![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 28433-90 Краны-штабелеры стеллажные. Общие технические условия.
ГОСТ 28433-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРАНЫ-ШТАБЕЛЕРЫ СТЕЛЛАЖНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва Стандартинформ 2005 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КРАНЫ-ШТАБЕЛЕРЫ СТЕЛЛАЖНЫЕ Общие технические условия Rack
stacker cranes. |
ГОСТ |
Дата введения 01.01.91
Настоящий стандарт распространяется на электрические стеллажные опорные краны-штабелеры грузоподъемностью от 0,05 до 12,5 т для переработки тарно-штучных и длинномерных грузов с ручным, полуавтоматическим и автоматическим управлением, в том числе для автоматизированных транспортно-складских систем.
Краны-штабелеры должны изготавливаться для эксплуатации в закрытых помещениях в климатических исполнениях по ГОСТ 15150:
УХЛ категории 4 и Т категории 5 для всех типов и исполнений;
У и Т категорий 2 и 3 для кранов-штабелеров с ручным управлением из кабины оператора и кранов-штабелеров для длинномерных грузов с автоматическим управлением.
Устройства автоматического управления (пульты, электрошкафы) кранов-штабелеров климатических исполнений У и Т могут изготавливаться в климатическом исполнении УХЛ категории 4 и устанавливаться стационарно в закрытом отапливаемом помещении.
Зона пожароопасности для всех типов кранов-штабелеров - класса П-IIа в соответствии с требованиями «Правил устройства электроустановок» (ПУЭ), утвержденных Министерством энергетики и электрификации СССР.
Стандарт не распространяется на краны-штабелеры, предназначенные для работы в помещениях (зонах), где находятся взрывоопасные грузы, ядовитые и химически активные вещества в концентрациях, разрушающих металл и электрическую изоляцию.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И ХАРАКТЕРИСТИКИ
1.1. Основные параметры и характеристики кранов-штабелеров серийного изготовления должны удовлетворять требованиям ГОСТ 16553, а для изделий единичного производства - табл. 1, 2 и черт. 1, 2 настоящего стандарта.
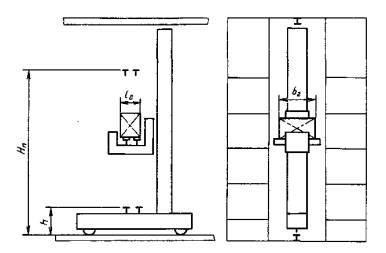
Черт. 1
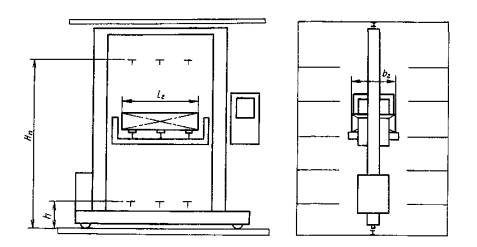
Черт. 2
Таблица 1
|
Наименование показателя |
Исполнение кранов-штабелеров |
|
|
для тарно-штучных грузов |
для длинномерных грузов |
|
|
1. Грузоподъемность, т* |
0,05-3,20 |
2,00-12,50 |
|
2. Способ управления |
Ручной, полуавтоматический и автоматический |
|
|
3. Высота подъема грузозахватного органа, м (Нп) |
2,00-32,00 |
2,80-32,00 |
|
4. Расстояние от головки наземного рельсового кранового пути до нижнего рабочего положения грузозахватного органа, м, не более (h) |
1,00 |
1,40 |
|
5. Габаритные размеры перерабатываемого груза в плане, м: |
|
|
|
длина (lг вдоль пути) |
0,30-4,00 |
3,00-12,00 |
|
ширина (bг поперек пути) |
0,30-1,60 |
0,60-2,00 |
|
6. Скорость механизмов, м/с (± 15 %): |
|
|
|
подъема груза |
0,125; 0,20; 0,25; 0,40; 0,50; 0,63; 0,32 |
|
|
передвижение крана-штабелера |
1,00; 1,25; 1,60; 2,00; 2.50; 3,20 |
|
|
выдвижения грузозахватного органа |
0,125; 0,20; 0,25; 0,32; 0,40; 0,50; 0,63 |
|
|
7. Группа режимов работы всех механизмов по ГОСТ 25835 |
4М; 5М |
|
______________
*Промежуточные значения грузоподъемностей должны соответствовать ГОСТ 1575.
Таблица 2
|
Наименование параметра |
Тип механизмов |
||
|
подъема груза |
передвижения крана-штабелера |
Выдвижения грузозахватного органа |
|
|
1. Установочные скорости, м/с (± 15 %) |
0,063 |
0,063 |
0,125 |
|
|
0,125* |
0,25* |
0,125* |
|
2. Ускорения (замедления), м/с2 |
1,5 |
0,6 |
1,0 |
__________
* Для кранов-штабелеров с ручным управлением.
Установочные скорости механизмов ускорения (замедления) для кранов-штабелеров всех типов не должны превышать значений, указанных в табл. 2.
1.2. Пример условного обозначения электрического стеллажного опорного крана-штабелера с автоматическим управлением грузоподъемностью 1,0 т, высотой подъема грузозахватного органа 14,8 м, скоростью передвижения 2,0 м/с, для переработки тарно-штучных грузов с размерами в плане 1,2 (длина)×0,8 (ширина) м, климатического исполнения УХЛ, категории 4:
Кран-штабелер СА-1,0-14,8-1,2×0,8-2,0-УХЛ4
ГОСТ 28433-90
То же, с ручным управлением:
Кран-штабелер СР-1,0-14,8-1,2×0,8-2,0-УХЛ4
ГОСТ 28433-90
1.3. Пример условного обозначения электрического стеллажного опорного крана-штабелера с автоматическим управлением грузоподъемностью 8,0 т, высотой подъема грузозахватного органа 12,2 м, скоростью передвижения 2,5 м/с для переработки длинномерных грузов с размерами в плане 7,0 (длина)×1,2 (ширина) м, климатического исполнения У, категории 2:
Кран-штабелер САД-8,0-12,2-7,0×1,2-2,5-У2 ГОСТ 28433-90
То же, с ручным управлением:
Кран-штабелер САД-8,0-12,2-7,0×1,2-2,5-У2 ГОСТ 28433-90
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Краны-штабелеры должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Электрооборудование кранов-штабелеров должно удовлетворять требованиям «Правил устройства электроустановок» (ПУЭ), утвержденных Министерством энергетики и электрификации СССР.
2.3. Требования к конструкции
2.3.1. Канаты, используемые для подъема груза вместе с кабиной оператора или отдельно кабины, должны быть исполнения ГЛ (грузолюдские).
2.3.2. В механизмах подъема груза следует применять стальные канаты или пластинчатые цепи. Стальные канаты должны иметь коэффициент запаса прочности не менее 9, а цепи - не менее 6, если оборудование кабины ловителями не требуется, и соответственно не менее 6 и 5, если оборудование кабины ловителями является обязательным или кабина отсутствует.
Коэффициент запаса прочности несущего органа следует определять по формуле
![]()
где Р - разрывное усилие несущего органа в целом, Н;
S - наибольшая статическая нагрузка несущего органа, Н.
При наличии нескольких независимых несущих органов (канаты или цепи) в случае обрыва одного из них неповрежденные органы должны удерживать весь груз.
2.3.3. Коэффициент запаса торможения для механизма подъема груза должен быть не менее 1,75 для группы режима работы 4М и 2,0 - для группы 5М по ГОСТ 25835.
2.3.4. Диаметры грузовых, уравнительных и отклоняющих блоков, а также диаметры грузовых барабанов должны выбираться в соответствии с требованиями «Правил устройства и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором СССР.
2.3.5. В механизмах подъема груза с неразмыкаемой кинематической связью барабана с электродвигателем в качестве тормозного шкива может быть использована одна из полумуфт соединения электродвигателя с редуктором.
В случае применения муфт с амортизирующим устройством (втулочно-пальцевые, пружинные) в качестве тормозного шкива допускается использовать только полумуфту, закрепленную на валу редуктора.
2.3.6. Конструкция крана-штабелера должна быть выполнена так, чтобы исключалась возможность его опрокидывания или схода с рельсов при наезде на упор.
2.3.7. Кабина управления должна отвечать требованиям «Правил устройства и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором СССР. Распашные двери кабины могут открываться как внутрь, так и наружу.
2.3.8 Кабина должна быть выполнена закрытой или полуоткрытой. Полуоткрытая кабина должна иметь боковые стены на их полную высоту, крышу и заднюю стену высотой не менее 1,1 м.
Кабина должна иметь блокировочные устройства, допускающие движение крана-штабелера (кабины) только при нахождении оператора в пределах ее габарита.
2.3.9. Эквивалентный уровень звука на рабочем месте оператора не должен превышать:
- для кранов-штабелеров, выпускаемых с 1991 до 1996 гг., - 80 дБА;
- для кранов-штабелеров, выпускаемых с 1996 по 2001 гг., - 78 дБА.
2.3.10. Среднеквадратические значения виброскорости (логарифмические уровни виброскорости) в октавных полосах частот в кабине оператора не должны превышать значений, приведенных в табл. 3.
Таблица 3
|
Среднегеометрическая частота полос, Гц |
Среднеквадратическое значение виброскорости, м/с·10-2 |
Логарифмический уровень виброскорости, дБ |
|
Общая вибрация |
||
|
2 |
3,5 |
117 |
|
4 |
1,3 |
108 |
|
8 |
0,63 |
102 |
|
16 |
0,56 |
101 |
|
31,5 |
||
|
63 |
||
2.3.11. При аварии должна быть обеспечена возможность безопасного выхода оператора из кабины, а также безопасного спуска его. Способ спуска должен быть указан в инструкции по эксплуатации крана-штабелера.
2.3.12. При наличии в кабине управления люков или аварийного выхода размер их должен быть не менее 500×500 мм.
2.3.13. Металлические конструкции, элементы сборочных единиц, перемещаемые с помощью подъемно-транспортных средств, должны иметь приспособления для их строповки или специально обозначенные места, предназначенные для зацепления грузозахватными устройствами.
2.3.14. Рекомендуемые отклонения от номинальных размеров, форм и взаимного расположения поверхностей основных деталей и сборочных единиц приведены в приложении 1.
2.4. Требования к комплектующим изделиям и материалам
2.4.1. Климатическое исполнение комплектующих изделий должно соответствовать климатическому исполнению крана-штабелера.
2.4.2. Несущие элементы металлоконструкций кранов-штабелеров должны быть изготовлены из сталей с механическими свойствами, химическим составом, ударной вязкостью и свариваемостью, обеспечивающими работоспособность кранов-штабелеров в диапазоне температур, предусмотренных областью его применения.
Рекомендуемые материалы для изготовления основных деталей и сборочных единиц приведены в приложении 2.
2.4.3. Ходовые колеса должны изготавливаться из сталей марок 65Г или 75 по ГОСТ 14959 или литых из стали не ниже марки 50Л-II по ГОСТ 977.
Для кранов-штабелеров грузоподъемностью до 0,5 т включ. допускается изготовление ходовых колес из стали 45 по ГОСТ 1050.
2.4.4. Требования к отливкам из серого чугуна - по ГОСТ 1412, отливкам из конструкционной углеродистой и легированной стали - по ГОСТ 977.
2.4.5. Требования к поковкам из конструкционной углеродистой и легированной стали - по ГОСТ 8479.
2.4.6. Рекомендуемый ассортимент смазочных материалов, применяемых в зависимости от температурных условий эксплуатации в районах с умеренным и тропическим климатом, и ассортимент консервационных материалов, применяемых независимо от климатических районов, приведены в приложениях 3 и 4.
2.5. Требования к обработке
2.5.1. Шероховатость поверхностей основных деталей должна быть не грубее указанной в табл. 4.
Таблица 4
|
Наименование поверхностей деталей |
Шероховатость по ГОСТ 2789 |
|
1. Рабочая поверхность тормозного шкива |
Ra 1,6 |
|
2. Посадочные поверхности отверстий ходовых колес, зубчатых колес, барабанов, блоков, муфт, валов |
Ra 3,2 |
|
3. Поверхности катания ходовых колес, поверхности канавок барабанов и блоков |
Ra 6,3 |
Шероховатость поверхностей под подшипники качения - по ГОСТ 3325.
2.5.2. Резьба должна выполняться в соответствии с требованиями ГОСТ 9150. Поле допуска на резьбу для болтав - 6g, для гаек - 6Н по ГОСТ 16093, выход резьбы, сбеги, проточки и фаски - по ГОСТ 10549.
2.5.3. Твердость рабочих поверхностей после термической обработки должна быть:
- для ходовых колес кранов-штабелеров - не менее 300 НВ, глубина закалки - не менее 15 мм, а для ходовых колес, выполненных из стали 45 по ГОСТ 1050, не менее 240-300 НВ, глубина закалки не менее 2,0-5,0 мм;
- для стальных тормозных шкивов - не менее 300 НВ, глубина закалки - 1,5-2,0 мм. Детали после термообработки должны быть очищены от окалины и масла. Наличие трещин и следов пережогов на деталях не допускается. Допуск неравномерности твердости поверхностей ±5 %.
2.6. Требования к сварным соединениям
Требования к прокату, геометрическим формам соединений, сборке и сварке металлоконструкций - по рабочим чертежам и нормативно-технической документации на прокат и сварку.
Допускается применение всех промышленных способов сварки при условии обеспечения свойств сварных соединений в соответствии с требованиями «Правил устройства и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором СССР и нормативно-технической документацией на сварные соединения.
2.7.1. Краны-штабелеры должны окрашиваться в золотисто-желтый цвет. Допускается их окраска в серый или красно-коричневый цвет.
2.7.2. Изготовитель производит грунтовку сборочных единиц, транспортируемых без упаковки (п. 2.14.2).
Внутренние закрытые полости конструкций допускается не грунтовать.
Сборочные единицы, транспортируемые в ящиках или другой закрытой транспортной упаковке, полностью окрашиваются изготовителем.
Комплектующие изделия с антикоррозионными покрытиями могут дополнительно не окрашиваться.
2.7.3. Окончательную окраску неокрашенных сборочных единиц и деталей, транспортируемых без упаковки, производит потребитель в соответствии с указаниями руководства по эксплуатации крана-штабелера.
2.7.4. Окраска кранов-штабелеров должна производиться по VI классу, а внешних поверхностей кабин и электрошкафов - по V классу ГОСТ 9.032.
2.7.5. Группа условий эксплуатации покрытий, в зависимости от условий эксплуатации кранов-штабелеров, - по ГОСТ 9.104.
Рекомендуемые типы лакокрасочных покрытий и грунтовок, применяемых в зависимости от климатического исполнения кранов-штабелеров и условий эксплуатации покрытий, приведены в приложении 5.
2.7.6. Механически обработанные детали и метизы должны иметь защитные покрытия, удовлетворяющие по условиям эксплуатации соответствующему климату группе условий эксплуатации основного изделия.
2.7.7. Технические требования и покрытия механически обработанных деталей и метизов - по ГОСТ 9.301.
2.7.8. Допускается оставлять без покрытий детали и метизы, работающие в среде жидкой или густой смазки.
2.7.9. Временная противокоррозионная защита сборочных единиц и деталей производится изготовителем в соответствии с требованиями ГОСТ 9.014 для группы изделий V, условий хранения и транспортирования Ж, варианта защиты ВЗ-1 и варианта упаковки ВУ-1, а для электрооборудования - по группе изделий III-2, условий хранения и транспортирования Ж, варианта защиты ВЗ-4 и варианта упаковки ВУ-4; срок защиты - не менее 1,5 года.
Все детали и сборочные единицы, поступающие на сборку, должны быть проверены ОТК и иметь клеймо или документ, удостоверяющий их качество.
2.9. Требования к электромонтажу
2.9.1. Изготовитель должен производить:
- электромонтаж кабины, грузовых платформ, грузоподъемников, электрошкафов и пультов;
- изготовление узлов электропроводов, жгутов, разделку кабелей с наконечниками (при необходимости) и маркировкой для всех сборочных единиц, отгружаемых без электромонтажа.
2.9.2. Монтаж электрооборудования должен выполняться в соответствии с требованиями рабочих чертежей и ПУЭ.
2.9.3. Пайка токоведущих проводов должна производиться оловянно-свинцовым припоем по ГОСТ 21931 с содержанием олова не ниже 40 %.
2.10.1. Показатели надежности и их значения приведены в табл. 5.
Таблица 5
|
Наименование показателя |
Исполнение кранов-штабелеров |
|
|
с автоматическим и полуавтоматическим управлением |
с ручным управлением |
|
|
1. Коэффициент готовности, не менее: |
|
|
|
- с 1991 по 1996 гг. |
0,95 |
0,96 |
|
- с 1996 до 2001 гг. |
0,96 |
0,97 |
|
2. Средний ресурс до капитального ремонта *, ч, не менее: |
|
|
|
- с 1991 до 1996 гг. |
22000 |
22000 |
|
- с 1996 до 2001 гг. |
23000 |
23000 |
|
3. Наработка на отказ, ч, не менее: |
|
|
|
- с 1991 до 1996 гг. |
450 |
500 |
|
- с 1996 до 2001 гг. |
500 |
600 |
_________
*Для расчетов крана-штабелера.
2.10.2 Отказом следует считать нарушение работоспособности крана-штабелера, приводящее к прекращению выполнения им заданных функций или снижению его производительности, при этом отказом не считают:
- дефекты, вызванные нарушением требований руководства по эксплуатации;
- дефекты, устраняемые оператором или наладчиком за время не более 15 мин.
Краны-штабелеры должны быть оборудованы устройствами и приборами безопасности в соответствии с требованиями ГОСТ 12.2.053.
2.12. Требования к комплектности
В комплект крана-штабелера входят:
- кран-штабелер (монтажными единицами) в комплекте с ограничительными упорами (буферными устройствами), адресными шунтами, элементами подвесной (подвижной) части токоподвода к крану-штабелеру и деталями, необходимыми для монтажа рельсового кранового и верхнего направляющего путей (без метизов) на месте эксплуатации;
- шкафы и пульты управления кранами-штабелерами;
- запасные части.
К каждому крану-штабелеру следует прилагать:
- руководство по эксплуатации с необходимыми чертежами для монтажа и обслуживания крана-штабелера;
- формуляр;
- комплектовочную ведомость;
- упаковочные листы.
Рельсовый крановый и верхний направляющий пути в обязательный комплект крана-штабелера не входят.
2.13.1. Элементы металлических конструкций, собираемые предварительно изготовителем, а затем транспортируемые и подлежащие сборке при монтаже крана-штабелера, должны маркироваться в местах соединений с другими элементами крана-штабелера.
Маркировка должна наноситься в местах, доступных для обзора.
2.13.2. На кране-штабелере должна быть установлена табличка, содержащая:
- наименование или товарный знак изготовителя;
- наименование изделия;
- обозначение изделия (тип, марка);
- грузоподъемность;
- высоту подъема грузозахватного органа;
- напряжение питания;
- заводской порядковый номер изделия;
- дату выпуска (изготовления).
Табличка должна соответствовать требованиям ГОСТ 12969 и ГОСТ 12971.
2.13.3. Ограничитель скорости должен быть снабжен табличкой в соответствии с указаниями ГОСТ 12.2.053.
2.13.4. Транспортная маркировка грузовых мест и транспортной тары должна выполняться по ГОСТ 14192. Конкретные требования по содержанию, месту нанесения и способу выполнения транспортной маркировки грузовых мест должны указываться в отгрузочной документации изготовителя.
2.14.1. Транспортирование кранов-штабелеров осуществляется в разобранном виде отдельными сборочными (монтажными) единицами, упакованными в ящики, или без упаковки.
2.14.2. Без упаковки могут транспортироваться следующие сборочные единицы:
- балки (тележки) опорные;
- платформы грузовые;
- тележки грузовых платформ;
- колонны;
- верхние и нижние горизонтальные связи;
- лестницы, площадки, ограждения.
Допускается упаковка отдельных сборочных единиц укрупненными блоками (в пределах допустимых транспортных габаритов), обеспечивающими повышенную монтажную готовность крана-штабелера.
Транспортируемые без упаковки сборочные единицы должны формироваться в транспортные пакеты согласно правилам перевозки грузов, действующим на соответствующем виде транспорта, оборудованные прокладками для предохранения от механических повреждений при проведении погрузо-разгрузочных операций, транспортировании и хранении.
2.14.3. Следующие сборочные единицы транспортируются упакованными в ящики по ГОСТ 10198 и ГОСТ 2991 или в другой вид закрытой тары:
- приводы подъема груза и передвижения крана-штабелера;
- грузоподъемники;
- кабины оператора;
- тележки кабины оператора;
- ограничители скорости и грузоподъемности;
- оголовки;
- гидробуферы;
- шкафы и пульты управления;
- элементы электрооборудования (клеммные коробки, датчики, детали и сборочные единицы токоподвода, металлорукава, детали крепления кабелей и проводов, шунты адресные, линейки);
- соединительные и монтажные детали;
- запасные части в соответствии с перечнем ЗИП;
- формуляр;
- руководство по эксплуатации или техническое описание и инструкция по эксплуатации.
2.14.4. В каждый ящик с упакованными изделиями должен быть вложен упаковочный лист, включающий;
- наименование или товарный знак изготовителя;
- перечень и число изделий в ящике;
- дату упаковки.
Каждый упаковочный лист должен иметь штамп или подпись упаковщика и контролера ОТК.
2.14.5. Упаковка сборочных единиц кранов-штабелеров, изготовляемых в районы с тропическим климатом, должна соответствовать требованиям ГОСТ 23170.
2.14.6. Число отгружаемых мест, их размер и масса должны быть перечислены в формуляре на кран-штабелер.
2.14.7. Техническая документация должна быть упакована в пакет из полиэтиленовой пленки по ГОСТ 10354 или завернута в два слоя водонепроницаемой бумаги по ГОСТ 8828.
2.15. Требования к технологичности
2.15.1. Отдельные сборочные единицы должны компоноваться таким образом, чтобы:
- обеспечивался доступ к местам регулировки, контрольных замеров, заливке масла, подтяжке крепежа и т.п.;
- габаритные размеры соответствовали нормам и требованиям, установленным для перевозок автомобильным, железнодорожным и морским транспортом.
3. ПРИЕМКА
3.1. Краны-штабелеры должны подвергаться следующим видам испытаний:
- для опытных образцов - приемосдаточным, приемочным и квалификационным;
- для серийного производства - приемосдаточным и периодическим;
- для единичного производства - приемосдаточным, приемочным.
3.2. Если изделия единичного производства являются модификацией серийно изготавливаемых кранов-штабелеров, приемочные испытания не проводят.
При создании типоразмерного ряда группы кранов-штабелеров может изготавливаться и испытываться один опытный образец как представитель типоразмерного ряда, параметры которого выбираются разработчиком по согласованию с заказчиком или основным потребителем и оговариваются в техническом задании на проектирование.
3.3. Приемосдаточные испытания включают в себя проверку:
- соответствия типов и марок материалов, комплектующих изделий, сборочных единиц и деталей крана-штабелера требованиям конструкторской документации;
- качества сварных швов и защитных покрытий;
- правильности сборки, состояния креплений, габаритных и присоединительных размеров сборочных единиц, механизмов и металлоконструкций;
- электромонтажа отдельных сборочных единиц;
- работы приводов;
- комплектности.
3.4. Объем приемочных испытаний должен включать проверку:
- комплектности и качества рабочей документации на соответствие требованиям ЕСКД (для опытных образцов);
- соответствия эксплуатационных характеристик проектным данным;
- состояния электропроводок и заземления;
- состояния крепления основных несущих элементов, сборочных единиц и механизмов;
- состояния несущих металлоконструкций, механизмов и тормозов - путем проведения механических испытаний на статическое и динамическое нагружения (для изделий единичного производства напряжения в металлоконструкциях могут не измеряться);
- пригодности для безопасной эксплуатации, включая проверку работы приборов и устройств безопасности, блокировок и всех размеров безопасности.
3.5. Объем квалификационных испытаний включает проверку:
- комплектности и качества разработки технологической документации на соответствие требованиям ЕСТП;
- материалов приемочных испытаний;
- соответствия эксплуатационных характеристик проектным данным;
- наличия и качества изготовления технологической оснастки;
- состояния электрооборудования и заземления;
- состояния крепления основных несущих элементов, сборочных единиц и механизмов;
- состояния несущих металлоконструкций, механизмов и тормозов;
- пригодности для безопасной работы.
3.6. Периодические испытания
3.6.1. Периодическим испытаниям ежегодно подвергают не менее одного образца крана-штабелера серийного производства как представителя типоразмерного ряда данной модели или данной грузоподъемности.
3.6.2. Объем периодических испытаний должен включать проверку:
- основных габаритных присоединительных размеров, а также зазоров и размеров безопасности;
- наличия и работы приборов безопасности и блокировок;
- состояние крепления основных несущих элементов, сборочных единиц и механизмов;
- состояние изоляции электропроводок и заземления;
- состояние металлоконструкций - путем проведения механических испытаний на статическое и динамическое нагружение без замеров напряжений в металлоконструкциях;
- работы всех механизмов крана-штабелера в предусмотренных режимах.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Организация, проведение и оформление результатов входного контроля комплектующих изделий и материалов - в соответствии с требованиями ГОСТ 24297.
4.2. Основные параметры и характеристики кранов-шатбелеров (п. 1), значение показателей виброскорости (п. 2.3.9), показатели надежности (п. 2.10), а также работу приборов и устройств безопасности (п. 2.11) проверяют на соответствие требованиям настоящего стандарта и рабочих чертежей при проведении приемочных квалификационных, периодических испытаний по соответствующим программам и методикам испытаний.
4.3. Правильность применения канатов (п. 2.3.1), материалов (пп. 2.4.2 и 2.4.3) проверяют на соответствие требованиям рабочих чертежей, и она должна подтверждаться сертификатами изготовителя или другим документом, подтверждающим их пригодность, а при их отсутствии марка и качество материалов должны подтверждаться лабораторной проверкой.
4.4. Коэффициент запаса прочности канатов (п. 2.3.2) и запаса торможения механизма подъема груза (п. 2.3.3) должны подтверждаться расчетами.
4.5. Диаметры грузовых, отклоняющих, уравнительных блоков и грузовых барабанов (п. 2.3.4.) проверяют на соответствие требованиям рабочих чертежей, а для изделий серийного производства они должны подтверждаться расчетами.
4.6. Правильность применения муфт в механизмах подъема груза (п. 2.3.5), наличие устройств (подхватов), исключающих отрыв от рельса и опрокидывания крана-штабелера (п. 2.3.6), правильность изготовления кабины управления (пп. 2.3.7, 2.3.8, 2.3.10 и 2.3.11), наличие приспособлений для строповки (п. 2.3.12) проверяют на соответствие требованиям настоящего стандарта и рабочих чертежей.
4.7. Отклонения от номинальных размеров основных сборочных единиц, а также отклонение формы и взаимного расположения поверхностей металлоконструкций, ходовых колес, тормозных шкивов и канатных барабанов проверяют на соответствие требованиям настоящего стандарта, рабочих чертежей и комплекта документов технологических процессов с помощью специальных и универсальных средств измерения.
4.8. Контроль отливок из серого чугуна (п. 2.4.4) должен проводиться в соответствии с требованиями ГОСТ 1412. Для испытаний используют заготовки в литом состоянии. Метод испытаний стальных отливок - по ГОСТ 977.
4.9. Метод испытаний поковок из конструкционной углеродистой и легированной сталей (п. 2.4.5) - по ГОСТ 8479.
4.10. Качество механической обработки поверхностей (п. 2.5.1) контролируют путем сравнения с действующими образцами (эталонами) шероховатости поверхностей по ГОСТ 9378.
4.11. Методы контроля резьбовых соединений, сборочных единиц и электромонтажа (пп. 2.5.2, 2.8, 2.9) - в соответствии с требованиями рабочих чертежей и комплекта документов технологических процессов.
4.12. Твердость поверхностей деталей и заготовок после термообработки (п. 2.5.3) контролируют в соответствии с требованиями ГОСТ 9012 и ГОСТ 9013.
Контролю твердости поверхностей деталей после термообработки подвергают: для опытных образцов, изделий единичного производства - 100 %; при серийном производстве - не менее одной детали из партии 100 шт.
4.13. Качество сварных соединений металлоконструкций (п. 2.6) контролируют внешним осмотром, а стыковые швы - радиографическим методом в соответствии с комплектом документов технологических процессов.
Внешнему осмотру подвергают 100 % сварных швов. Форма и размеры сварных швов должны соответствовать требованиям стандартов, указанных в рабочих чертежах.
Радиографическому контролю подвергают все стыковые швы балок грузовых платформ, колонн и опорных балок (тележек). Порядок контроля радиографическим методом - в соответствии с требованиями ГОСТ 7512.
4.14. Методы контроля покрытий (п. 2.7)
4.14.1. Качество поверхностей, подготовленных к окраске, должно контролироваться в соответствии с требованиями ГОСТ 9.402.
При контроле качества поверхностей, подготовленных к окраске, проверяют степень обезжиривания поверхностей и степень очистки от окислов. Метод контроля степени обезжиривания - протирка чистой ветошью.
4.14.2. Качество лакокрасочных покрытий должно контролироваться внешним осмотром, путем сравнения с цветовыми эталонами.
4.14.3. При контроле качества неметаллических неорганических покрытий проверяют внешний вид и защитные свойства покрытий. Контролю подвергают 2 %-5 % деталей партии. Качество внешнего вида проверяют путем осмотра деталей невооруженным глазом.
Правила приемки и методы контроля указанных свойств - по ГОСТ 9.302.
4.15. Наличие и качество временной противокоррозийной защиты контролируют в соответствии с требованиями комплекта документов технологических процессов.
4.16. Комплектность (п. 2.12), правильность нанесения маркировок (п. 2.13), а также правильность упаковки (п. 2.14) контролируют в соответствии с требованиями настоящего стандарта и отгрузочной документации.
4.17. Методы контроля при проведении приемосдаточных испытаний - в соответствии с требованиями настоящего стандарта, а также:
- для серийного производства - комплекта документов технологических процессов;
- для единичного производства - технического задания.
Объем обязательного контроля для всех сборочных единиц на соответствие требованиям рабочих чертежей, а для изделий серийного производства так же на соответствие требованиям комплекта документов технологических процессов должен включать проверку:
- правильности качества сборки (сварки);
- геометрических параметров, в том числе проверку габаритных и присоединительных размеров;
- крепления и свободы вращения ходовых колес, катков, роликов, блоков;
- шероховатости обработанных поверхностей и твердости термообработанных деталей;
- наличия смазки в подшипниковых узлах и корпусах редукторов.
Для отдельных сборочных единиц объем дополнительных проверок приведен в табл. 6.
Таблица 6
|
Наименование сборочных единиц |
Объем проверок |
|
1. Балка (тележка) опорная |
Проверка отклонения поверхностей катания ходовых колес от общей плоскости и параллельности их осей на соответствие требованиям рабочих чертежей |
|
2. Тележка кабины оператора |
Проверка без нагрузки работы рычажного устройства привода клиновых ловителей |
|
3. Гидробуфер |
Проверка герметичности масляных емкостей под нагрузкой, предусмотренной рабочими чертежами, или путем сжатия и отпускания штока 3-5 раз |
|
4. Платформа грузовая (грузоподъемник) |
Проверка работы вхолостую и под нагрузкой привода выдвижения грузозахватного органа, проверка перпендикулярности грузозахватных органов к продольной оси грузоподъемника и параллельности грузозахватов между собой. Проверка коммутации электропроводок путем прозвонки электрических цепей, а также проверка работы (без нагрузки) рычажного устройства привода клиновых ловителей (при их наличии) |
|
5. Привод подъема груза и передвижения крана-штабелера |
Проверку работы проводят на специальных устройствах (приспособлениях) без нагрузок. Проверка работы привода передвижения крана-штабелера может осуществляться в сборе с балкой (тележкой) опорной |
|
6. Кабина оператора, шкафы и пульты управления в сборе |
Проверка коммутации электропроводок путем прозвонки электрических цепей |
|
7. Ограничитель скорости |
Проверка соответствия числа оборотов, при которых должен срабатывать ограничитель скорости. Срабатывание должно происходить при частоте вращения шкива, соответствующей линейной скорости 0,38-0,45 м/с. Допускается срабатывание ограничителя скорости при частоте вращения, соответствующей линейной скорости 0,6-0,7 м/с, если номинальная скорость опускания кабины больше 0,5 м/с. |
|
8. Ограничитель грузоподъемности |
Проверка срабатывания выключателей под максимально допустимой нагрузкой, а также при полном отсутствии нагрузки. Срабатывание под нагрузкой должно происходить при условии 0,96-1,04 от нагрузки, указанной в рабочих чертежах |
Примечание. В объем проверки работы приводов всех типов входит: проверка зазоров между тормозным шкивом и обкладками колодок тормозов; проверка наличия смазки; регулировка тормозов на моменты, указанные в рабочих чертежах, путем установки длины тормозной пружины в соответствии с требованиями рабочих чертежей, проверка биения тормозных шкивов.
Течь масла, неравномерный шум, а также общий шум при работе приводов св. 80 дБА не допускаются.
Работа приводов вхолостую должна проверяться в обе стороны вращения в течение не менее 5 мин. По окончании проверки работы приводов редукторы должны быть законсервированы.
4.18. Ловители кабины подвергают испытаниям только на полностью собранном кране-штабелере в комплекте с ограничителем скорости в соответствии с программой и методикой испытаний на кран-штабелер.
4.19. Сопротивление заземляющих устройств и сопротивление изоляции электропроводок проверяют в соответствии с требованиями ПУЭ.
4.20. Методы контроля при механических испытаниях на статическое и динамическое нагружения
4.20.1. Механические испытания на статическое нагружение крана-штабелера имеют целью проверку прочности и жесткости крана-штабелера и его отдельных элементов при воздействии вертикальных нагрузок.
Статическое нагружение проводят грузом, масса которого на 25 % превышает номинальную грузоподъемность крана-штабелера. Груз укладывают на выдвинутые телескопические захваты. При этом в кабину укладывают груз массой 80 кг. Груз поднимают сначала на высоту 100-200 мм и выдерживают в течение 10 мин, а затем поднимают на полную высоту.
Проверяют отсутствие остаточных деформаций и повреждений, а также работу тормоза механизма подъема. При проведении статических нагружений ограничитель грузоподъемности отключают.
Кран-штабелер считают выдержавшим механические испытания на статическое нагружение, если не произойдет повреждение его элементов, не будут установлены остаточные деформации, а измеренные напряжения и перемещение металлоконструкций не будут превышать расчетных значений. Проскальзывание тормозного шкива не допускается.
4.20.2. Механические испытания на динамическое нагружение имеют целью проверку работы механизмов и тормозов, проверку прочности и жесткости металлических конструкций под действием нагрузок, возникающих во время пуска и торможения механизмов, а также проверку соответствия технических характеристик крана-штабелера паспортным данным, проверку величин токов, электрических напряжений и ускорений (замедлений) механизмов.
Испытания проводят с грузом, масса которого превышает на 10 % номинальную грузоподъемность крана-штабелера.
При проведении механических испытаний на динамическое нагружение проверяют напряжения, деформации и колебания колонны (напряжение в корневом сечении, перемещение верхнего конца), напряжения и деформации тележек (опорных балок), металлоконструкций грузоподъемника (платформы грузовой) и телескопических захватов.
Кран-штабелер считают выдержавшим механические испытания на динамическое нагружение, если не произойдет поломок его элементов и не будут установлены трещины или остаточные деформации, а также если напряжения и прогибы не превосходят расчетных значений.
4.21. Правильность выбора электрооборудования проверяют путем снятия осциллограмм работы приводов передвижения, подъема груза, выдвижения захвата. Записывают значения скоростей, ускорений (замедлений) механизмов и токов электродвигателей. Проверяют нагрев электродвигателей. Электроприводы считают выдержавшими испытания, если скорости и ускорения приводов находятся в заданных пределах и температура нагрева электродвигателей не превышает нормативов.
4.22. Работу системы автоматического управления проверяют путем задания крану-штабелеру не менее 100 адресов по укладке и выдаче грузов, а также задания команд для проверки блокировок и приборов безопасности.
Работу системы автоматического управления считают удовлетворительной, если не произошло отказов, предусмотренных (п. 2.10.2) в работе крана-штабелера, и все блокировки работали исправно.
4.23. Методы контроля при проведении приемочных, квалификационных и периодических испытаний - в соответствии с требованиями программ и методик приемочных, квалификационных и периодических испытаний.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Сборочные единицы кранов-штабелеров транспортируют железнодорожным, автомобильным или водным транспортом.
5.2. Перевозка, размещение и крепление грузов на открытом железнодорожном подвижном составе должны производиться в соответствии с «Правилами перевозок грузов» и «Техническими условиями погрузки и крепления грузов», утвержденными Министерством путей сообщения СССР.
5.3. Все сборочные единицы, предназначенные для транспортирования отдельно, должны соответствовать нормам и требованиям выбранного транспортного средства.
5.4. Условия транспортирования сборочных единиц - в соответствии с ГОСТ 15150 для макроклиматических районов с умеренным и холодным климатом в атмосфере любых типов на суше:
- для металлоконструкций и сборочных единиц, упакованных в ящики, - по условиям хранения 8 (ОЖ3);
- для электрооборудования (шкафы, пульты управления и т.д.) и кабин - по условиям хранения 5 (ОЖ4), если не предусмотрены дополнительные требования в нормативно-технической документации на устройства управления.
Условия транспортирования для макроклиматических районов с тропическим климатом и при морских перевозках во всех районах:
- для металлоконструкций и сборочных единиц - 9 (ОЖ1);
- для электрооборудования - 6 (ОЖ2), а при морских перевозках в трюмах - 3 (Ж3).
5.5. Условия хранения сборочных единиц у изготовителя и потребителя - по ГОСТ 15150 в атмосфере любых типов:
- для металлоконструкций - по группе 6 (ОЖ2) под навесом или в закрытых помещениях;
- для всех сборочных единиц, упакованных в ящики, - по группе 6 (ОЖ2) в закрытых помещениях.
Условия хранения устройств управления - по техническим условиям на устройства управления.
5.6. Не допускается хранение сборочных единиц кранов-штабелеров в помещениях, содержащих в окружающей среде пары кислот, щелочей и других агрессивных веществ в концентрациях, разрушающих покрытия, металл и электрическую изоляцию.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Техническое освидетельствование
6.1.1. Техническое освидетельствование проводят после монтажа у потребителя и после каждого года эксплуатации крана-штабелера в соответствии с требованиями руководства по эксплуатации.
6.1.2. Техническому освидетельствованию подвергают каждый вновь смонтированный кран-штабелер, а также все краны-штабелеры единичного производства, не прошедшие приемочных испытаний.
6.1.3. Результаты проведения технического освидетельствования записывают в формуляр крана-штабелера с указанием срока проведения последующего освидетельствования.
6.2. Требования к технике безопасности при эксплуатации и ремонте
6.2.1. При наладке и эксплуатации крана-штабелера следует руководствоваться требованиями ПТЭ и ПТБ. При эксплуатации необходимо ежедневно перед началом работы проверять исправность тормозов всех механизмов и при необходимости проводить их регулировку.
6.2.2. При установке двух стеллажных кранов-штабелеров на одном наземном рельсовом крановом пути зоны их действия должны быть разделены механическими упорами и соответствующими выключателями.
6.2.3. Зона действия стеллажных кранов-штабелеров всех типов должна быть ограждена и иметь предупредительные надписи в соответствии с требованиями ГОСТ 12.4.026*.
___________
*На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
6.2.4. На кране-штабелере должна быть установлена на видном месте таблица, написанная крупным шрифтом, с обозначением грузоподъемности, инвентарного номера предприятия и даты проведения последующего технического освидетельствования.
6.2.5. При ремонте крана-штабелера его питание должно быть отключено и предусмотрены при этом меры против ошибочного включения.
6.2.6. Ремонтные площадки, лестницы, настилы, ограждения, люки и т.д. должны изготавливаться в соответствии с требованиями «Правил устройства и безопасной эксплуатации грузоподъемных кранов».
6.3. Требования к эксплуатации и техническому обслуживанию
6.3.1. Кран-штабелер не должен допускаться к работе, если он не прошел технического освидетельствования после изготовления и монтажа или ежегодного технического освидетельствования, а также при:
- отсутствии приказа о назначении лица, ответственного за исправное состояние оборудования;
- истекшем сроке проведения последнего технического освидетельствования;
- наличии каких-либо неисправностей.
6.3.2. Кран-штабелер может быть допущен к подъему и перемещению грузов, масса и габариты которых не превышают значений, предусмотренных технической документацией.
6.3.3. Использование кранов-штабелеров в более тяжелом режиме работы, чем указано в формуляре, не допускается.
6.3.4. Краны-штабелеры запрещается применять для подъема и транспортирования людей.
6.3.5. Не реже одного раза в год, а также после капитального ремонта крана-штабелера должны проверяться наличие заземления и сопротивление изоляции.
6.3.6. Техническое обслуживание кранов-штабелеров должно проводиться в строгом соответствии с требованиями руководства (инструкции) по эксплуатации.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие кранов-штабелеров требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования, хранения и монтажа, установленных стандартом.
Гарантийный срок эксплуатации - 18 мес. со дня ввода крана-штабелера в эксплуатацию, но не более 24 мес. со дня отгрузки потребителю.
ПРИЛОЖЕНИЕ 1
Справочное
Рекомендуемые отклонения от номинальных размеров, форм и взаимного расположения поверхностей основных деталей и сборочных единиц
Таблица 7
|
Наименование отклонения |
Эскиз |
Значение отклонения, мм |
|
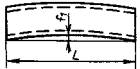
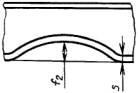
1. Отклонение от прямолинейности коробчатых балок и ферм |
|
|
|
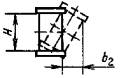
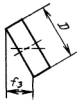
2. Скручивание коробчатых балок и ферм |
|
|
|
3. Отклонение от вертикали боковых стенок по высоте балок и ферм |
|
|
|
4. Отклонение от плоскостности (вогнутость или выпуклость) в коробчатых балках на участках между диафрагмами |
|
|
|
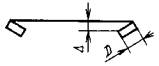
5. Отклонение от общей плоскости торцов ходовых колес |
|
|
|
6. Отклонение от вертикальной плоскости торцевых поверхностей ходовых колес |
|
|
|
7. Радиальное биение рабочей поверхности тормозных шкивов после установки на вал |
|
Не более половины допуска на диаметр шкива и вала |
|
8. Разность диаметров нарезки нескольких барабанов одного механизма подъема, разность диаметров правой и левой нарезок одного барабана |
|
Допуск на контролируемый диаметр - h12 по ГОСТ 25347 |

ПРИЛОЖЕНИЕ 2
Справочное
Рекомендуемые материалы, из которых могут изготавливаться основные детали и сборочные единицы
Таблица 8
|
Детали и сборочные единицы |
Заготовки |
Материал |
|
|
Марка |
Номер стандарта |
||
|
1. Барабаны грузовые |
Литые |
СЧ15 |
|
|
|
|
Отливка 25Л-II |
|
|
|
Из труб, сварные, из проката |
Сталь 20 |
|
|
|
Ст3сп |
||
|
|
09Г2-12 |
||
|
|
09Г2С-12 |
||
|
|
17Г1С |
||
|
2. Блоки канатные силовые |
Литые |
СЧ15 |
|
|
|
|
Отливка 25Л-II |
|
|
|
Штампованные, кованые, из проката |
Ст3сп |
|
|
|
09Г2-12 |
||
|
|
09Г2С-12 |
||
|
|
17Г1С |
||
|
3. Корпуса и крышки редукторов, крышки букс ходовых колес |
Литые |
СЧ15 |
|
|
|
Отливка 25Л-II |
||
|
|
Сварные, из проката |
Ст3сп |
|
|
|
09Г2-12 |
||
|
|
|
09Г2С-12 |
|
|
|
|
17Г1С |
|
|
4. Буксы ходовых колес |
Литые |
Отливка 45Л-II |
|
|
|
Штампованные, кованые |
Сталь 35 |
|
|
|
Сталь 20 |
||
|
5. Шкивы тормозные |
Литые |
Отливка 45Л-II |
|
|
|
Штампованные, кованые, из проката |
Сталь 45 |
|
|
6. Зубчатые колеса, шестерни, рейки |
Литые |
Отливка 45Л-II |
|
|
Штампованные, кованые, из проката |
Сталь 45 |
||
|
|
Сталь 40Х |
||
|
|
Сталь 40ХН |
||
|
7. Валы и оси |
Штампованные, кованые, из проката |
Сталь 35 |
|
|
|
Сталь 45 |
||
|
|
Сталь 40Х |
||
|
|
Сталь 40ХН |
||
|
|
Сталь 30ХГТ |
||
|
8. Упругий элемент ограничителя грузоподъемности |
Из проката |
Сталь 60С2 |
|
|
9. Катки и направляющие ролики |
Литые |
Отливка 45Л-II |
|
|
Штампованные, кованые, катаные, из проката |
Сталь 45 |
||
|
10. Клинья ловителей |
Кованые, из проката |
Сталь 15 |
|
|
|
Сталь 20 |
||
|
11. Металлоконструкции |
Из проката |
Стали по СНиП II-23 для конструкций I группы |
|
ПРИЛОЖЕНИЕ 3
Справочное
Рекомендуемый ассортимент смазочных материалов, применяемых в зависимости от температурных условий эксплуатации в районах с умеренным и тропическим климатом
Таблица 9
|
Ассортимент смазочных материалов |
Номер стандарта или ТУ |
Температура окружающей среды при эксплуатации, °С |
Область применения |
|
1. Трансол-200 |
ТУ 38 УССР 201352 |
плюс 40 - минус 40 |
Редукторы с зубчатыми передачами* |
|
2. ТАП-15В |
ГОСТ 23652 |
плюс 40 - минус 40 |
|
|
3. ТСп-10 |
ГОСТ 23652 |
плюс 25 - минус 40 |
|
|
4. ИРп-150 |
ТУ 38.101451 |
плюс 45 - минус 10 |
|
|
5. ИГП-152 |
ТУ 38.101413 |
плюс 45 - минус 10 |
|
|
6. АС3п-6 |
ОСТ 38.01.370 |
плюс 25 - минус 40 |
Редукторы червячные* |
|
7. ИГП-114 |
ТУ 38.101413 |
плюс 45 - минус 10 |
|
|
8. ИГП-152 |
ТУ 38.101413 |
плюс 45 - минус 10 |
|
|
9. АМГ-10 |
ГОСТ 6794 |
плюс 125 - минус 60 |
Гидробуферы, электрогидравлические толкатели тормозов* |
|
10. Масло веретенное гидравлическое |
По НД |
плюс 45 - минус 45 |
|
|
11. ИГП-114 |
ТУ 38.101413 |
плюс 45 - минус 10 |
|
|
12. Литол-24 |
плюс 45 - минус 40 |
Шарниры, подшипники скольжения, трущиеся поверхности |
|
|
13. ЦИАТИМ-201 |
ГОСТ 6267 |
плюс 45 - минус 40 |
|
|
14. ВНИИ НП-246 |
ГОСТ 18852 |
плюс 45 - минус 40 |
Подшипники качения, открытые зубчатые зацепления |
|
15. ВНИИ НП-279 |
ГОСТ 14296 |
плюс 45 - минус 40 |
|
|
16. УСсА |
плюс 45 - минус 40 |
Открытые зубчатые зацепления |
|
|
17. Б ОЗ1 |
ТУ 39.9.157 |
плюс 45 - минус 40 |
Канаты всех типов |
|
18. Торсиол-35Э |
ТУ 38.УССР 2012-14 |
плюс 45 - минус 40 |
|
*Для покупных изделий в соответствии с паспортом на это изделие.
ПРИЛОЖЕНИЕ 4
Справочное
Рекомендуемый ассортимент консервационных материалов, применяемых независимо от климатических районов
Таблица 10
|
Ассортимент консервационных материалов |
Номер стандарта |
Область применения |
|
1. НГ-204у |
ГОСТ 18974* |
Для наружных и внутренних поверхностей |
|
2. АМС-3 |
Для электротехнических изделий |
ПРИЛОЖЕНИЕ 5
Справочное
Рекомендуемые типы лакокрасочных покрытий и грунтовок, применяемых в зависимости от климатического исполнения кранов-штабелеров и условий эксплуатации покрытий
Таблица 11
|
Климатическое исполнение и категория размещения изделий по ГОСТ 15150 |
Обозначение условий эксплуатации покрытий по ГОСТ 9.104 |
Типы лакокрасочных покрытий и грунтовок |
|
|
Эмаль |
Грунтовка |
||
|
У2 |
У2 |
НЦ-132 по ГОСТ 66314 |
ГФ-0119 по ГОСТ 23343 |
|
У3 |
У3 |
|
ГФ-021 по ГОСТ 25129 |
|
УХЛ4 |
УХЛ4 |
|
|
|
У2 |
У2 |
ХВ-110 по ГОСТ 18374 |
ФЛ- 03 к по ГОСТ 9109 |
|
У3 |
У3 |
|
ВЛ-02 по ГОСТ 12707 |
|
УХЛ4 |
УХЛ4 |
|
|
|
Т2 |
Т2 |
|
ГФ-021 по ГОСТ 25129 |
|
Т3 |
Т3 |
|
|
|
Т5 |
В5 |
|
|
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.01.90 № 99
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
2.7.9 |
2.14.7 |
||
|
2.7.4 |
2.5.2 |
||
|
2.7.5, приложение 5 |
Приложение 5 |
||
|
2.7.7 |
2.13.2 |
||
|
4.14.3 |
2.13.2 |
||
|
4.14.1 |
2.13.4 |
||
|
ГОСТ 12.2.053-91 |
2.11, 2.13.3 |
ГОСТ 14296-78 |
Приложение 3 |
|
6.2.3 |
2.4.3, приложение 2 |
||
|
Приложение 2 |
Вводная часть, 5.4, 5.5, приложение 5 |
||
|
2.4.3, 2.4.4, 4.8, приложение 2 |
|||
|
2.4.3, 2.5.3, приложение 2 |
2.5.2 |
||
|
2.4.4, 4.8, приложение 2 |
1.1 |
||
|
1.1 |
Приложение 5 |
||
|
Приложение 4 |
ГОСТ 18852-73 |
Приложение 3 |
|
|
2.5.1 |
Приложение 2 |
||
|
2.14.3 |
Приложение 3 |
||
|
ГОСТ 3325-85 |
2.5.1 |
ГОСТ 21931-76 |
2.9.3 |
|
Приложение 3 |
2.14.5 |
||
|
Приложение 2 |
Приложение 5 |
||
|
ГОСТ 6267-74 |
Приложение 3 |
ГОСТ 23652-79 |
Приложение 3 |
|
Приложение 5 |
4.1 |
||
|
ГОСТ 6794-75 |
Приложение 3 |
Приложение 5 |
|
|
4.13 |
Приложение 1 |
||
|
2.4.5, 4.9 |
1.1, 2.3.3 |
||
|
2.14.7 |
ОСТ 38.01.370-84 |
Приложение 3 |
|
|
4.12 |
ТУ 38 УССР 2012-14-80 |
Приложение 3 |
|
|
4.12 |
ТУ 38 УССР 201352-82 |
Приложение 3 |
|
|
Приложение 5 |
ТУ 38.101413-78 |
Приложение 3 |
|
|
2.5.2 |
ТУ 38.101451-78 |
Приложение 3 |
|
|
4.10 |
ТУ 39.9.157-75 |
Приложение 3 |
|
|
2.14.3 |
Приложение 2 |
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Октябрь 2005 г.
Содержание