![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 28830-90 Соединения паяные. Методы испытаний на растяжение и длительную прочность.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ПАЯНЫЕ
МЕТОДЫ ИСПЫТАНИЙ
НА РАСТЯЖЕНИЕ
И ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ
ГОСТ 28830-90
(ИСО 5187-85)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СОЕДИНЕНИЯ ПАЯНЫЕ Методы испытаний на растяжение и длительную прочность Soldered and brazed joints. Test methods for tension and |
ГОСТ (ИСО 5187-85) |
Дата введения 01.01.92
Настоящий стандарт распространяется на паяные соединения металлов и сплавов и устанавливает методы статических испытаний на растяжение и длительную прочность при нормальных, высоких и низких температурах от минус 269 °С до (1200 + 50) °С.
Дополнительные требования и рекомендации выполнены курсивом.
0. ВВЕДЕНИЕ
Паяное соединение образовано из материалов с разными физическими и химическими свойствами. Оно состоит из паяемого материала и припоя. На контактных поверхностях образцов при пайке протекают диффузионные процессы с образованием новых сплавов и соединений.
Положение теории упругости, применяемое для однородных металлических тел при расчете напряжений, вызванных внешними силами, передаваемыми равномерно от элемента поверхности или объема к соседним элементам для изучения прочности этих разнородных соединений, не используют. Прочность паяного соединения отличается от прочности паяемых материалов, припоев и зависит от различных факторов. Испытания на определение прочности необходимо проводить, принимая во внимание:
химический состав и прочность паяемого материала;
форму образца;
геометрию и состояние поверхности соединения;
флюс;
технологию низкотемпературной (мягкой) и высокотемпературной (твердой) пайки (источник нагрева, температура пайки, скорость нагрева и т.д.);
время выдержки при температуре пайки;
зазор между паяемыми деталями;
количество образцов для испытаний;
используемые методы представления результатов;
характер и размер дефектов на поверхности излома.
Настоящий стандарт устанавливает следующие характеристики паяных конструкций:
а) при высокотемпературной пайке:
временное сопротивление при растяжении при низкой, высокой и комнатной температурах;
предел прочности на срез при низкой, высокой и комнатной температурах;
предел длительной прочности при повышенной температуре;
б) при низкотемпературной пайке:
предел прочности на срез при низкой, высокой и комнатной температурах;
предел длительной прочности при низкой, высокой и комнатной температурах;
временное сопротивление при растяжении при низкой, высокой и комнатной температурах.
Примечания:
1. Низкими температурами следует считать температуры от минус 269 °С до плюс 15 °С;
2. Комнатной температурой следует считать температуру (20 ± 5) °С.
3. Высокими температурами следует считать температуры от (20 ± 5) °С до (1200 ± 50) °С.
Для получения воспроизводимых и сравнимых результатов испытаний на растяжение и срез стандарт предусматривает методику испытаний и образцы определенного типа.
1. ОБЛАСТЬ РАСПРОСТРАНЕНИЯ
Настоящий стандарт устанавливает основы и методику испытаний, предназначенные для определения стандартных механических характеристик паяных соединений при высокотемпературной и низкотемпературной пайке, предлагает метод обработки полученных результатов.
Стандарт устанавливает требования при статических кратковременных и длительных испытаниях паяных соединений, изготовленных из паяемых материалов, припоев и флюсов путем высокотемпературной и низкотемпературной пайки черных и цветных металлов и сплавов.
Стандарт следует применять при контрольных и исследовательских испытаниях.
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Типы образцов
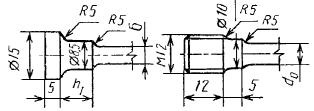
2.1.1. Стандартная прочность на срез
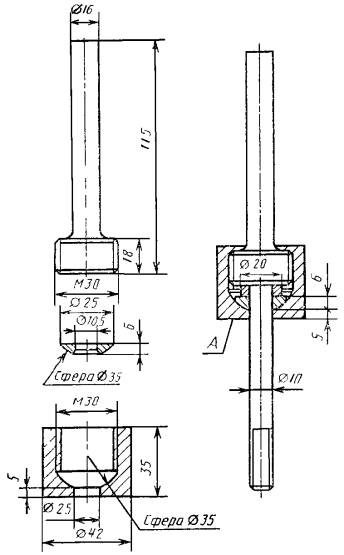
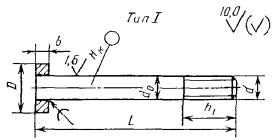
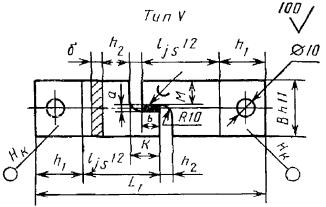
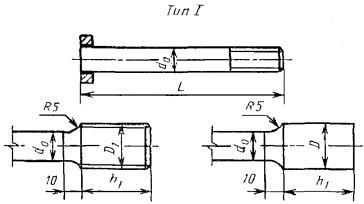
Для определения стандартной прочности на срез используют телескопический образец с заданным зазором, а паяное соединение подвергают напряжению среза, если к образцу прикладывают растягивающее усилие. Образцы типов I и II приведены на черт. 1 и 2.
Тип выбранного образца указывают в протоколе испытаний (приложение 1).
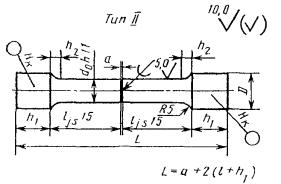
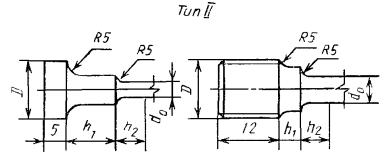
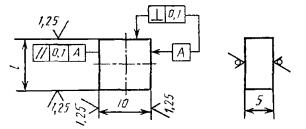
2.1.2. Стандартное временное сопротивление при растяжении
Для определения стандартного предела прочности используют торцевые соединения двух цилиндрических образцов с заранее заданным зазором в пределах допуска. Размеры образца для испытания на растяжение приведены на черт. 3.
Образцы типа I для испытаний на срез
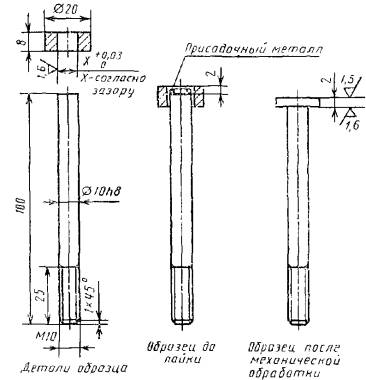
Черт. 1
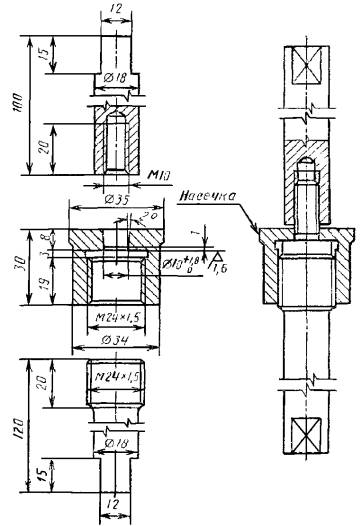
Заготовки типа I для испытаний на срез
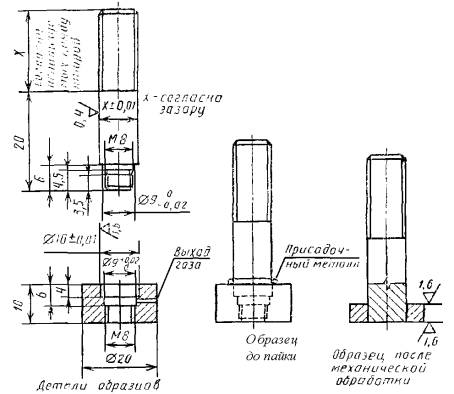
Черт. 2
2.1.3. Образцы, установленные ИСО 5187, являются основными, однако они не охватывают всех видов паяных соединений и типов нагружений. В целях более полного определения свойств паяных соединений допускается применение дополнительных типов и размеров образцов.
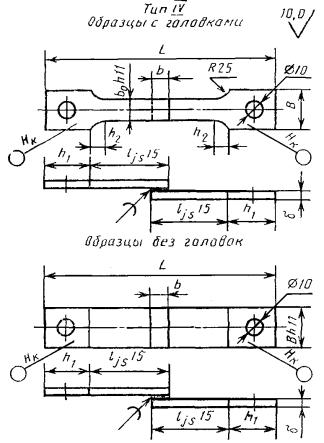
Для испытаний на растяжение можно применять образцы типов II и III, на срез - типов I, IV и V, на длительную прочность - типов I - V.
Форма и размеры дополнительных образцов должны соответствовать указанным на черт. 9 - 13 и в табл. 5 - 7 приложения 2.
При толщине материала δ меньше 3 мм применяют образцы типа IV, при δ больше 3 мм - образцы типа V.
Форма и размеры головок плоских и цилиндрических образцов, а также размеры переходных частей от головок образца к его рабочей части не являются обязательными и определяются способом крепления в захватах испытательной машины. Варианты головок приведены на черт. 14 - 16 и в табл. 8 приложения 2.
При испытании образцов типов III и IV (без головок) толщиной менее 3 мм допускается применение усиливающих накладок в захватных частях образцов.
Образцы типа II для испытаний на растяжение
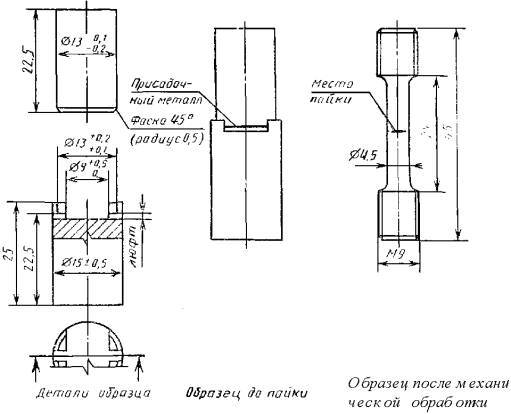
Черт. 3
Образцы, подлежащие испытанию в термически обработанном состоянии, следует подвергать термической обработке после пайки до окончательной обработки образцов.
2.1.4. Требования к заготовкам
Образцы для испытаний изготовлять из спаянных для этой цели заготовок.
Рекомендуется брать длину заготовок, обеспечивающую вырезку не менее трех образцов типов II, III и IV.
Заготовки для образцов вырезают механическим способом. Допускается применение других способов резки, при этом должен быть предусмотрен припуск, обеспечивающий удаление зоны термического влияния или наклепа.
При пайке заготовок марка паяемого материала, подготовка поверхности, припой, среда или флюс, зазор между паяемыми заготовками, способ и режим пайки должны быть такими, как в разрабатываемом технологическом процессе.
Ширину нахлестки b подбирают так, чтобы при испытаниях образцов разрушение происходило по паяному шву.
Черт. 4
Ширину зазора при пайке рекомендуется обеспечивать с помощью соответствующих приспособлений. Допускается обеспечение зазора с помощью прокладок. Прокладки рекомендуется изготовлять из паяемого материала. Участок паяного шва с прокладками должен быть удален в процессе изготовления образцов.
2.2. Выбор паяемого металла и зазора
При проведении испытаний предел прочности паяного соединения должен быть ниже (или равным ему) предела текучести паяемого материала. Материал образцов и зазор в паяном соединении должны соответствовать реальным условиям эксплуатации.
Паяемый металл и зазор в паяном соединении указывают в протоколе испытаний (см. приложение 1).
2.3. Подготовка поверхностей
Поверхности перед пайкой должны быть очищены от пыли, окислов, смазки, масла, краски и т.д. В зависимости от свойств паяемого материала устанавливают методы очистки и отмывки. Поверхность образцов под пайку должна иметь параметр шероховатости Ra 1,6 - 3,2 мкм для образцов из меди и ее сплавов и Ra 1,6 - 6,3 мкм - для образцов из нелегированной стали.
Если испытания проводят на образцах специального назначения, то поверхность образцов должна соответствовать установленным требованиям.
В протоколе испытаний приводят метод очистки и очищающее вещество, а также состояние поверхности в месте соединений.
2.4. Применение припоев и флюсов при пайке
Составные части образцов (типов I и II) собирают в вертикальном положении, а припои и флюсы соответствующей формы (проволока, порошок, и т.д.) располагают с одной стороны соединения в достаточном количестве для заполнения соединения после пайки.
При необходимости применяют флюс, соответствующий данному припою и паяемому металлу. Флюс применяют согласно инструкциям изготовителя. Характеристики флюса должны быть приведены в отчете испытаний.
Образцы следует изготовлять способами, максимально приближенными к конкретным технологическим процессам изготовления паяных конструкций. В случае проведения исследовательских испытаний способы изготовления паяных образцов должны быть установлены по согласованию с заказчиком.
2.5. Условия нагрева
Для удержания образцов (типов I и II) в вертикальном положении, указанном на черт. 1 - 3, во избежание нагрузки на соединение во время охлаждения используют опорное устройство. Опорное устройство не должно мешать сужению и расширению образца.
Пайку образцов типов III - V допускается проводить в любом положении.
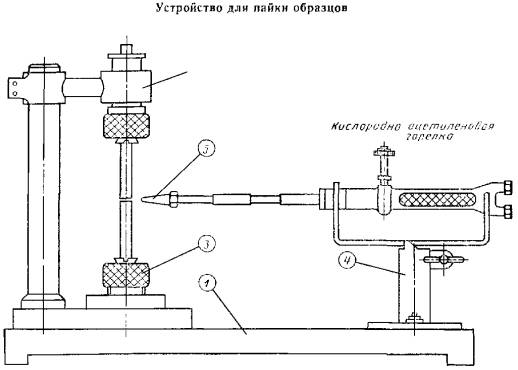
Условия нагрева должны соответствовать выбранному способу изготовления образцов.
В случае нагрева кислородно-ацетиленовым пламенем допускается использование приспособления, приведенного на черт. 4. Приспособление состоит из плиты- основания (1), на которую устанавливают опору образца (2), зажимного устройства (3), качающейся опоры (4) для горелки, показанной схематически (5). Могут быть использованы другие крепежные приспособления в зависимости от метода нагрева.
Весь узел нагревают до температуры пайки при помощи выбранного метода нагрева (горелкой, в печи, индукционным методом и др.). Если узел не нагревается равномерно по всей длине (например при нагреве горелкой или индукционным методом), то необходимо обеспечить одинаковую температуру нагрева на расстоянии 10 мм с каждой стороны.
Примечание. Если образец нагревают горелкой или индукционным методом, то цикл нагрева должен быть таким, чтобы температура пайки была достигнута за 40 - 60 с; выдержка при этой температуре составляет 5 с. В частных случаях образцы необходимо выдерживать при температуре пайки 10 - 30 с. Рабочие режимы должны быть записаны в протоколе испытаний. Если образцы изготовляют для получения специальной информации, то режимы нагрева устанавливают при предварительных контрольных испытаниях.
2.6. Количество образцов
2.6.1. По пять образцов для испытания на прочность при комнатной и низкой температурах.
2.6.2. От пяти до десяти образцов для построения кривой ползучести или при высокотемпературных испытаниях.
2.6.3. При проведении исследовательских испытаний число образцов определяют по следующей методике:
а) в большинстве случаев экспериментальные данные о механических свойствах паяных соединений имеют нормальное или близкое к нему распределение;
б) исходя из нормального закона распределения для получения достоверных данных, с заданной точностью число образцов определяют следующим образом:
задают значение относительной ошибки среднего значения определяемой характеристики δ и одностороннюю доверительную вероятность β. Значение β выбирают из ряда 0,90; 0,95; 0,99. Для общетехнических целей доверительную вероятность наиболее часто принимают равной 0,95;
задают ожидаемый коэффициент вариации υ;
для заданных значений δ, β и υ по табл. 1 определяют число образцов n.
Таблица 1
Число испытаний при нормальном законе распределения
|
β |
n при υ |
|||||
|
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
||
|
0,05 |
0,80 |
4 |
6 |
13 |
20 |
25 |
|
0,90 |
8 |
15 |
25 |
40 |
65 |
|
|
0,95 |
13 |
25 |
40 |
65 |
100 |
|
|
0,99 |
25 |
50 |
100 |
150 |
200 |
|
|
0,10 |
0,80 |
- |
3 |
5 |
8 |
10 |
|
0,90 |
3 |
5 |
8 |
13 |
15 |
|
|
0,95 |
5 |
8 |
13 |
20 |
25 |
|
|
0,99 |
8 |
15 |
25 |
32 |
50 |
|
|
0,15 |
0,80 |
- |
- |
3 |
4 |
5 |
|
0,90 |
- |
3 |
4 |
6 |
8 |
|
|
0,95 |
3 |
5 |
6 |
10 |
13 |
|
|
0,99 |
5 |
8 |
13 |
15 |
25 |
|
|
0,20 |
0,80 |
- |
- |
- |
- |
3 |
|
0,90 |
- |
- |
4 |
5 |
6 |
|
|
0,95 |
- |
4 |
5 |
6 |
8 |
|
|
0,99 |
4 |
6 |
8 |
10 |
15 |
|
Число образцов уточняют при статистической обработке полученных результатов испытаний;
в) в обоснованных случаях допускается применять другие законы распределения.
Таблица 2
Число испытаний при логарифмически нормальном законе распределения
|
δ |
β |
n при υ |
||||||
|
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
||
|
0,05 |
0,80 |
40 |
65 |
100 |
125 |
150 |
200 |
250 |
|
0,90 |
100 |
150 |
250 |
315 |
400 |
500 |
650 |
|
|
0,95 |
150 |
250 |
400 |
500 |
650 |
800 |
1000 |
|
|
0,99 |
315 |
500 |
800 |
- |
- |
- |
- |
|
|
0,10 |
0,80 |
10 |
20 |
25 |
32 |
40 |
50 |
65 |
|
0,90 |
25 |
40 |
65 |
80 |
100 |
125 |
150 |
|
|
0,95 |
40 |
65 |
100 |
125 |
153 |
200 |
250 |
|
|
0,99 |
80 |
125 |
200 |
250 |
315 |
400 |
500 |
|
|
0,15 |
0,80 |
5 |
8 |
10 |
15 |
20 |
25 |
32 |
|
0,90 |
13 |
20 |
25 |
40 |
50 |
50 |
65 |
|
|
0,95 |
20 |
32 |
40 |
50 |
80 |
100 |
100 |
|
|
0,99 |
40 |
50 |
80 |
125 |
150 |
200 |
200 |
|
|
0,20 |
0,80 |
3 |
4 |
6 |
8 |
10 |
15 |
20 |
|
0,90 |
6 |
10 |
15 |
20 |
25 |
32 |
40 |
|
|
0,95 |
10 |
15 |
25 |
32 |
40 |
50 |
65 |
|
|
0,99 |
20 |
32 |
50 |
65 |
80 |
100 |
125 |
|
2.7. Обработка образцов и требований к образцам
2.7.1. После пайки образцы для испытаний на растяжение и срез обрабатывают согласно черт. 1 - 3, не нарушая прочностные свойства паяного соединения.
2.7.2. Для образцов, подлежащих испытанию в термически обработанном состоянии, следует подвергать термической обработке заготовки после пайки до окончательной обработки образцов.
2.7.3. Правка и рихтовка паяных заготовок не допускается.
2.7.4. Образцы из паяных заготовок должны изготовляться на металлорежущих станках или с помощью анодно-механической резки. Образцы из тонколистовых материалов допускается вырезать вулканитовыми дисками. Заусенцы на гранях образцов должны быть удалены легкой запиловкой с радиусом скругления не менее 1 мм.
2.7.5. Перед испытаниями измеряют с погрешностью не более 0,1 мм:
Таблица 3
Число испытаний при растяжении Вейбулла
|
δ |
β |
n при υ |
||||||||||||
|
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 |
1,5 |
1,6 |
2,0 |
3,0 |
||
|
0,05 |
0,80 |
50 |
65 |
100 |
150 |
200 |
250 |
315 |
315 |
500 |
650 |
800 |
1000 |
- |
|
0,90 |
100 |
200 |
250 |
400 |
500 |
500 |
650 |
1000 |
1000 |
- |
- |
- |
- |
|
|
0,95 |
150 |
250 |
400 |
500 |
650 |
800 |
1000 |
- |
- |
- |
- |
- |
- |
|
|
0,99 |
315 |
500 |
800 |
1000 |
1000 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
0,10 |
0,80 |
13 |
25 |
32 |
50 |
50 |
65 |
100 |
125 |
150 |
200 |
250 |
315 |
400 |
|
0,90 |
32 |
50 |
65 |
100 |
125 |
150 |
200 |
250 |
315 |
400 |
500 |
500 |
1000 |
|
|
0,95 |
50 |
80 |
100 |
150 |
200 |
250 |
400 |
500 |
650 |
800 |
800 |
800 |
1000 |
|
|
0,99 |
100 |
150 |
200 |
315 |
400 |
500 |
650 |
650 |
803 |
1000 |
- |
- |
- |
|
|
0,15 |
0,80 |
6 |
10 |
15 |
20 |
25 |
32 |
40 |
50 |
80 |
80 |
125 |
125 |
200 |
|
0,90 |
15 |
25 |
32 |
40 |
65 |
80 |
80 |
125 |
150 |
200 |
250 |
315 |
500 |
|
|
0,95 |
25 |
40 |
50 |
80 |
100 |
125 |
150 |
200 |
200 |
315 |
400 |
500 |
800 |
|
|
0,99 |
40 |
65 |
100 |
150 |
200 |
250 |
315 |
400 |
500 |
800 |
1000 |
- |
- |
|
|
0,20 |
0,80 |
5 |
8 |
10 |
15 |
20 |
20 |
25 |
32 |
40 |
50 |
65 |
80 |
125 |
|
0,90 |
10 |
15 |
20 |
32 |
40 |
40 |
50 |
65 |
80 |
125 |
150 |
200 |
315 |
|
|
0,95 |
15 |
25 |
32 |
40 |
50 |
80 |
100 |
125 |
150 |
200 |
250 |
250 |
400 |
|
|
0,99 |
25 |
40 |
65 |
80 |
125 |
150 |
150 |
200 |
250 |
315 |
400 |
500 |
1000 |
|
поперечное сечение цилиндрических образцов в месте расположения паяного шва;
длину и ширину паяного шва плоских образцов;
ширину нахлестки.
По полученным результатам вычисляют площадь паяного шва, округляя значения до 0,5 мм2.
При вычислении площади паяного соединения сечение галтели не учитывать.
2.7.6. Каждый образец необходимо маркировать в местах, указанных на черт. 9, 11, 13, 14, 15.
2.7.7. Образцы, имеющие на паяном шве или рабочей части коробление, механические повреждения, подрезы, выходящие на поверхность, инородные включения, поры, непропай и неспай, расслоения, раковины, трещины, к исследовательским испытаниям не допускаются.
При контрольных испытаниях вид и число дефектов образцов не должны превышать допустимых значений, установленных для паяных изделий.
2.7.8. Допускаемые отклонения от заданной расчетной длины образцов, длины участка рабочей части образца, на котором измеряется удлинение, не должны превышать ±1 %.
2.7.9. Биение цилиндрического образца при проверке в центрах не должно превышать 0,02 мм.
2.7.10. Допускаемое отклонение по площади поперечного сечения не должно превышать ±0,5 %.
2.7.11. Требования к точности измерения образцов до испытаний должны соответствовать ГОСТ 9651, если не предъявляются более жесткие требования.
2.7.12. Допуск плоскостности образца типа IV не должен превышать 2 % толщины образца.
2.7.13. При изготовлении образцов типов I, IV и V следует обеспечивать радиус галтели не более 0,3 мм. Допускается механическая обработка галтели.
2.8. Проведение испытаний на срез, растяжение и длительную прочность
2.8.1. Испытания проводят в приспособлениях, специально обработанных для уменьшения изгибающих напряжений в образцах. Испытания на срез образцов, приведенных на черт. 1 и 2, проводят в приспособлениях, приведенных на черт. 5 и 6.
Прочность паяного соединения, выраженную в мегапаскалях, определяют путем деления усилия разрушения, выраженного в Ньютонах на площадь поверхности паяного шва, выраженную в квадратных миллиметрах. Результаты исследования разрушений должны быть указаны в отчете испытаний.
Для получения сравнительных характеристик испытываемых припоев при кратковременных испытаниях на срез и растяжение при низких и высоких температурах, а также комнатной температуре необходимо нагружение образцов на испытательной машине выполнять с регулируемой скоростью перемещения в микрометрах в секунду или регулируемым усилием в Ньютонах в секунду.
Образцы для испытаний на срез или растяжение при нагреве должны быть подвергнуты нагрузкам в машине для испытания на растяжение, оснащенной печью. Температура образца должна быть стабилизирована в течение 1 ч до приложения нагрузки, а регулировка температуры печи должна быть менее ±1 %.
Образцы испытания на длительную прочность испытывают в разрывных машинах, в которых температура испытания должна быть стабильной в течение 2 ч до приложения нагрузки, при этом температура печи должна иметь регулировку менее ±1 %
Устройство для испытаний образцов типа I на срез
Черт. 5
Приспособление для испытаний образцов типа II на растяжение
Черт. 6
Если испытания на ползучесть проводят при комнатной температуре, то машину выбирают без печи.
Поверхности излома разрушенных образцов исследуют на наличие дефектов, а результаты исследований записывают в журнале испытаний.
2.8.2. В качестве испытательных машин при кратковременных испытаниях на растяжение и срез должны применяться разрывные и универсальные испытательные машины по ГОСТ 7855.
2.8.3. Выбор скоростей перемещения активного захвата по ГОСТ 1497.
2.8.4. Образцы типа I следует испытывать в приспособлении, приведенном на черт. 5. Размеры приспособлений следует пересчитать в соответствии с размерами образцов. (Предел прочности материалов приспособления - не ниже 700 МПа).
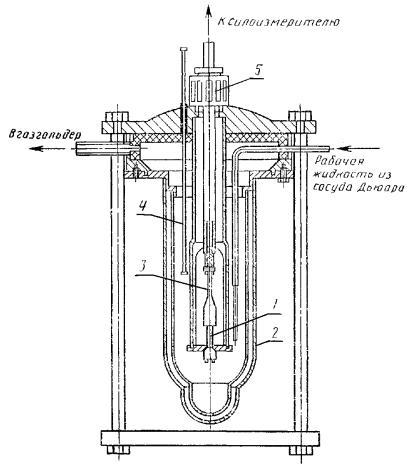
2.8.5. Криостат (или сосуд с охлаждающей жидкостью) должен обеспечивать охлаждение образцов и возможность поддержания постоянства заданной температуры образца при испытании.
Конструкция и схема размещения образцов в криостате приведены на черт. 19 и 20 приложения 3.
2.8.6. Для охлаждения образцов в качестве охладителей могут быть применены:
до минус 70 °С - этиловый спирт в смеси с твердой углекислотой;
от минус 70 С до минус 100 °С - этиловый спирт с жидким азотом;
от минус 100 °С до минус 196 °С - парожидкостная смесь азота;
от минус 196 °С до минус 269 °С - парожидкостная смесь гелия.
В качестве охладителей могут быть применены и другие жидкости органического и неорганического происхождения или смеси хладагентов, которые не должны быть токсичными, агрессивными, взрывоопасными. Содержание кислорода в жидком азоте, применяемом для охлаждения образцов, - по ГОСТ 9293.
Применение в качестве охладителя жидкого кислорода или жидкого воздуха запрещается.
2.8.7. Для измерения температуры охлаждающей среды применяют жидкостные термометры с ценой деления шкалы не более 1 °С или термоэлектрические термометры сопротивления, или термоэлектрические преобразователи со вторичными приборами, отвечающими указанным требованиям в отношении цены деления шкалы.
2.8.9. Допускаемое отклонение температуры охлаждающей среды от температуры испытаний:
±2 °С в интервале от 0 до минус 100 °С;
±4 °С в интервале от минус 100 °С до минус 269 °С.
Уровень жидкого охладителя в криостате измеряют полупроводниковыми датчиками сопротивления, уровнемерами и другими приборами. Погрешность определения положения уровня жидкого охладителя - не более 5 мм.
2.8.10. Температуру охлаждающей среды в негерметизируемом криостате поддерживают на требуемом уровне добавлением небольших порций охладителя при перемешивании смеси.
2.8.11. Время выдержки при испытании образцов в жидком азоте должно соответствовать 5 мин после окончания бурного кипения жидкости, а в жидком гелии и водороде - 5 мин после фиксации необходимого уровня заливки в криостате.
При испытании в других охладителях или в смеси хладагентов время выдержки не менее 10 мин после достижения температуры испытаний. Допускается переохлаждение образцов во время выдержки в пределах, установленных настоящим стандартом.
2.8.12. Нагревательное устройство должно обеспечивать равномерный нагрев рабочей части образца до заданной температуры и поддержание этой температуры в течение всего времени испытаний.
Отклонение от установившейся заданной температуры не должно превышать:
±3 °С - при температуре нагрева до 600 °С;
±4 °С - при температуре нагрева от 600 °С до 900 °С;
±6 °С - при температуре нагрева от 900 °С до 1200 °С.
2.8.13. Для защиты образца от окисления в период нагрева допускается использование в нагревательных устройствах защитной или иной атмосфер или вакуума.
2.8.14. Погрешность измерения температуры при использовании термоэлектрических преобразователей с вторичными приборами класса точности 0,5 не должна превышать ±1 %.
2.8.15. Для измерения температуры образцов на концах их рабочей части должно быть установлено не менее двух термоэлектрических преобразователей.
Термоэлектрические преобразователи на образцах типа I следует закреплять на расстоянии не более 5 мм от поверхности А гайки приспособления (черт. 5) после установки образца в приспособление для испытания.
2.8.16. Рабочие концы термоэлектрических преобразователей следует закреплять на образце зачеканкой, контактной сваркой или другими методами, обеспечивающими надежный тепловой контакт с поверхностью образца. Необходимо предусмотреть защиту рабочих концов термоэлектрических преобразователей от влияния нагревателей.
2.8.17. Продолжительность нагрева до температуры испытания и время выдержки при заданной температуре должны быть приведены в нормативно-технической документации на изделие. Если подобные указания отсутствуют, то продолжительность нагрева до температуры испытания должна составлять не более 1 ч, а время выдержки 20 - 30 мин.
Для образцов типа I допускается увеличение времени выдержки до 1 ч.
2.8.18. Испытания считают недействительными при одном из следующих условий
2.8.18.1. При разрыве образца в захватах испытательной машины.
2.8.1.8.2. При разрыве нахлесточного образца по основному металлу в рабочей части или зоне галтелей.
При разрыве стыкового образца по основному металлу в рабочей части испытание считают действительным, при этом прочность паяного соединения следует считать равной прочности основного металла.
2.8.18.3. При обнаружении дефектов паяного соединения в изломе образца (инородные включения, поры, непропай, неспай) при исследовательских испытаниях.
2.8.18.4. При выходе из строя в период нагрева или охлаждения хотя бы одного термоэлектрического преобразователя или термометра.
2.8.18.5. При нарушении температурного режима испытания (отключение установки, падение напряжения в сети и др.).
2.8.19. В указанных случаях испытание должно быть повторено. Число вновь испытанных образцов должно соответствовать числу недействительных испытаний, если испытание повторяют на образцах, взятых из той же партии, или удвоенному числу образцов, взятых из другой партии, изготовленной по идентичному технологическому процессу.
3. ОБРАБОТКА РЕЗУЛЬТАТОВ
3.1. Результаты испытаний на растяжение и срез при комнатной температуре
Допускается использовать статистическую обработку результатов испытаний на растяжение и срез при комнатной температуре путем расчета средних значений предела прочности и средних квадратических отклонений предела прочности от результатов испытаний.
Среднее значение
предела прочности ![]() и среднее квадратическое отклонение предела
прочности S определяют следующим образом:
и среднее квадратическое отклонение предела
прочности S определяют следующим образом:
![]() (1)
(1)
 (2)
(2)
Результаты приводят для конкретного паяемого материала, поэтому фиксируют минимально-допустимое значение средней (М0).
Настоящая обработка результатов может быть обоснована следующим образом:
отношение между изменениями, вызванными методом испытания и изменениями, вызванными паяемым материалом, неизвестны;
для фиксации «минимальных допусков» необходим ряд предварительных испытаний для всех типов существующих паяемых материалов;
количество испытаний, необходимых для оценки «минимальных допусков», обычно больше, чем количество, необходимое для оценки средних значений. Принимая во внимание результаты испытаний, устанавливают правило приемки паяемого материала, если он характеризуется минимально допустимым средним значением М0.
Следовательно:
вероятность приемки паяемого материала, у которого средняя прочность меньше чем М0, должна быть равна относительно малому значению β - риск потребителя;
вероятность приемки паяемого материала, у которого средняя прочность больше чем М0, должна быть равна относительно большому значению 1 - α, где α - риск изготовителя.
Эти условия необходимо соблюдать независимо от средних квадратических отклонений, характеризующих поведение паяемого материала во время проведения испытаний.
Каждый паяемый
материал рассматривают как удовлетворяющий данному значению
М0,
если среднее ![]() результатов измерения Xi, n-го количества
испытаний соответствует условию
результатов измерения Xi, n-го количества
испытаний соответствует условию
![]() -
KS > М0. (3)
-
KS > М0. (3)
Если задается риск α - β = 0,10 для Р = 10 %, то, используя существующие различные таблицы выборочных значений, можно получить для n = 5, K = 0,68.
При этих
условиях для ![]() выполняется соотношение
выполняется соотношение
![]() - 0,68S > М0. (4)
- 0,68S > М0. (4)
Расчет K и n основан на законе нормального распределения. Неопределенная переменная
![]() (5)
(5)
соответствует центральному
распределению Стьюдента (если M0 - минимально
допустимое среднее значение или нецентральному распределению Стьюдента 1,2816![]() (когда Р = 10 %), а
значения K и n определяют двумя
вариантами:
(когда Р = 10 %), а
значения K и n определяют двумя
вариантами:
Pp(t > K![]() ) = α = 0,10 (6) - для центрального распределения;
) = α = 0,10 (6) - для центрального распределения;
Pp(t > K![]() ) = β = 0,10 (7) - для
нецентрального распределения.
) = β = 0,10 (7) - для
нецентрального распределения.
Некоторое значение предусмотренного риска оправдано для установленных режимов испытания, т.к. при этом необходимо небольшое количество испытаний, что немаловажно с экономической точки зрения.
3.2. Кратковременная прочность при высокотемпературных испытаниях образцов на срез.
Эти испытания позволяют построить кривую разрушающих напряжений в координатах: прочность в мегапаскалях - температура в градусах Цельсия.
На черт. 7 приведен пример кривых, полученных по значениям трех температурных испытаний.
Типичные кривые прочности при высокотемпературных испытаниях на срез
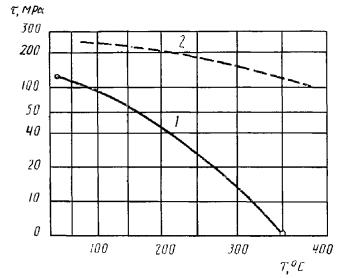
1 - образец, изготовленный низкотемпературной пайкой; 2 - образец, изготовленный высокотемпературной пайкой
Черт. 7
3.3. Испытания на длительную прочность образцов на срез
Цель испытаний при одной или нескольких температурах - построения одной или нескольких кривых в координатах: разрушающее напряжение в мегапаскалях - время до разрушения в часах.
Напряжения должны выбираться таким образом, чтобы получить время разрушения между 0,1 и 103 ч. Для специальных случаев можно исследовать напряжения, обеспечивающие время разрушения 105 или 106 ч. На черт. 8 приведен пример представления результатов.
3.4. Статистическую обработку результатов испытаний образцов всех типов допускается проводить другим методом, обеспечивающим точность и сопоставимость результатов.
Одним из корректных методов обработки результатов является метод, приведенный в приложении 4.
3.5. Не допускается сравнивать результаты испытаний образцов разных типов.
3.6. Временное сопротивление при растяжении (σв), МПа (кгс/мм2), вычисляют по формуле
![]() (8)
(8)
где Pmax - максимальная разрушающая нагрузка, Н (кгс);
Fn - площадь паяного шва, мм2.
Типичные кривые прочности при испытаниях на сдвиг при длительной прочности
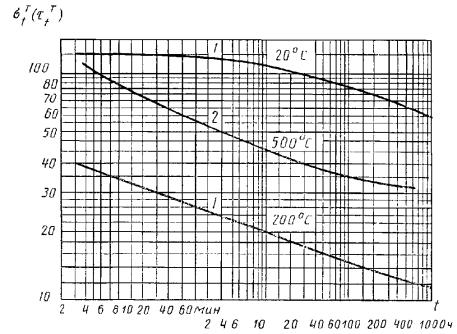
1 - образцы, изготовленные низкотемпературной пайкой при 20 и 200 °С; 2 - образцы, изготовленные высокотемпературной пайкой при 500 °С
Черт. 8
3.7. Предел прочности на срез τср, МПа (кгс/мм2), вычисляют по формуле
![]() (9)
(9)
3.8. Предел длительной прочности обозначают σtT и τtT, где σ, τ - величина напряжения, вызывающая разрушение за заданное время t при фиксированной температуре Т.
ПРИЛОЖЕНИЕ 1
ПРОТОКОЛ №испытаний паяных образцов на растяжение при кратковременных и длительных испытанияхТип и номер образца _________________________________________________________ Тип испытательной машины __________________________________________________ Скорость нагружения _________________________________________________ мм/мин Метод нагрева (охлаждения) при испытании _____________________________________ Среда при испытании ________________________________________________________ защитная, вакуум и др. Материалы: марка или химический состав паяемого материала _____________________________ марка или химический состав припоя ________________________________________ Технологические параметры изготовления образцов: среда или флюс ___________________________________________________________ способ подготовки поверхности под пайку ____________________________________ величина сборочного зазора _____________________________________________ мм технологические особенности сборки (в т.ч. взаимное расположение разнородных деталей для образцов типа I) __________________________________________________ способ пайки (по ГОСТ 17349) _________________________________________ °С; К время выдержки при пайке _____________________________________________ мин давление газовой среды в рабочем объеме ____________________МПа давление сжатия образца (нагрузка на образце) ____________________МПа; кгс/мм2 |
Таблица 4
Результаты испытаний на растяжение при кратковременных и длительных испытаниях
|
Номер образца |
Параметры паяного |
Условия испытаний |
Результаты испытаний |
||||||||
|
Ширина нахлестки |
Толщина паяного шва а |
Площадь паяного шва |
Температура испытания |
Продолжительность нагрева (охлаждения) |
Продолжительность выдержки при температуре испытания |
Наибольшая разрушающая нагрузка, Рmax (только для кратковременных испытаний) |
Временное сопротивление при растяжении σв, предел прочности на срез при растяжении τср или предел длительной прочности σtT или τtT |
Средние арифметические значения |
Место и характер разрушения образца |
Примечание |
|
|
мм |
мм2 |
°С |
мин |
Н |
МПа |
||||||
|
|
|
|
|
|
|
|
|
|
|||
В графе «Примечание» следует указывать дефекты, обнаруженные в паяном шве и зоне термического влияния после разрушения образца.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ФОРМА И РАЗМЕРЫ ОБРАЗЦОВ
Черт. 9
Таблица 5
Размеры телескопических образцов, мм
|
d0 |
D |
d |
b |
h1 |
L |
|
|
1 |
10 |
20 |
М10 |
8 |
25 |
100 |
|
2 |
8 |
20 |
М8 |
8 |
15 |
60 |
|
3 |
5 |
20 |
М5 |
8 |
10 |
45 |
Черт. 10
Таблица 6
Размеры цилиндрических образцов, мм
|
Номер образца |
d0 |
D |
h1 |
h2 |
l |
|
1 |
10 |
16 |
15 |
10 |
30 |
|
2 |
8 |
12 |
15 |
10 |
30 |
|
3 |
6 |
10 |
12 |
10 |
25 |
|
4 |
4,5 |
9 (М9) |
10 |
10 |
25 |
|
5 |
3 |
8 |
10 |
5 |
15 |
L = a + 2(l + h1)
a - толщина паяного шва
Черт. 11
L = 2(h1 + l) - b
Черт. 12
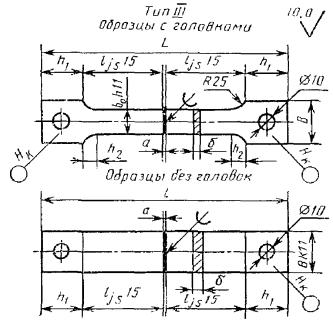
Таблица 7
Размеры плоских образцов, мм
|
Номер образца |
Толщина материала |
B |
b0 |
h1 |
h2 |
l |
|
1 |
До 1 |
25 |
15 (10)* |
25 |
10 |
25 |
|
2 |
Св. 1 до 3 |
25 |
15 (10)* |
30 |
10 |
25 |
|
3 |
Св. 3 до 5 |
25 |
15 |
35 |
10 |
30 |
|
4 |
Св. 5 до 10 |
30 |
20 |
35 |
15 |
30 |
|
|
Св. 10 |
30 |
20 |
35 |
15 |
40 |
|
* В скобках указан размер образцов для испытаний при низких температурах. |
||||||
Толщина материала δ > 3 мм; M = (B + a)/2; L = 2(h + l) - b; K = b + h2
Черт. 13
Варианты исполнения головок образцов
Черт. 14
Таблица 8
Размеры головок образцов, мм
|
d0 |
D |
D1 |
h1 |
|
|
1 |
10 |
16 |
М 12 × 1,5 |
20 |
|
2 |
8 |
14 |
М 10 × 1,5 |
15 |
|
3 |
5 |
10 |
М 6 × 0,75 |
10 |
Черт. 15
Исполнение головок образцов типа II, применяемых в испытаниях с криостатом
Черт. 16
При испытании паяных соединений, прочность которых равна или выше прочности паяемого материала, допускается применение крестообразных образцов (черт. 17). (Данные испытаний крестообразных образцов являются оценочными и не могут претендовать на достоверность фактических значений прочности соединений).
l = 10; 15; 20 мм
Черт. 17
Форма и размеры заготовок крестообразных образцов
Черт. 18
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Схема размещения образцов в герметизируемом криостате
1 - испытуемый образец; 2 - криостат; 3 - захват; 4 - датчик уровня охладителя; 5 - герметизирующая гайка
Черт. 19
Схема размещения образцов в негерметизируемом криостате
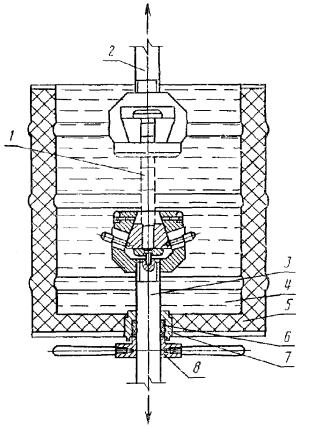
1 - испытуемый образец; 2 - верхняя тяга (удлинительная штанга); 3 - нижняя тяга; 4 - охлаждающая жидкость; 5 - теплоизоляция; 6 - набивка (парафинированный графит с асбестом); 7 - кожух криостата; 8 - гайка-заглушка
Черт. 20
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ПОРЯДОК СТАТИСТИЧЕСКОЙ ОБРАБОТКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
1. Для статистической обработки результатов испытаний составляют вариационный ряд характеристик σ или τ.
Временное сопротивление при растяжении (σ), МПа (кгс/мм2), вычисляют по формуле
![]() (10)
(10)
где Pmax - максимальная разрушающая нагрузка, Н (кгс);
Fn - площадь паяного шва, мм2.
Предел прочности на срез (τ), МПа (кгс/мм2), вычисляют по формуле
![]() (11)
(11)
Далее проводят первичную статистическую
обработку полученных значений σ и τ. За результат испытания принимают
среднее арифметическое полученных характеристик ![]() и
и ![]() , среднее квадратическое отклонение S характеристик, границы доверительного интервала ε случайных погрешностей характеристик.
, среднее квадратическое отклонение S характеристик, границы доверительного интервала ε случайных погрешностей характеристик.
Вычисляют среднее
арифметическое значение характеристик (![]() и
и ![]() ) по формулам:
) по формулам:
 (12)
(12)
 (13)
(13)
где σi - временное сопротивление при растяжении i-го образца, МПа;
τi - предел прочности на срез i-го образца, МПа;
n - число значений характеристик σ или τ в вариационном ряду;
i = 1, 2, 3 … n.
2. Среднее квадратическое отклонение характеристик определяют по формулам:
![]() (14)
(14)
![]() (15)
(15)
3. Для определения вида распределения результатов испытаний необходимо построить график распределения опытных данных в координатах вероятность - значение характеристики.
Затем сравнить его с известными законами распределения, приведенными в табл. 9.
Далее проверяют согласие распределения опытных данных с предполагаемым теоретическим распределением по критериям согласия.
4. Наиболее часто применяемым законом распределения является нормальный.
Формулы для расчета результатов испытаний:
при равноточных измерениях
 (16)
(16)
![]() (17)
(17)
![]() (18)
(18)
![]() (19)
(19)
при неравноточных измерениях
 - среднее взвешенное; (20)
- среднее взвешенное; (20)
 - взвешенное среднее квадратическое отклонение, (21)
- взвешенное среднее квадратическое отклонение, (21)
где n - число результатов испытаний;
mi - частота появления случайного значения в интервале;
Xi - значение переменной величины;
![]() - среднее
арифметическое;
- среднее
арифметическое;
K - число интервалов;
S - среднее квадратическое;
D - дисперсия;
ε - границы доверительного интервала случайной погрешности;
t - коэффициент распределения Стьюдента, определяемый по табл. 10 и 11.
5. Определение несмещенной оценки среднего квадратического отклонения
S1 = Mk·S. (22)
Таблица 9
|
Законы распределения |
(х) |
P(x) |
|
Нормальный (Гаусса)
|
|
|
|
Логарифмически нормальный
|
|
|
|
Экспоненциальный
|
|
|
|
Вейбулла
|
|
|
|
Рэлея
|
|
|
|
Гамма-распределение
|
|
|
|
Равномерное распределение
|
|
|
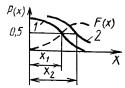
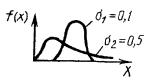
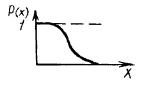
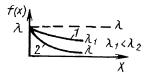
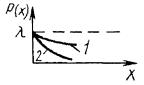
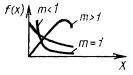
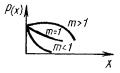
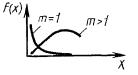
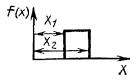
Таблица 10
Значение коэффициента Стьюдента t при односторонней доверительной вероятности β
|
β |
K |
β |
|||||
|
0,90 |
0,95 |
0,99 |
0,90 |
0,95 |
0,99 |
||
|
t |
t |
||||||
|
1 |
3,073 |
6,314 |
31,820 |
28 |
1,313 |
1,701 |
2,467 |
|
2 |
1,886 |
2,920 |
6,965 |
29 |
1,311 |
1,699 |
2,462 |
|
3 |
1,638 |
2,353 |
4,541 |
30 |
1,310 |
1,697 |
2,457 |
|
4 |
1,533 |
2,132 |
3,747 |
32 |
1,309 |
1,694 |
2,449 |
|
5 |
1,476 |
2,015 |
3,365 |
34 |
1,307 |
1,691 |
2,441 |
|
6 |
1,440 |
1,943 |
3,143 |
36 |
1,305 |
1,688 |
2,434 |
|
7 |
1,415 |
1,895 |
2,998 |
38 |
1,304 |
1,686 |
2,429 |
|
8 |
1,397 |
1,859 |
2,896 |
40 |
1,303 |
1,684 |
2,423 |
|
9 |
1,383 |
1,833 |
2,821 |
42 |
1,302 |
1,682 |
2,418 |
|
10 |
1,372 |
1,812 |
2,764 |
44 |
1,301 |
1,680 |
2,414 |
|
11 |
1,363 |
1,796 |
2,718 |
46 |
1,300 |
1,679 |
2,410 |
|
12 |
1,356 |
1,782 |
2,681 |
48 |
1,299 |
1,677 |
2,407 |
|
13 |
1,350 |
1,771 |
2,650 |
50 |
1,298 |
1,676 |
2,403 |
|
14 |
1,345 |
1,761 |
2,624 |
55 |
1,297 |
1,673 |
2,396 |
|
15 |
1,341 |
1,753 |
2,602 |
60 |
1,296 |
1,671 |
2,390 |
|
16 |
1,337 |
1,746 |
2,583 |
65 |
1,295 |
1,669 |
2,385 |
|
17 |
1,333 |
1,740 |
2,567 |
70 |
1,294 |
1,667 |
2,381 |
|
18 |
1,330 |
1,734 |
2,552 |
80 |
1,292 |
1,664 |
2,374 |
|
19 |
1,328 |
1,729 |
2,539 |
90 |
1,291 |
1,662 |
2,368 |
|
20 |
1,325 |
1,725 |
2,528 |
100 |
1,290 |
1,660 |
2,364 |
|
21 |
1,323 |
1,721 |
2,518 |
120 |
1,289 |
1,658 |
2,358 |
|
22 |
1,321 |
1,717 |
2,508 |
150 |
1,287 |
1,655 |
2,351 |
|
23 |
1,319 |
1,714 |
2,500 |
200 |
1,286 |
1,653 |
2,345 |
|
24 |
1,318 |
1,711 |
2,492 |
250 |
1,285 |
1,651 |
2,341 |
|
25 |
1,316 |
1,708 |
2,485 |
300 |
1,284 |
1,650 |
2,339 |
|
26 |
1,315 |
1,706 |
2,479 |
400 |
1,284 |
1,649 |
2,336 |
|
27 |
1,314 |
1,703 |
2,473 |
500 |
1,283 |
1,648 |
2,334 |
|
|
|
|
|
∞ |
1,282 |
1,645 |
2,326 |
|
K - число степеней свободы, K = n - 1 |
|||||||
Таблица 11
Значение коэффициентов Стьюдента при двусторонней доверительной вероятности P
|
P |
|||||
|
0,90 |
0,95 |
0,98 |
0,99 |
0,999 |
|
|
t |
|||||
|
4 |
2,132 |
2,776 |
3,747 |
4,604 |
8,610 |
|
5 |
2,015 |
2,571 |
3,365 |
4,032 |
6,859 |
|
6 |
1,943 |
2,447 |
3,143 |
3,707 |
5,959 |
|
7 |
1,895 |
2,365 |
2,998 |
3,499 |
5,405 |
|
8 |
1,860 |
2,306 |
2,896 |
3,355 |
5,041 |
|
9 |
1,833 |
2,262 |
2,821 |
3,250 |
4,781 |
|
10 |
1,812 |
2,228 |
2,764 |
3,169 |
4,587 |
|
11 |
1,796 |
2,201 |
2,718 |
3,106 |
4,437 |
|
12 |
1,782 |
2,179 |
2,681 |
3,055 |
4,318 |
|
13 |
1,771 |
2,160 |
2,650 |
3,012 |
4,221 |
|
14 |
1,761 |
2,145 |
2,624 |
2,977 |
4,140 |
|
15 |
1,753 |
2,131 |
2,602 |
2,947 |
4,073 |
|
16 |
1,746 |
2,120 |
2,583 |
2,921 |
4,015 |
|
18 |
1,734 |
2,103 |
2,552 |
2,878 |
3,922 |
|
20 |
1,725 |
2,086 |
2,528 |
2,845 |
3,850 |
|
25 |
1,708 |
2,060 |
2,485 |
2,787 |
3,725 |
|
30 |
1,697 |
2,042 |
2,457 |
2,750 |
3,646 |
|
35 |
1,689 |
2,030 |
2,437 |
2,724 |
3,591 |
|
40 |
1,684 |
2,021 |
2,423 |
2,704 |
3,551 |
|
45 |
1,679 |
2,014 |
2,412 |
2,689 |
3,522 |
|
50 |
1,676 |
2,008 |
2,403 |
2,677 |
3,497 |
|
60 |
1,671 |
2,000 |
2,390 |
2,660 |
3,460 |
|
70 |
1,667 |
1,995 |
2,381 |
2,648 |
3,436 |
|
80 |
1,664 |
1,990 |
2,374 |
2,639 |
3,416 |
|
90 |
1,662 |
1,987 |
2,368 |
2,632 |
3,401 |
|
100 |
1,660 |
1,984 |
2,364 |
2,626 |
3,391 |
|
∞ |
1,645 |
1,960 |
2,326 |
2,576 |
3,291 |
Таблица 12
Значения коэффициента Mk при K
|
K |
Mk |
K |
Mk |
K |
Mk |
K |
Mk |
|
1 |
1,253 |
8 |
1,032 |
15 |
1,017 |
30 |
1,008 |
|
2 |
1,128 |
9 |
1,028 |
16 |
1,016 |
35 |
1,007 |
|
3 |
1,085 |
10 |
1,025 |
17 |
1,015 |
40 |
1,006 |
|
4 |
1,064 |
11 |
1,023 |
18 |
1,014 |
45 |
1,006 |
|
5 |
1,051 |
12 |
1,021 |
19 |
1,013 |
50 |
1,005 |
|
6 |
1,042 |
13 |
1,019 |
20 |
1,013 |
60 |
1,004 |
|
7 |
1,036 |
14 |
1,018 |
25 |
1,010 |
|
|
|
K = n - 1 - число степеней свободы. |
|||||||
Границы доверительного интервала случайной погрешности при нормальном распределении находят по формуле
![]() (23)
(23)
определение доверительных границ среднего квадратического отклонения
![]() (24)
(24)
![]() (25)
(25)
Значение ![]() определяют по табл. 13.
определяют по табл. 13.
6. Дисперсия, полученная при неравноточных измерениях (расчет S2 - по интервалам на основе их середин), завышена. Для уточнения дисперсии применяется поправка Шеппарда.
S2 - с поправкой = S2 по интервалам + c2/12, (26)
где с - размер интервалов.
7. Далее следует провести проверку принадлежности характеристик σ или τ вариационного ряда к нормальному распределению.
8. Определяют расчетный коэффициент вариации и сравнивают его с принятым значением υ.
![]() (27)
(27)
или ![]() (28)
(28)
Если расчетный коэффициент вариации больше принятого, - объем испытаний пересчитывают для найденного коэффициента вариации.
Таблица 13
|
β |
n |
β |
|||||||
|
0,80 |
0,90 |
0,95 |
0,99 |
0,80 |
0,90 |
0,95 |
0,99 |
||
|
|
|
||||||||
|
2 |
0,973 |
2,180 |
4,460 |
22,500 |
25 |
0,171 |
0,264 |
0,342 |
0,498 |
|
3 |
0,613 |
1,080 |
1,690 |
4,020 |
27 |
0,164 |
0,253 |
0,328 |
0,477 |
|
4 |
0,489 |
0,819 |
1,180 |
2,270 |
29 |
0,159 |
0,244 |
0,316 |
0,458 |
|
5 |
0,421 |
0,685 |
0,953 |
1,670 |
31 |
0,153 |
0,235 |
0,304 |
0,441 |
|
6 |
0,375 |
0,602 |
0,823 |
1,370 |
33 |
0,149 |
0,228 |
0,295 |
0,425 |
|
7 |
0,342 |
0,544 |
0,734 |
1,190 |
35 |
0,144 |
0,221 |
0,280 |
0,413 |
|
8 |
0,317 |
0,500 |
0,670 |
1,060 |
37 |
0,140 |
0,214 |
0,278 |
0,400 |
|
9 |
0,296 |
0,466 |
0,620 |
0,966 |
39 |
0,136 |
0,209 |
0,270 |
0,389 |
|
10 |
0,279 |
0,437 |
0,580 |
0,892 |
41 |
0,133 |
0,203 |
0,263 |
0,378 |
|
11 |
0,265 |
0,414 |
0,546 |
0,833 |
43 |
0,130 |
0,198 |
0,256 |
0,369 |
|
13 |
0,242 |
0,393 |
0,494 |
0,744 |
45 |
0,127 |
0,194 |
0,250 |
0,360 |
|
15 |
0,224 |
0,347 |
0,455 |
0,678 |
47 |
0,124 |
0,190 |
0,245 |
0,392 |
|
17 |
0,210 |
0,324 |
0,423 |
0,627 |
49 |
0,121 |
0,186 |
0,240 |
0,344 |
|
19 |
0,198 |
0,305 |
0,398 |
0,586 |
51 |
0,119 |
0,182 |
0,235 |
0,337 |
|
21 |
0,188 |
0,288 |
0,376 |
0,552 |
56 |
0,114 |
0,173 |
0,224 |
0,320 |
|
23 |
0,178 |
0,275 |
0,358 |
0,523 |
61 |
0,109 |
0,166 |
0,214 |
0,306 |
9. В случае, если в вариационном ряду характеристик σ или τ, подчиняющемуся нормальному закону распределения, одно или несколько значений вызывают сомнение в принадлежности их к данному ряду, то используют правила оценки анормальности результатов испытаний для неприятия резко выделяющихся (выпадающих) значений.
Примечание. Если анормальное значение, характеризующее нижнюю границу свойства паяного соединения и являющееся минимальным, повторяется, а по фрактографическому анализу соединение качественное, то такой результат исключать не следует, а испытания необходимо повторить на увеличенной вдвое партии образцов.
10. При определении грубых погрешностей для других законов распределения применяют другие критерии для неприятия выпадающих значений. Использованный критерий должен быть указан в протоколе испытания.
11. При исключении одного или нескольких значений характеристик σ или τ из вариационного ряда следует пересчитать среднее арифметическое результатов измерений, среднее квадратическое отклонение и доверительные границы случайной погрешности для значений нового ряда.
12. Полученные значения являются окончательными результатами проведенных испытаний и оформляются в форме табл. 14, прилагаемой к протоколу испытаний.
Таблица 14
Результаты статистической обработки
(приложение к протоколу №)
|
Среднее арифметическое
|
Среднее квадратическое отклонение S |
Односторонняя доверителями вероятность β(p) |
Доверительный интервал ε |
Вид закона распределения |
|
|
|
|
|
|
ПРИМЕРЫ СТАТИСТИЧЕСКОЙ ОБРАБОТКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
Количество образцов, необходимое для проведения эксперимента, определяют в соответствии с приложением 2.
По табл. 1 для δ = 10 % = 0,1; β = 0,95 и υ = 10 % = 0,1 в случае нормального закона распределения n = 5.
Пример 1
При обработке результатов испытаний пяти паяных образцов был получен следующий вариационный ряд значений σв 18,7, 18,2; 17,4; 16,2; 16,0 кгс/мм2.
Среднее арифметическое значение подсчитывают по формуле (12)
![]() = (18,7
+ 18,2 + 17,4 + 16,2 + 16,0)/5 = 17,3 кгс/мм2.
= (18,7
+ 18,2 + 17,4 + 16,2 + 16,0)/5 = 17,3 кгс/мм2.
Для определения среднего квадратического отклонения находят значение
![]() (см. табл. 15).
(см. табл. 15).
Таблица 15
кгс/мм2
|
σвi |
|
|
|
|
|
|
1 |
18,7 |
17,3 |
+1,4 |
1,96 |
5,68 |
|
2 |
18,2 |
+0,9 |
0,81 |
||
|
3 |
17,4 |
+0,1 |
0,01 |
||
|
4 |
16,2 |
-1,1 |
1,21 |
||
|
5 |
16,0 |
-1,3 |
1,69 |
По формуле (14) определяют среднее квадратическое отклонение
![]() = 1,19 кгс/мм2.
= 1,19 кгс/мм2.
Границы доверительного интервала случайной погрешности вычисляют по формуле (19)
ε = 1,19·2,132/5 = 1,13 кгс/мм2.
Значение t находят по табл. 10 или 11. Для K = n - 1 = 4 при β = 0,95.
Проверяют коэффициент вариации, для чего по формуле (27) находят его значение υ = 1,19/17,3 = 0,0687, и результат сравнивают с принятым коэффициентом.
Полученный коэффициент вариации меньше заданного, следовательно n определено правильно.
Для оценки принадлежности резко выделяющегося (выпадающего) значения σв* данному вариационному ряду и принятия решения об исключении или оставлении σв* = σв1 = 18,7 кгс/мм2 в составе ряда определяют среднее квадратическое отклонение без выпадающего значения
![]() (29)
(29)
![]() = 1,11 кгс/мм2.
= 1,11 кгс/мм2.
Находят отношение разности выпадающего значения и среднего арифметического к среднему квадратическому отклонению:
Un* = (σв* - ![]() )/S*; (30)
)/S*; (30)
Un* = (18,7 - 17,3)/1,11 = 1,26.
Полученный результат сравнивают со h, взятым из табл. 16 или 17 для данного числа образцов n* и принятой доверительной вероятности β.
Таблица 16
Предельные значения h при n < 21
|
Число образцов n* |
Предельные значения h при вероятности β |
|
|
0,90 |
0,95 |
|
|
3 |
1,15 |
1,15 |
|
4 |
1,42 |
1,46 |
|
5 |
1,60 |
1,67 |
|
6 |
1,73 |
1,82 |
|
7 |
1,83 |
1,94 |
|
8 |
1,91 |
2,03 |
|
9 |
1,98 |
2,11 |
|
10 |
2,03 |
2,18 |
|
11 |
2,09 |
2,23 |
|
12 |
2,13 |
2,29 |
|
13 |
2,17 |
2,33 |
|
14 |
2,21 |
2,37 |
|
15 |
2,25 |
2,41 |
|
16 |
2,28 |
2,44 |
|
17 |
2,31 |
2,48 |
|
18 |
2,34 |
2,50 |
|
19 |
2,36 |
2,53 |
|
20 |
2,38 |
2,56 |
|
n* = n - 1. |
|
|
|
Примечание. Величины, помеченные звездочкой, принадлежат новому вариационному ряду без анормальных («выпадающих») значений. |
||
Если Un* ≥ h, то подозреваемый в анормальности результат может быть исключен, в противном случае он принадлежит данному вариационному ряду и его не исключают.
При n ≤ 21 значение h находят по табл. 16.
Таблица 17
Предельные значения h при n ≥ 21
|
Число образцов n* |
Предельные значения h при вероятности β |
||
|
0,90 |
0,95 |
0,99 |
|
|
20 |
2,559 |
2,799 |
3,289 |
|
25 |
2,635 |
2,870 |
3,351 |
|
30 |
2,696 |
2,928 |
3,402 |
|
40 |
2,792 |
3,015 |
3,480 |
|
50 |
2,800 |
3,082 |
3,541 |
|
100 |
3,076 |
3,285 |
3,723 |
|
250 |
3,339 |
3,534 |
3,946 |
где n* = п - 1.
Из табл. 16 для n* = 4 и β = 0,95 находят h = 1,46, т.е.
Un* < h.
Значение σв, полученное при испытании первого образца, не является грубой погрешностью и принадлежит данному вариационному ряду.
Следовательно, значения, полученные при статистической обработке результатов испытаний, являются окончательными:
![]() = 17,3 кгс/мм2, S = 1,19 кгс/мм2; β = 0,95, ε = 1,13 кгс/мм2.
= 17,3 кгс/мм2, S = 1,19 кгс/мм2; β = 0,95, ε = 1,13 кгс/мм2.
Пример 2
При обработке результатов испытаний пяти паяных образцов получен следующий вариационный ряд значений σв 18,7; 17,8; 17,1; 16,7; 16,2 кгс/мм2.
Среднее арифметическое значение ![]() = 17,3 кгс/мм2.
= 17,3 кгс/мм2.
Таблица 18
|
i |
σвi |
|
|
|
|
|
1 |
18,7 |
17,3 |
+1,4 |
1,96 |
3,82 |
|
2 |
17,8 |
+0,5 |
0,25 |
||
|
3 |
17,1 |
-0,2 |
0,04 |
||
|
4 |
16,7 |
-0,6 |
0,36 |
||
|
5 |
16,2 |
1,1 |
1,21 |
По формуле (14) определяют среднее квадратическое отклонение
![]() = 0,977
кгс/мм2,
= 0,977
кгс/мм2,
по формуле (19) находят
ε = 0,977·2,132/![]() = 0,93 кгс/мм2.
= 0,93 кгс/мм2.
Определяют по формуле (27) расчетный коэффициент вариации
υ = 0,977/17,3 = 0,0565
υ расчетное меньше υ заданного, следовательно n определено правильно.
Определение анормального (выпадающего) результата в выборке
![]() = 17,3 кгс/мм2,
= 17,3 кгс/мм2,
σв* = σв1 = 18,7 кгс/мм2,
для чего по формуле (14) подсчитывают S*, причем σв* = 18,7 кгс/мм2 в расчет не принимают
![]() = 0,787 кгс/мм2.
= 0,787 кгс/мм2.
По формуле (30) находим
Un* = (18,7 - 17,3)/0,787 = 1,78.
При табличном значении h = 1,46,
Un* > h
следовательно, значение σв, полученное при испытании первого образца, является грубой
погрешностью и может быть исключено из данного вариационного ряда. В этом
случае вычисляют новые значения ![]() , S и ε:
, S и ε:
![]() = (17,8 +
17,1 + 16,7 + 16,2)/4 = 17
кгс/мм2;
= (17,8 +
17,1 + 16,7 + 16,2)/4 = 17
кгс/мм2;
![]() = 0,68 кгс/мм2;
= 0,68 кгс/мм2;
ε = 0,68·2,132/![]() = 0,72 кгс/мм2.
= 0,72 кгс/мм2.
Записывают окончательный результат испытаний:
![]() = 17
кгс/мм2, S = 0,08 кгс/мм2, β =
0,95, T = 0,72 кгс/мма.
= 17
кгс/мм2, S = 0,08 кгс/мм2, β =
0,95, T = 0,72 кгс/мма.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
РАЗРАБОТЧИКИ
О. Э. Шпинель; А. В. Савченков; В. С. Рыльников
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.12.90 № 3466
Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 5187-85 с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок проверки 1996 г.
4. Взамен ГОСТ 23047-78, ГОСТ 25200-82, ГОСТ 26102-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 7855-84 |
|
|
ГОСТ 9651-84 |
|
|
Приложение 1 |
СОДЕРЖАНИЕ