оценке качества изделий образцами являются сами изделия, образцы, изготовленные из изделий, или образцы, свулканизованные непосредственно из той же закладки резиновой смеси, из которой изготовляют изделия. Условия вулканизации образцов и изделий в этом случае должны быть идентичными.
(Измененная редакция, Изм. № 2).
При изготовлении образцов из губчатых резин, пенорезин, латексных материалов и изделий допускается применять образцы других толщин в соответствии с методами испытания.
Вырезку и подшлифовку образцов и заготовок из изделий до требуемой толщины производят по методике, приведенной в приложении 1.
До 01.01.92 допускалось применять образцы толщиной (1,0 ± 0,2) мм.
(Измененная редакция, изм. № 3).
1.3. Вырубку образцов проводят штанцевым ножом.
Форма и размеры режущей кромки, а также указания по заточке ножа приведены в приложении 2.
Образцы вырубают так, чтобы направление продольной оси совпало с направлением каландрования, шприцевания или вальцевания. Если это невозможно, а также в случае специальных требований направление вырубки указывают в нормативно-технической документации на резины и резиновые изделия. Вырубку или вырезку образцов из заготовок, полученных из изделий, проводят после получения заготовки требуемой толщины.
Шлифованные заготовки выдерживают при температуре кондиционирования не менее 30 мин перед вырубкой или вырезкой из них образцов. Вырубка или вырезка образцов из наложенных одна на другую пластин не допускается.
Примечание. Перед вырубкой или вырезкой нож или поверхность резины рекомендуется смачивать мыльным раствором, водой или другими жидкостями, не вызывающими набухания и не влияющими на свойства резины.
1.4. Способ и режим изготовления образцов, особенности изготовления образцов из губчатых резин, пенорезин, латексных материалов и изделий, требования к образцам устанавливают в нормативно-технической документации на резины, резиновые изделия и методы их испытаний.
1.6. Количество образцов для испытаний, их форму и размеры устанавливают в нормативно-технической документации на резины, резиновые изделия и методы их испытаний.
2. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
2.1. Образцы, изготовленные из резин, подвергают испытанию не ранее чем через 16 ч и не позднее 28 сут. после вулканизации. Изделия и образцы, изготовленные из них, испытывают не ранее, чем через 16 ч и не позднее, чем через 3 мес. после вулканизации.
Допускается проводить испытания через другие промежутки времени после вулканизации в соответствии с нормативно-технической документацией на резины и резиновые изделия.
Сравнительные испытания проводят в один день.
При кондиционировании образцы должны быть защищены от воздействия прямых солнечных лучей.
Допускается кондиционировать образцы при температуре (27 ± 2) °С, если это указано в нормативно-технической документации на резины и резиновые изделия.
Допускается выдерживать образцы при относительной влажности воздуха (65 ± 5) % и температуре (27 ± 2) °С, если это указано в нормативно-технической документации на резины и резиновые изделия.
2.1 - 2.3. (Измененная редакция, Изм. № 3).
2.4. Образцы перед испытанием нумеруют. Место и способ нанесения номера выбирают так, чтобы не вызывать изменения свойств образцов.
2.5. После кондиционирования измеряют размеры образцов в соответствии с нормативно-технической документацией на методы испытаний. Для измерения толщины образцов применяют толщиномеры с ценой деления 0,01 мм и давлением на образец (22 ± 5) кПа для резин твердостью 35 JRHD и выше, (10 ± 2) кПа для резин с твердостью менее 35 JRHD, при этом измерительный наконечник толщиномера должен всей поверхностью опираться на образец и не выступать за его пределы. В зоне измерения образец должен опираться на пятку толщиномера.
Допускается применять толщиномеры с другими характеристиками, если это указано в нормативно-технической документации на резины и резиновые изделия. Для измерения толщины образцов из губчатых резин и пенорезин применяют толщиномеры с давлением на образец (100 ± 10) Па.
Место измерения размеров образца, тип измерительного инструмента, количество измерений и их результат указывают в нормативно-технической документации на резины, резиновые изделия и методы их испытания.
(Измененная редакция, Изм. № 3).
2.6. Условия проведения испытания должны соответствовать указанным в п. 2.2 или 2.3.
2.7. При испытаниях в условиях пониженных или повышенных температур температуру выбирают из ряда, приведенного в таблице.
Допускается применять другие температуры и погрешности поддержания и измерения температуры, указанные в нормативно-технической документации.
Непосредственно перед испытанием образцы выдерживают при температуре испытания в течение времени, достаточного для того, чтобы образец принял температуру окружающей среды.
Температура испытания, погрешность ее поддержания и измерения, время выдержки при этой температуре перед испытанием должны быть указаны в нормативно-технической документации на резины, резиновые изделия и методы испытаний.
(Измененная редакция, Изм. № 3).
|
Температурный ряд, °С |
Погрешность измерения и поддержания температуры, °С |
|
-80 |
±1 |
|
125 |
±2 |
|
250 |
±3 |
2.8. Для проведения испытаний применяют оборудование в соответствии с требованиями нормативно-технической документации на методы испытаний и оборудование.
3. ОБРАБОТКА РЕЗУЛЬТАТОВ
3.1. Обработку результатов производят по методам, установленным в нормативно-технической документации на резины, резиновые изделия и методы их испытаний.
За показатель физико-механических испытаний принимают среднее арифметическое или медиану.
Медиана
- число с порядковым номером ![]() для нечетного количества чисел n, расположенных в порядке возрастания или среднее арифметическое значение
для чисел с порядковыми номерами
для нечетного количества чисел n, расположенных в порядке возрастания или среднее арифметическое значение
для чисел с порядковыми номерами ![]() и
и ![]() . Для четного количества чисел n, расположенных в порядке возрастания.
. Для четного количества чисел n, расположенных в порядке возрастания.
За результат физико-механических испытаний принимают показатель, полученный при испытании образцов одной закладки резиновой смеси, одной пластины, одного изделия или нескольких изделий, если из одного изделия нельзя изготовить необходимое количество образцов.
(Измененная редакция, Изм. № 3).
3.2. При необходимости проведения статистической обработки результатов испытания вычисляют характеристики, указанные в пп. 3.2.1 - 3.2.5.
3.2.1. Среднее арифметическое результатов испытаний (X) вычисляют по формуле
 , (1)
, (1)
где Xi - отдельное значение определяемого показателя i изменяется от 1 до n;
n - количество образцов.
(Измененная редакция, Изм. № 2, 3).
3.2.2. Оценку среднего квадратического отклонения результатов испытаний (S) вычисляют по формуле
 , (2)
, (2)
(Измененная редакция, Изм. № 2).
3.2.3. Коэффициент вариации результатов испытания (v) в процентах вычисляют по формуле
![]() . (3)
. (3)
3.2.4.
Границы доверительного интервала, в котором с вероятностью Р заключено значение показателя ![]() , вычисляют
по формулам:
, вычисляют
по формулам:
для
нижней границы ![]() ; (4)
; (4)
для верхней границы ![]() ; (5)
; (5)
где e - значение, равное половине доверительного интервала.
Величину (e) вычисляют по формуле
![]() , (4)
, (4)
где t - критерий точности, определяемый по приложению 3.
(Измененная редакция, Изм. № 2, 3).
3.2.5. Относительное отклонение (b) в процентах вычисляют по формуле
![]() , (5)
, (5)
3.3. При разработке новых методов испытаний наименьшее количество образцов, подлежащих испытанию (N), вычисляют по формуле
![]() , (6)
, (6)
где К - коэффициент, равный 2,58 при доверительной вероятности (Р) 99 % и 1,96 при 95 %;
b - допускаемое относительное отклонение, %;
v - коэффициент вариации, являющийся средним арифметическим значением коэффициентов вариации v испытаний различных по составу и свойствам материалов, количество которых рекомендуется устанавливать не менее 10.
При определении N количество испытанных образцов n должно быть не менее 25 и тем больше, чем больше v.
Вычисленное по формуле (8) количество образцов Nn округляют до большего целого числа.
3.4. Сопоставимыми считают результаты испытаний, полученные на образцах одинаковой формы и размеров, изготовленных одним способом, кондиционированных и испытанных в одинаковых условиях.
Возможность сравнения результатов, полученных на образцах, отличающихся способом изготовления, формой, размерами, полученных из изделий и специально свулканизованных и т. д., оговаривают в нормативно-технической документации на резины, резиновые изделия и методы их испытаний.
(Измененная редакция, Изм. № 2, 3).
3.5. Результаты испытания оформляют протоколом, в котором указывают:
обозначение резины;
применяемый метод испытания, если в стандарте несколько методов;
особенности отбора, изготовления и подготовки образцов;
условия испытания (если их в стандарте несколько);
особенности подготовки аппаратуры;
результаты испытаний и способ их выражения;
обозначение стандарта;
дату испытания.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
СПОСОБЫ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ
1. Вырезка и подшлифовка образцов из изделий
1.1. Резиновые изделия или полученные из них заготовки, из которых затем изготовляют образцы, доводят до необходимой толщины одним из способов, приведенных в пп. 1.2 - 1.5
1.2. Удаление ткани, соединенной с резиной, следует проводить без применения жидкости, в которой резина набухает. Если это невозможно, для смачивания желательно применять нетоксичную низкокипящую жидкость. Следует избегать чрезмерного растяжения резины в процессе удаления ткани, поэтому разделяют материалы небольшими участками, захватывая резину вблизи места ее соединения с тканью. При применении жидкости образцы вырубают после ее испарения с поверхности резины.
Машина с вращающимся ножом должна иметь мотор или ручной привод для вращения дискового ножа необходимого диаметра и подвижный стол для перемещения детали или заготовки. Машина должна иметь устройство контроля толщины среза и устройство для закрепления образца. Для облегчения резания нож рекомендуется смазывать мыльным раствором, водой или другой жидкостью, не вызывающей набухания и не оказывающей влияния на свойства резины.
1.3. (Измененная редакция, Изм. № 2).
1.4. При необходимости удаления неровностей поверхности (например, отпечатков ткани, волнистости, вызванной контактом с тканью, остатков оберточной ткани, неровностей, возникающих при отрезании) применяют шлифующие устройства, приведенные в пп. 1.4.1, 1.4.2.
Предпочтительно использовать шлифовальные круги диаметром от 125 до 150 мм, с окружной скоростью 20 ± 5 м/с. Для грубой шлифовки применяют круги с размером зерна от 0,4 до 1,0 мм, для окончательной шлифовки - круги с размером зерна от 0,2 до 0,4 мм.
Общая толщина удаляемого слоя резины за один проход не должна превышать 0,2 мм. Во избежание перегрева толщину последовательно удаляемых слоев следует постепенно уменьшать. Желательно, чтобы при шлифовании образец не нагревался выше 60 °С. После удаления неровностей шлифование прекращают, не снимая более глубоких слоев резины. Удаление более толстых слоев резины проводят по п. 1.3.
Устройство должно обеспечивать медленную подачу резиновой заготовки к шлифовальной ленте и крепление заготовки без чрезмерной деформации.
Для грубой шлифовки используют абразив с размером зерна от 0,4 до 1,0 мм, для окончательной шлифовки - абразив с размером зерна от 0,05 до 0,2 мм. Скорость движения ленты должна быть (20 ± 5) м/с.
Толщина удаляемых слоев может составлять несколько десятых долей миллиметра, поскольку нагрев резины в этом случае меньше, чем при применении шлифовального круга. Шлифовку можно проводить, прижимая заготовку к барабану, одному из шкивов или к туго натянутой ленте между шкивами.
1.5. Способ доводки образцов до требуемой толщины устанавливают в нормативно-технической документации на резиновые изделия.
2. Вырубка образцов
2.1. Образцы вырубают различными вырубными приспособлениями, в зависимости от толщины и твердости резины. Тонкие материалы вырубают, как указано в пп. 2.2 и 2.3. Материалы толщиной более 6 мм вырезают вращающимся ножом, что уменьшает неровности срезанного края, возникающие вследствие сжатия резины при вырубке (п. 2.4.).
2.2. Ножи с фиксированным лезвием изготовляют из высококачественной инструментальной стали. По конструкции ножи могут быть неразборными или разборными и предназначаются для вырубки одного или нескольких образцов одновременно. Конструкция ножа должна быть достаточно жесткой во избежание изменения его формы в процессе вырубки.
Выталкивание вырубленного образца толщиной не более 4,2 мм осуществляется специальным устройством. При отсутствии выталкивателя необходимо предусмотреть удаление образца из ножа без повреждения его режущей кромки. Во избежание образования неровных рваных краев среза на образце режущая кромка ножа должна быть острой, без зазубрин.
2.3. Ножи со сменными лезвиями изготовляют из заостренных полос на основе высокоуглеродистой стали (лезвия бритв с одной режущей кромкой). Стальная полоса должна быть достаточно гибкой, чтобы принять форму вырубного ножа.
Режущая кромка полосы должна быть надежно зажата между металлическими направляющими, форма которых соответствует форме резинового образца, подлежащего вырубке. Направляющие должны обладать достаточной толщиной для надежного закрепления полосы, режущая кромка которой обычно выступает на 2,5 мм над поверхностью направляющих. Тыльная сторона полосы должна упираться в металлический упор. Нож должен иметь устройство для выталкивания вырубленного образца толщиной не более 2,2 мм. При отсутствии выталкивателя необходимо предусмотреть удаление образца из ножа без повреждения его режущей кромки. Необходимо проверять, не деформируются ли чрезмерно режущие лезвия при вырубке, особенно для твердых резин.
Применение вращающихся ножей основано на использовании вертикальных сверлильных станков. Скорость вращения шпинделя станка должна быть от 500 до 1800 об/мин при скорости подачи образца от 2 до 20 мм/с. Кольцевой или частично кольцевой нож закрепляют в патрон сверлильного станка. В качестве ножа может быть использовано лезвие. Крепление резины осуществляется с помощью прижимной лапки, прижимающей среднюю часть резины, или металлической прижимной плиты с отверстием большим, чем вырезаемый образец, или вакуумного держателя, создающего присасывание нижней поверхности резины. Поверхность резины в процессе вырезки рекомендуется смачивать, как указано в п. 1.3. Для получения перпендикулярного среза одновременно используют второй кольцевой нож большего диаметра. Вырезные ножи и ход патрона сверлильного станка должны соответствовать толщине резины. Режущая кромка ножа должна быть заточена так, чтобы облегчить вход ножа в резину. Важно, чтобы отрезаемая поверхность была закрыта прозрачным экраном, позволяющим наблюдать за процессом резания.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ЗАТОЧКА ШТАНЦЕВОГО НОЖА
Для заточки используют четыре типа камней:
А - камень для шлифовки режущей кромки ножа параллельно его основанию; рабочая поверхность камня должна быть перпендикулярна его оси;
В - камень цилиндрической формы, который вводится внутрь ножа и шлифует внутренние вертикальные поверхности режущей кромки;
С - камень, оканчивающийся конусом с углом при вершине от 36 до 44°, предназначенный для получения поверхности режущей кромки под углом 18 - 22° к вертикали;
Д - камень, оканчивающийся конусом с углом при вершине от 60 до 70°, предназначенный для получения поверхности режущей кромки под углом 30 - 35° к вертикали.
Для получения шлифовального камня требуемой формы в вертикальный сверлильный станок устанавливают закрепленный в оправку цилиндрический камень и обрабатывают его наждачным кругом, придавая камню требуемую форму.
Нож затачивают при перемещении его по поверхности стола сверлильного станка относительно вращающегося шлифовального камня.
Камнем типа А шлифуют до получения небольшой горизонтальной плоской поверхности вдоль всей режущей кромки ножа. Затем камнем типа В обрабатывают внутреннюю поверхность режущей кромки ножа, не выходя за пределы допусков на ширину и форму ножа.
После этого шлифуют камнем типа С до получения узкой площадки по всей длине режущей кромки ножа и камнем типа Д до получения ровной режущей кромки одинаковой ширины.
После обработки ножа камнями на режущей кромке бруском удаляют шероховатости.
2. Заточку ножей можно также проводить следующим образом:
а) шлифуют поверхность ножа так, чтобы режущие кромки были параллельны плоскости основания; для этого предпочтительно использовать шлифовальный круг, установленный на высокооборотном электродвигателе;
б) шлифовкой получают основные грани режущей кромки. Для этого нож устанавливают основанием на наклонную плоскость, перемещая его по этой плоскости, прижимают к вращающемуся цилиндрическому камню. Угол наклона плоскости устанавливают в соответствии с требуемым углом заточки ножа. Предпочтительным является применение камня с алмазной крошкой. Схема приспособления приведена на черт. 1;
Схема приспособления для заточки штанцевых ножей
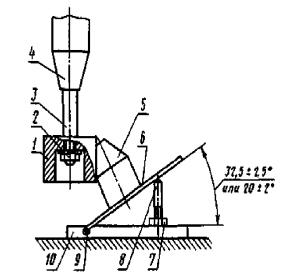
1 - шлифовальный камень; 2 - гайка; 3 - шток; 4 - патрон сверлильного станка; 5 - штанцевый нож; 6 - подвижная плита; 7 - регулировочная гайка; 8 - регулировочная шпилька; 9 - ось; 10 - неподвижная плита
Черт. 1
Форма и размеры режущей кромки ножа
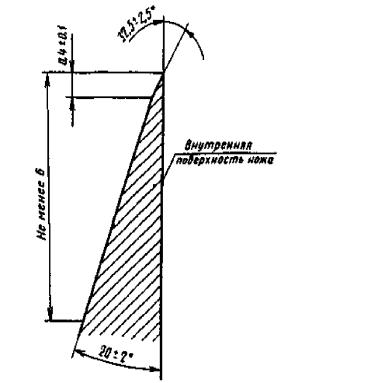
Черт. 2
в) доводят основные поверхности граней режущей кромки, сделав их гладкими;
г) подшлифовывают остальные грани режущей кромки ножа шлифовальным бруском;
д) шлифуют внутренние поверхности режущей кромки шлифовальным бруском.
3. При отсутствии необходимости полной заточки ножа проводят лишь отдельные операции, указанные в пп. 1 или 2.
4. Режущие кромки ножа необходимо систематически подтачивать шлифовальным бруском. Форма и размеры режущей кромки ножа приведены на черт. 2.
5. Следует систематически следить за состоянием режущих кромок ножа, поскольку их затупление, зазубрины и изгиб могут привести к дефектам на образцах.
При хранении режущая кромка ножа должна опираться на мягкую поверхность (губчатая резина и т. п.) или вообще не касаться поверхности.
При вырубке резины режущая кромка не должна касаться металлической опорной поверхности стола, что достигается подкладыванием под резину материала средней жесткости (сердечник конвейерной ленты, картон, полуэбонит и др.).
Примечание. Качество заточки ножа ориентировочно оценивают исследованием разрушения серии испытанных образцов. Если есть тенденция разрушения образца в одном месте, значит в этом месте нож затуплен, имеет зазубрину или изогнут.
ПРИЛОЖЕНИЕ 3
Справочное
Значения
t и  для расчета
доверительного интервала среднего арифметического значения
для расчета
доверительного интервала среднего арифметического значения
|
Количество испытанных образцов, |
t |
|
||
|
Р = 95 % |
Р = 99 % |
Р = 95 % |
Р = 99 % |
|
|
2 |
12,71 |
63,66 |
9,00 |
45,01 |
|
3 |
4,30 |
9,93 |
2,48 |
5,73 |
|
4 |
3,18 |
5,84 |
1,59 |
2,92 |
|
5 |
2,78 |
4,60 |
1,24 |
2,06 |
|
6 |
2,57 |
4,03 |
1,05 |
1,65 |
|
7 |
2,45 |
3,71 |
0,92 |
1,40 |
|
8 |
2,37 |
3,50 |
0,84 |
1,24 |
|
9 |
2,31 |
3,36 |
0,77 |
1,12 |
|
10 |
2,26 |
3,25 |
0,72 |
1,03 |
|
11 |
2,23 |
3,17 |
0,67 |
0,96 |
|
12 |
2,20 |
3,11 |
0,64 |
0,90 |
|
13 |
2,13 |
3,06 |
0,60 |
0,85 |
|
14 |
2,1б |
3,01 |
0,58 |
0,80 |
|
15 |
2,15 |
2,93 |
0,55 |
0,77 |
|
16 |
2,13 |
2,95 |
0,53 |
0,74 |
|
20 |
2,09 |
2,86 |
0,47 |
0,64 |
|
21 |
2,09 |
2,85 |
0,46 |
0,62 |
|
25 |
2,06 |
2,80 |
0,41 |
0,56 |
|
26 |
2,06 |
2,79 |
0,40 |
0,55 |
|
30 |
2,04 |
2,76 |
0,38 |
0,50 |
|
31 |
2,04 |
2,75 |
0,37 |
0,49 |
|
50 |
2,01 |
2,68 |
0,28 |
0,38 |
|
100 |
1,98 |
2,63 |
0,20 |
0,26 |
|
|
1,96 |
2,58 |
0,00 |
0,00 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.02.66
3. ВЗАМЕН ГОСТ 269-53
4. Стандарт содержит все требования МС ИСО 471-83, МС ИСО 1826-81, МС ИСО 4661/1-86 и полностью соответствует СТ СЭВ 983-89
5. Ограничение срока действия снято но протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (сентябрь 2001 г.) с Изменениями № 1, 2, 3, утвержденными в июле 1980 г., марте 1986 г., апреле 1990 г. (ИУС 11-80, 6-86, 8-90)
СОДЕРЖАНИЕ
|
Приложение 1 Способы изготовления образцов. 5 Приложение 2 Заточка штанцевого ножа. 7 Приложение 3 Значения t и |