![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 3241-91* Канаты стальные. Технические условия.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАТЫ СТАЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3241-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КАНАТЫ СТАЛЬНЫЕ Технические условия Steel ropes. Specifications |
ГОСТ |
Дата введения 01.01.93
Настоящий стандарт распространяется на стальные канаты общего назначения.
(Измененная редакция, Изм. № 1, 2).
1. КЛАССИФИКАЦИЯ
1.1. Канаты подразделяются по признакам
1.1.1. По конструкции:
одинарной свивки - состоящие из проволок, свитых по спирали в один или несколько концентрических слоев,
двойной свивки - состоящие из прядей, свитых в один или несколько концентрических слоев,
тройной свивки - состоящие из канатов двойной свивки (стренг), свитых в концентрический слой.
1.1.2. По форме поперечного сечения: круглые, плоские.
1.1.3. По форме поперечного сечения прядей: круглопрядные, фасоннопрядные.
1.1.4. По типу свивки прядей и канатов одинарной свивки:
с точечным касанием проволок между слоями - ТК,
с линейным касанием проволок между слоями - ЛК,
с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди - ЛК-О,
с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди - ЛК-Р,
с линейным касанием проволок между слоями и проволоками заполнения - ЛК-З,
с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра - ЛК-РО,
с комбинированным точечно-линейным касанием проволок - ТЛК.
1.1.5. По материалу сердечника:
с органическим сердечником из натуральных или химических волокон - ОС,
с металлическим сердечником - МС.
(Измененная редакция, Изм. № 2).
1.1.6. По способу свивки: нераскручивающиеся - Н, раскручивающиеся.
1.1.7. По степени уравновешенности: рихтованные - Р, нерихтованные.
1.1.8. По направлению свивки каната: правой, левой - Л.
Направление свивки каната определяется:
для канатов одинарной свивки - направлением свивки проволок наружного слоя,
для канатов двойной свивки - направлением свивки прядей наружного слоя,
для канатов тройной свивки - направлением свивки стренг в канат.
1.1.9. По сочетанию направлений свивки каната и его элементов в канатах двойной и тройной свивки:
крестовой свивки (направление свивки каната и направление свивки стренг и прядей противоположны),
односторонней свивки (направление свивки пряди и направление свивки проволоки в пряди одинаковы) - О.
1.1.10. По степени крутимости:
крутящиеся (с одинаковым направлением свивки проволок в канатах одинарной свивки, прядей или стренг),
малокрутящиеся (многослойные многопрядные и одинарной свивки с противоположным направлением свивки элементов по слоям) - МК.
1.1.11. По механическим свойствам марок ВК, В, 1.
1.1.12. По виду покрытия поверхности проволок в канате: из проволоки без покрытия, из оцинкованной проволоки: в зависимости от поверхностной плотности цинка - С, Ж, ОЖ,
покрытие каната или прядей полимерными материалами - П.
1.1.13. По назначению: грузолюдские (марок ВK, В) - ГЛ, грузовые - Г.
1.1.14. По точности изготовления: повышенной - Т, нормальной.
Рекомендации по применению канатов приведены в приложении 1.
1.2. Конструкция, основные характеристики и диаметры канатов указываются в соответствующих стандартах на сортамент.
1.3. Диаметр каната, назначение, марка, вид покрытия, направление свивки, сочетание направлений свивки, способ свивки, степень уравновешенности, степень крутимости, точность изготовления, маркировочная группа, обозначение соответствующего стандарта на сортамент указываются потребителем и входят в условное обозначение каната.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Стальные канаты и металлические сердечники должны изготовляться из проволоки по ГОСТ 7372.
Канаты изготовляются по технологическому регламенту, утвержденному в установленном порядке.
2.1.2. В качестве органических сердечников должны применяться: пеньковые, сизалевые, полипропиленовые сердечники по ГОСТ 5269; джутовые сердечники и сердечники из химических волокон по нормативной документации; пряжа хлопчатобумажная и корд хлопчатобумажный по нормативной документации.
Допускается по согласованию изготовителя с потребителем применение сердечника из других материалов.
При отсутствии требований потребителя выбор материала сердечника производится изготовителем.
(Измененная редакция, Изм. № 2).
2.1.3. Сердечники из натурального волокна, хлопчатобумажной пряжи и корда должны быть пропитаны смазкой по ГОСТ 15037 или смазкой по нормативно-технической документации.
По требованию потребителя сердечник не пропитывается.
(Измененная редакция, Изм. № 2).
2.1.4. Канаты из проволоки без покрытия и оцинкованной должны быть смазаны канатными смазками по нормативно-технической документации. По согласованию изготовителя с потребителем допускается нанесение на канат других видов смазки.
По требованию потребителя канаты покрываются смазкой Торсиол-55 по ГОСТ 20458. Рекомендации по применению смазки Торсиол-55 приведены в рекомендуемом приложении 1.
По требованию потребителя канаты изготовляются несмазанными полностью или с несмазанной наружной поверхностью.
2.1.5. В канате не должно быть западающих, перекрещивающихся и оборванных проволок, западающих прядей.
2.1.6. Диаметры проволок в канатах должны соответствовать требованиям стандартов на сортамент. Допускается уточнение диаметров проволок, при этом равные диаметры проволок одного слоя изменяются на одинаковую величину.
(Измененная редакция, Изм. № 2).
2.1.7. Проволоки должны быть соединены стыковой электросваркой или высокотемпературной пайкой.
Допускается концы оборванных проволок диаметром 0,55 мм и менее заделывать посредством прошивки через сечение прядей или соединять узлом. При этом допускается местное утолщение и нарушение свивки в месте соединения концов проволоки.
В канатах марки 1 на одном метре каната допускается не более двух соединений проволок в разных поперечных сечениях, в канатах марок ВК и В не более одного соединения на расстоянии 10 м.
2.1.8. Канат должен иметь по всей длине равномерный шаг свивки элементов каната.
Шаг свивки наружного слоя проволок в прядях должен составлять не более 9 диаметров пряди в канатах линейного касания проволок и 11 диаметров пряди в канатах точечного касания проволок, в трехгранных прядях и однопрядных металлических сердечниках.
Шаг свивки проволок в канатах одинарной свивки, а также в канатах и прядях конструкции 1 + 6 должен быть не более 11 диаметров пряди.
Шаг свивки канатов должен составлять не более:
6,5 диаметров в трех-, шестипрядных канатах, стренгах канатов тройной свивки и металлических сердечниках;
7 диаметров в канатах с количеством прядей более шести, в канатах тройной свивки и в канатах точечного касания, пряди которых изготовляются в три операции (1 + 6 + 12 + 18);
7,5 диаметров в канатах фасоннопрядных;
16 диаметров в стренгах и прядях плоского каната.
По согласованию изготовителя с потребителем допускается шаги свивки наружного слоя проволок в прядях увеличить до 11 диаметров пряди, а каната - до 7 диаметров каната, при этом оптимальное соотношение шагов свивки в указанных пределах определяется в соответствии с методикой, приведенной в рекомендуемом приложении 2.
2.1.9. Концы канатов у места отреза должны быть прочно обвязаны мягкой проволокой.
Для канатов диаметром до 14,5 мм включительно конец каната может быть заварен вместо обвязки. Торцы канатов диаметром более 57,0 мм с металлическим сердечником должны быть заварены.
2.1.10. Диаметр каната, ширина и толщина плоского каната должны соответствовать нормам, указанным в соответствующих стандартах на сортамент стальных канатов.
Предельное отклонение по ширине и толщине плоских канатов должно быть не более:
![]() - для повышенной точности,
- для повышенной точности,
±8 % - для нормальной точности.
Предельное отклонение по диаметру каната должно соответствовать указанным в табл. 1 и 2.
Канаты с органическим сердечником могут иметь зазоры между прядями, при этом диаметр каната не должен превышать предельных отклонений, приведенных в табл. 1. Допускается зазор между прядями в канатах с металлическим сердечником и выступающий ворс or органического сердечника в канатах с органическим сердечником.
2.1.11. Длина каната устанавливается потребителем. Допускаемое отклонение по длине должно быть не более для канатов длиной:
≤ 400 м - ![]() ,
,
≥ 400 мм - ![]() м на каждые 1000 м или их части.
м на каждые 1000 м или их части.
Таблица 1
|
Предельное отклонение, %, не более, для канатов |
||||
|
повышенной точности |
нормальной точности |
|||
|
с металлическим сердечником |
с органическим сердечником |
с металлическим сердечником |
с органическим сердечником |
|
|
До 3,0 включ. |
+ 7 -1 |
+ 6 |
+ 10 -2 |
+ 10 |
|
Св. 3,0 до 6,0 включ. |
+ 6 -1 |
|||
|
» 6,0 » 8,0 » |
+ 5 -1 |
|||
|
» 8,0 |
+ 4 -1 |
+ 5 |
+ 6 -2 |
+ 7 |
Таблица 2
|
Предельное отклонение канатов одинарной свивки, %, не более |
|
||
|
повышенной точности |
нормальной точности |
|
|
|
До 1 ,5 включ. |
+ 5 |
+ 10 -2 |
|
|
Св. 1,5 до 8,0 включ. » 8,0 » 16,0 » |
+ 4 |
||
|
+ 6 -2 |
|||
|
» 16,0 |
+ 3 |
|
|
При отсутствии указания длины канат изготовляют длиной не менее 200 м. Канаты длиной менее 200 м поставляют по согласованию с потребителем.
В случае, если указывается кратная или монтажная длина, а канат изготовляется общей длиной, то предприятие-изготовитель накладывает проволочные вязки на указанные длины.
2.1.12. Механические свойства проволок, взятых из каната, должны соответствовать требованиям ГОСТ 7372. Допускаемый разбег временного сопротивления разрыву проволок, взятых из каната, за исключением центральной проволоки и проволок заполнения, не должен превышать значений, приведенных в табл. 3.
Таблица 3
|
Допускаемый разбег временного сопротивления разрыву проволок каждого диаметра, взятых из каната, %, для марок |
|||
|
ВК |
В |
1 |
|
|
До 0,75 включ. |
18 |
20 |
23 |
|
Св. 0,75 до 1,60 включ. |
16 |
18 |
21 |
|
» 1,60 » 1,80 » |
15 |
17 |
19 |
|
>>1,80 |
14 |
16 |
18 |
Значения допускаемого разбега временного сопротивления разрыву округляются до целых в сторону увеличения.
Допускается снижение числа перегибов и скручиваний проволок на единицу и показателей по разрыву с узлом на 2 % от норм, установленных ГОСТ 7372.
(Измененная редакция, Изм. № 2).
2.1.13. Поверхностная плотность цинка и сцепление его со стальной основой должны соответствовать требованиям ГОСТ 7372.
Допускается на испытанных проволоках, взятых из каната, снижение поверхностной плотности цинка на 5 % от норм, установленных ГОСТ 7372, при этом среднее арифметическое значение поверхностной плотности цинка должно соответствовать ГОСТ 7372 для проволок каждого диаметра.
2.1.14. Суммарное разрывное усилие всех проволок в канате и разрывное усилие каната в целом должно быть не менее значений, указанных в соответствующих стандартах на сортамент при заданной маркировочной группе (приложение 5).
(Измененная редакция, Изм. № 1).
2.1.15. При изготовлении каната в рихтованном исполнении максимальное отклонение оси каната на отрезке длиной, равной 50 его диаметров, должно быть не более:
10 диаметров для канатов с органическим сердечником.
15 диаметров для канатов с металлическим сердечником и канатов одинарной свивки.
2.2. Маркировка
2.2.1. Каждый канат должен быть снабжен ярлыком из материала, обеспечивающего сохранность маркировки, на котором следует указать:
наименование или товарный знак предприятия-изготовителя;
номер каната в системе нумерации предприятия-изготовителя;
условное обозначение каната;
длину каната или каждого отрезка, считая от шейки барабана, м;
массу брутто, кг;
дату изготовления каната.
При обязательной сертификации на ярлык или барабан с канатами наносится изображение знака соответствия.
Ярлык прибивается гвоздями на видном месте щеки барабана, а к бухте крепится мягкой проволокой. При намотке каната на металлический барабан ярлык может крепиться к концу каната.
(Измененная редакция, Изм. № 1, 2).
2.2.2. Транспортная маркировка - по ГОСТ 14192.
2.3. Упаковка
2.3.1. Канаты наматываются на деревянные барабаны по ГОСТ 11127 или металлические барабаны, а также на возвратные барабаны с использованием их в установленном порядке, или в бухты.
Рекомендуемые габаритные размеры бухт:
наружный диаметр - не более 1200 мм,
высота бухты - не более 800 мм,
внутренний диаметр бухты должен быть не менее 15 номинальных диаметров каната.
Диаметр шейки барабана должен быть не менее 15 номинальных диаметров каната. Борт барабана должен выступать над наружным слоем намотанного каната не менее чем на два диаметра каната при диаметре 25 мм и менее и на 50 мм при диаметре каната более 25 мм.
Допускается наматывать на барабан несколько отрезков каната одного типоразмера.
Концы каната должны быть прочно закреплены. Наружный конец каната обвязывается органическим сердечником по ГОСТ 5269 или другой нормативно-технической документации или проволокой по ГОСТ 3282 или другой нормативно-технической документации, или прядью, или канатом, или лентой по ГОСТ 3560 и крепится к внутренней стороне щеки барабана.
2.3.2. Барабаны с канатами грузолюдского назначения по требованию потребителя обшивают досками, максимальный зазор между которыми должен быть не более 50 мм, или канат оборачивают полимерной пленкой по ГОСТ 10354 или другой нормативно-технической документации, или водонепроницаемой бумагой по ГОСТ 8828 или ГОСТ 515.
Канат, смотанный в бухту, должен быть крепко перевязан мягкой проволокой по ГОСТ 3282 или другой нормативно-технической документации или прядью каната, или лентой по ГОСТ 3560 или другой нормативно-технической документации не менее, чем в четырех местах, равномерно расположенных по окружности.
2.3.3. Упаковка канатов, отгружаемых в районы Крайнего Севера и приравненные к ним местности, а также канатов, отправляемых морским путем, производится по ГОСТ 15846.
(Измененная редакция, Изм. № 2).
3. ПРИЕМКА
3.1. Канаты принимают партиями. Партия должна состоять из каната одного типоразмера в одной единице упаковки, оформленной одним документом о качестве, в котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
наименование организации, в систему которой входит предприятие-изготовитель; номер каната в системе нумерации предприятия-изготовителя; условное обозначение каната; длину каната или каждого отрезка; массу брутто каната; результаты механических испытаний;
суммарное разрывное усилие всех проволок в канате или разрывное усилие каната в целом; материал органического сердечника; дату изготовления каната; тип смазки каната; номер барабана; штамп технического контроля;
изображение знака соответствия при обязательной сертификации.
(Измененная редакция, Изм. № 1).
3.2. Внешний вид, размер, механические свойства проволок каната, суммарное разрывное усилие, качество цинкового покрытия проверяют на каждом канате.
3.3. Проверку разрывного усилия каната в целом производят по требованию потребителя.
3.4. Результаты испытаний на растяжение, скручивание, перегиб и контроль диаметра проволок считаются удовлетворительными, если суммарная площадь поперечного сечения проволок, не соответствующих требованиям настоящего стандарта, составляет не более 5 % номинальной площади сечения всех проволок в канате при 100 %-ном испытании, не более 2 % номинальной площади сечения каната при 25 %- и 10 %-ном испытаниях проволок в канате, а для канатов одинарной свивки количество проволок, не удовлетворяющих требованиям стандарта, не должно превышать 5 % испытанных проволок из каната. При этом фактическое значение диаметров этих проволок не должно превышать ближайшего смежного диаметра по ГОСТ 7372 по отношению к диаметрам, указанным в стандартах на сортамент или уточненным в соответствии с п. 2.1.6. Допускается в канатах грузового назначения наличие проволок, отличающихся диаметрами от указанных в стандартах на сортамент на 0,2 мм, для проволок диаметром св. 1,20 мм в количестве, установленном выше.
При несоответствии результатов испытаний требованиям настоящего стандарта проводится повторное испытание каната. Результаты повторных испытаний распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для проверки механических свойств, размера проволок каната, наличия смазки в канате и сердечнике, качества цинкового покрытия от каждого каната отбирают отрезок длиной не менее:
1,0 м - для канатов из проволоки без покрытия,
1,5 м - для канатов из оцинкованной проволоки.
От отрезка каната отбирают проволоки в количестве, указанном в табл. 4.
Таблица 4
|
Количество испытываемых проволок |
||
|
в грузолюдском канате |
в грузовом канате |
|
|
На растяжение, перегиб и замер диаметра проволок |
100 % проволок |
25 % проволок каждого диаметра, но не менее трех |
|
На скручивание |
25 % проволок каждого диаметра, но не менее трех |
10 % проволок каждого диаметра, но не менее трех |
|
Проверка качества поверхностной плотности цинка |
10 % проволок каждого диаметра, но не менее трех |
|
|
Проверка прочности сцепления цинка со стальной основой |
10 % проволок каждого диаметра, но не менее трех |
|
Количество проволок, полученное расчетом, округляется до целого числа в сторону увеличения.
При повторном испытании каната количество испытываемых проволок должно соответствовать нормам для грузолюдского каната.
4.2. Определение разрывного усилия каната в целом приведено в приложении 3.
Для канатов марок ВК, В и 1 грузового назначения при испытании каната на разрывное усилие в целом допускается оценивать марку каната по результатам испытания механических свойств 10 % проволок каждого диаметра в канате, но не менее трех.
4.3. Осмотр поверхности каната, наличия смазки в канате и сердечнике проводится визуально без увеличительных приборов.
4.4. Диаметр каната должен проверяться, как показано на черт. 1, штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм или микрометром по ГОСТ 6507 с ценой деления 0,01 мм на расстоянии не менее 5 м от конца каната в ненагруженном состоянии.
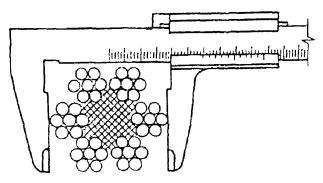
Черт 1.
Ширина и толщина плоского каната должна проверяться линейкой по ГОСТ 427 с ценой деления 1 мм. Ширина плоского каната измеряется без учета толщины ушивальника.
4.5 Шаг свивки каната должен проверяться линейкой по ГОСТ 427 с ценой деления 1 мм на расстоянии не менее 5 м от конца каната. За длину шага свивки принимается среднее арифметическое не менее, чем трех измерений.
4.6. Длина каната определяется по счетчику при его изготовлении.
4.7. Проверка нераскручиваемости каната должна осуществляться удалением перевязок и мест заварки. В нераскручивающихся канатах пряди в канатах двойной и тройной свивки, наружные пряди в многопрядных канатах, проволоки в канатах одинарной свивки могут раскручиваться на расстоянии не более одного шага свивки от конца каната или могут раскручиваться на расстоянии не более пяти шагов свивки таким образом, чтобы их можно было легко возвратить в прежнее положение. Металлическим сердечники при этом могут быть раскручивающимися.
4.8. Для проверки степени уравновешенности канат длиной, равной 50 его диаметров, свободно располагают на горизонтальной поверхности и измеряют максимальное отклонение оси каната от прямой, проведенной между его концами.
4.9. Диаметры проволок должны проверяться микрометром по ГОСТ 6507 с ценой деления 0,01 мм в двух взаимно перпендикулярных направлениях в одном поперечном сечении проволоки на прямолинейном участке.
4.10. Испытание проволок на растяжение проводят по ГОСТ 10446.
4.11. Испытание проволок на скручивание проводят по ГОСТ 1545.
4.12. Испытание проволок на перегиб проводят по ГОСТ 1579.
4.13. Качество цинкового покрытия должно проверяться по ГОСТ 7372.
4.14. Суммарное разрывное усилие всех проволок в канате (Р) в ньютонах вычисляют по результатам испытания проволок на растяжение по формуле
![]()
где i - число групп проволок одинакового диаметра;
z - количество испытанных проволок каждой группы по диаметру;
Рz - разрывное усилие одной проволоки данной группы по диаметру, Н;
п - количество проволок каждой группы по диаметру.
4.15. Проверка разрывного усилия каната в целом должна проводиться на разрывной машине с максимальным усилием, не превышающим предполагаемое разрывное усилие каната более чем в пять раз, и в соответствии с приложением 3.
Испытание считают действительным, если разрывное усилие каната соответствует требованиям стандарта на сортамент. В случае несоответствия разрывного усилия стандартным значениям проводится повторное испытание, результаты которого являются окончательными, если разрыв образца произошел не ближе 50 мм от места закрепления концов каната.
4.16. По согласованию с потребителем допускается использовать для контроля механических свойств проволок в канате и подразделения канатов по маркам и маркировочным группам методы статистической обработки результатов, изложенные в приложении 4. Для канатов грузового назначения допускается применение других статистических методов контроля механических свойств.
(Измененная редакция, Изм. № 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1 Канаты транспортируют транспортом всех видов в крытых и открытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов при железнодорожных перевозках осуществляется в соответствии с Правилами погрузки и крепления грузов, действующими в установленном порядке.
Транспортирование канатов по железной дороге проводится повагонными, малотоннажными или мелкими отправками.
(Измененная редакция, Изм. № 1).
5.2. Хранение канатов - по условиям 5 ГОСТ 15150
При хранении у потребителя каната, намотанного на барабан, ось барабана должна быть параллельна полу, на котором барабан установлен.
Поступившие на хранение канаты подлежат немедленному осмотру и смазке канатной смазкой оголенных при транспортировании и погрузочно-разгрузочных работах участков каната.
При длительном хранении канаты должны периодически не реже, чем через 6 месяцев, осматриваться по наружному слою и смазываться канатной смазкой.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СТАЛЬНЫХ КАНАТОВ
1. По маркам
Для подъема (перемещения) людей или людей и груза применяются канаты марок ВК и В.
Для подъема (перемещения) груза, в качестве растяжек, несущих конструкций и др. применяются канаты марок В и 1.
2. По маркировочным группам
Таблица 5
|
Условия применения |
Маркировочная группа, Н/мм2 (кгс/мм2) |
|
Для канатов общего назначения |
1370 (140) - 2160 (220) |
|
Для шахтного подъема |
1570 (160) - 1770 (180) |
|
Для судостроения |
1370 (140) - 1770 (180) |
|
Для лифтов |
1570 (160) - 1770 (180) |
3. По виду покрытия проволок
Таблица 6
|
Условия применения |
Вид покрытия проволоки |
|
Для канатов общего назначения |
Из проволоки без покрытия, оцинкованная групп С, Ж |
|
Для шахтного подъема |
Из проволоки без покрытия, оцинкованная групп С, Ж |
|
Для судостроения |
Оцинкованная групп С, Ж, ОЖ |
|
Для лифтов |
Из проволоки без покрытия |
4. По виду смазки
Таблица 7
|
Условия применения |
Вид смазки |
|
Микроклиматические районы с холодным климатом для изделий категории 1 по ГОСТ 15150 |
Торсиол-55 по ГОСТ 20458 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
МЕТОДИКА ОПРЕДЕЛЕНИЯ И УСТАНОВЛЕНИЯ ОПТИМАЛЬНЫХ ЗНАЧЕНИЙ ШАГОВ СВИВКИ
Оптимальные значения шагов свивки каната и прядей выбирают в пределах, установленных п. 2.1.8 настоящего стандарта (шаг свивки каната - не более семи значений его диаметра и наружного слоя проволок в прядь - не более 11), и из условия равенства целому характеристического числа λ, определяемого по формуле
![]() (1)
(1)
где Н - шаг свивки прядей в канат;
h - шаг свивки проволок в прядь;
z - коэффициент настройки механизма открутки рам зарядных катушек канатовьющих машин;
+ - для крестовой свивки каната;
- - для односторонней свивки каната.
Угол свивки прядей в канат р, градус, вычисляют по формуле
![]() (2)
(2)
где dк и dпр - диаметры каната и пряди, мм.
Отклонение λ не должно превышать ±0,15.
В качестве примера приводится расчет оптимальных параметров свивки шестипрядного каната крестовой свивки диаметром 32 мм (диаметр пряди равен 10 мм).
Максимальный расчетный шаг свивки прядей в канат должен быть не более 7 × 32 = 224 мм.
Технические характеристики канатовьющей машины позволяют установить технологический шаг Нт = 203,5 мм, угол β при этом будет равен 18°10' по формуле (2).
Принимая значение характеристического числа λ = 6 ± 0,15, устанавливаем диапазон шагов свивки проволок в прядь по формуле (1)
h = 103 - 109 мм.
По параметрам прядевьющей машины в указанном диапазоне выбираем технологический шаг hт = 106 мм. Значение технологического шага hт не должно превышать оптимальных значений шагов свивки, а именно hт ≤ 110 мм.
В случае несоответствия шагов свивки требованиям, изложенным выше, проводится их пересчет.
ПРИЛОЖЕНИЕ 3
Обязательное
КАНАТЫ СТАЛЬНЫЕ ПРОВОЛОЧНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ, ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ РАЗРЫВНОЙ НАГРУЗКИ (ИСО 3108-74)
1. Назначение и область применения.
Настоящий международный стандарт устанавливает метод испытания на растяжение до разрыва для определения фактической разрывной нагрузки стальных проволочных канатов общего назначения.
Этот метод может быть применен и к другим канатам, если в стандарте особо не оговорено использование этого метода или приводится другой.
2. Расчетная длина.
Расчетная длина (расстояние между зажимами) должна соответствовать данным, приведенным в табл. 8.
Таблица 8
мм
|
Минимальная расчетная длина l |
|
|
d ≤ 6 |
300 |
|
6 < d ≤ 20 |
600 |
|
d > 20 |
30 × d |
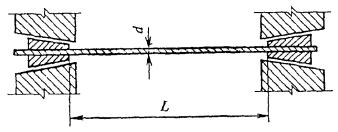
Черт. 2
3. Образец для испытания.
Минимальная длина образца состоит из расстояния между зажимами с припусками. Образец берется от каната и не должен иметь дефектов. Перед выбором образца концы его должны быть закреплены для предотвращения разматывания. Таким же образом должен быть закреплен и канат, от которого берется образец. Когда отрезают образец от каната, то ни тот, ни другой не должны быть повреждены.
Во время испытания образец зажимается так, чтобы все проволоки каната несли нагрузку. Целесообразно на образец надевать конические зажимные патроны. Когда применяются такие зажимные патроны, то необходимо иметь в виду, что литой материал должен обладать способностью проникать и создавать скрытое сцепление с нескрученными проволоками.
4. Испытание.
4.1. Сразу может быть приложено не более 80 % минимальной разрывной нагрузки, указанной в соответствующих стандартах на сортамент. Остальная нагрузка прилагается со скоростью приложения напряжения, равной 10 Н/мм2 в секунду.
4.2. Фактическая разрывная нагрузка достигается тогда, когда больше невозможно увеличить нагрузку.
4.3. Испытания, при которых разрыв происходит внутри или рядом с зажимами, могут быть забракованы по усмотрению изготовителя в тех случаях, если не достигнута минимальная разрывная нагрузка.
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 4
Обязательное
МЕТОДИКА СТАТИСТИЧЕСКОЙ ОБРАБОТКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОВОЛОКИ, ВЗЯТОЙ ИЗ КАНАТА
1. Отбор образцов. Отбор образцов для испытания механических свойств проводится в соответствии с требованиями п. 4.1 настоящего стандарта. Отбирается не менее пяти образцов.
2. Обработка результатов. Результаты испытаний в порядке поступления записывают в табл. 9.
В первой графе табл. 9 записывается порядковый номер интервала. Во второй графе - интервалы измерений контролируемой величины. Для этого зона рассеивания (разность между наибольшими и наименьшими значениями контролируемой характеристики) делится на равные интервалы, число которых отбирается от 6 до 15. Если зона рассеивания 6 и менее единиц, то деление ее на интервалы не производится. В третьей графе показаны середины интервалов, в четвертой и пятой графах - способ подсчета частот и в графах с 6 по 11 - вспомогательные вычисления. В условных обозначениях частота значений отмечается следующим образом:
![]()
В конце граф 5, 6 и 10 проставляется сумма чисел соответствующих граф.
Среднее
арифметическое значение контролируемой величины ![]() вычисляется по формуле
вычисляется по формуле

где mi - частота;
xi - середина интервала.
Среднее квадратическое отклонение вычисляют по формуле
При данном количестве испытаний по табл. 10 находится коэффициент l для определения гарантированного поля допуска. Определяются верхняя t1 и нижняя t2 границы поля допуска по формулам
![]()
В качестве примера проведена группировка и обработка данных по временному сопротивлению разрыву, числу перегибов и числу скручиваний для проволоки диаметром 0,9 мм, определенной как марка 1, маркировочной группы 1570 Н/мм2 (160 кгс/мм2).
1. Определение марки каната и группы прочности проволоки в канате по временному сопротивлению разрыву.
Канат относится к данной марке и группе прочности, если поле допуска ∆t = t2 - t1 укладывается в пределы, установленные табл. 3 настоящего стандарта.
2. Определение марки каната и группы прочности проволоки в канате по числу перегибов и скручиваний.
Канат относится к данной марке и группе прочности, если нижняя граница t1 поля допуска для этих характеристик выше значений заданной маркировочной группы по временному сопротивлению разрыву.
Канат считается низшей марки, если проволока в канате разных диаметров или канат по разным видам испытаний относится к разным маркам.
Таблица 9
Результаты испытаний механических свойств проволоки, взятой из каната
|
Интервалы |
Середина интервала хi |
Частоты тi |
mixi |
|
|
|
|
S |
∆t |
Марка проволоки и группа прочности |
||
|
условное обозначение |
цифры |
|||||||||||
|
Временное сопротивление разрыву |
||||||||||||
|
1 |
166 - 169,9 |
168 |
|
3 |
504 |
176,6 |
8,6 |
74 |
222 |
5,0 |
164,4 - 188,8 |
В 160 |
|
2 |
170 - 173,9 |
172 |
|
19 |
1720 |
4,6 |
21 |
210 |
||||
|
3 |
174 - 177,9 |
176 |
|
13 |
2288 |
0,6 |
0,3 |
4,0 |
||||
|
4 |
178 - 181,9 |
180 |
|
7 |
1260 |
3,4 |
11,5 |
80,5 |
||||
|
5 |
182 - 185,9 |
184 |
|
6 |
1104 |
4,7 |
54,8 |
328 |
||||
|
6 |
186 - 189,9 |
188 |
|
1 |
188 |
11,4 |
130 |
130 |
||||
|
Σmi = 40Σmixi = 7064 |
||||||||||||
|
Число перегибов |
||||||||||||
|
1 |
20 |
20 |
|
6 |
120 |
21,8 |
2 |
4 |
24 |
1,05 |
19,3 - 24,3 |
В 160 |
|
2 |
21 |
21 |
|
11 |
231 |
1 |
1 |
11 |
||||
|
3 |
22 |
22 |
|
16 |
352 |
0 |
0 |
0 |
||||
|
4 |
23 |
23 |
|
13 |
299 |
1 |
1 |
13 |
||||
|
5 |
24 |
24 |
|
1 |
24 |
2 |
4 |
4 |
||||
|
Σmi = 47Σmixi = 1026 |
||||||||||||
|
Число скручиваний |
||||||||||||
|
1 |
30 - 31,9 |
31 |
|
11 |
341 |
33,7 |
3 |
9 |
99 |
2,5 |
27,6 - 39,8 |
1 160 |
|
2 |
32 - 33,9 |
33 |
|
13 |
429 |
1 |
1 |
13 |
||||
|
3 |
34 - 35,9 |
35 |
|
9 |
315 |
1 |
1 |
9 |
||||
|
4 |
36 - 37,9 |
37 |
3 |
111 |
3 |
9 |
27 |
|||||
|
5 |
38 - 39,9 |
39 |
|
2 |
78 |
5 |
25 |
50 |
||||
|
6 |
40 - 41,9 |
41 |
|
1 |
41 |
7 |
49 |
49 |
||||
|
Σmi = 39Σmixi = 1315 |
||||||||||||
Таблица 10
Таблица значений коэффициента l для определения гарантированного поля допуска
|
Коэффициент для определения гарантированного поля допуска для каната марок ВК, В и 1 |
Количество испытанных образцов |
Коэффициент для определения гарантированного поля допуска для каната марок ВК, В и 1 |
|
|
5 |
5,11 |
25 |
2,61 |
|
6 |
4,44 |
30 |
2,54 |
|
7 |
4,02 |
40 |
2,44 |
|
8 |
3,74 |
50 |
2,37 |
|
9 |
3,54 |
60 |
2,33 |
|
10 |
3,39 |
70 |
2,30 |
|
12 |
3,26 |
80 |
2,27 |
|
14 |
3,08 |
90 |
2,25 |
|
16 |
2,96 |
100 |
2,23 |
|
18 |
2,86 |
200 |
2,14 |
|
20 |
2,79 |
300 |
2,11 |
|
22 |
2,72 |
|
|
|
Примечания: 1. Если количество испытанных образцов находится в промежутке между смежными группами, то коэффициент l принимается для группы с меньшим количеством испытанных образцов. 2. Для проволок, взятых из канатов марок ВК, В и 1, требования настоящего стандарта должны обеспечиваться с доверительной вероятностью 95 %. |
|||
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 5
Обязательное
ПЕРЕЧЕНЬ СТАНДАРТОВ НА СОРТАМЕНТ СТАЛЬНЫХ КАНАТОВ
ГОСТ 2688-80 Канат двойной свивки типа ЛК-Р конструкции 6 × 19 (1 + 6 + 6/6) + 1 о. с. Сортамент
ГОСТ 3062-80 Канат одинарной свивки типа ЛК-О конструкции 1 × 7 (1 + 6). Сортамент
ГОСТ 3063-80 Канат одинарной свивки типа ТК конструкции 1 × 19 (1 + 6 + 12). Сортамент
ГОСТ 3064-80 Канат одинарной свивки типа ТК конструкции 1 × 37 (1 + 6 + 12 + 18). Сортамент
ГОСТ 3066-80 Канат двойной свивки типа ЛК-О конструкции 6 × 7 (1 + 6) + 1 × 7 (1 + 6). Сортамент
ГОСТ 3067-88 Канат стальной двойной свивки типа ТК конструкции 6 × 19 (1 + 6 + 12) + 1 × 19 (1 + 6 + 12). Сортамент
ГОСТ 3068-88 Канат стальной двойной свивки типа ТК конструкции 6 × 37 (1 + 6 + 12 + 18) + 1 × 37 (1 + 6 + 12 + 18). Сортамент
ГОСТ 3069-80 Канат двойной свивки типа ЛК-О конструкции 6 × 7 (1 + 6) + 1 о. с. Сортамент
ГОСТ 3070-88 Канат стальной двойной свивки типа ТК конструкции 6 × 19 (1 + 6 + 12) + 1 о. с. Сортамент
ГОСТ 3071-88 Канат стальной двойной свивки типа ТК конструкции 6 × 37 (1 + 6 + 12 + 18) + 1 о. с. Сортамент
ГОСТ 3077-80 Канат двойной свивки типа ЛК-О конструкции 6 × 19 (1 + 9 + 9) + 1 о. с. Сортамент
ГОСТ 3079-80 Канат двойной свивки типа ТЛК-О конструкции 6 × 37 (1 + 6 + 15 + 15) + 1 о. с. Сортамент
ГОСТ 3081-80 Канат двойной свивки типа ЛК-О конструкции 6 × 19 (1 + 9 + 9) + 7 × 7 (1 + 6). Сортамент
ГОСТ 3083-80 Канат двойной свивки типа ТК конструкции 6 × 30 (0 + 15 + 15) + 7 о. с. Сортамент
ГОСТ 3085-80 Канат двойной свивки трехграннопрядный конструкции 6 × 30 (6 + 12 + 12) + 1 о. с. Сортамент
ГОСТ 3088-80 Канат двойной свивки многопрядный типа ЛК-Р конструкции 18 × 19 (1 + 6 + 6/6) + 1 о. с. Сортамент
ГОСТ 3089-80 Канат тройной свивки типа ЛК конструкции 6 × 7 × 19 (1 + 6 + 6/6) + 1 о. с. Сортамент
ГОСТ 3091-80 Канат плоский конструкции 8 × 4 × 7 (1 + 6). Сортамент
ГОСТ 3092-80 Канат плоский конструкции 8 × 4 × 9 (0 + 9) + 32 о. с. Сортамент
ГОСТ 3093-80 Канаты двойной свивки типа ЛК-О конструкции 3 × 7 (1 + 6), типа ТК конструкции 3 × 27 (3 + 9 + 15), типа ТК конструкции 3 × 37 (1 + 6 + 12 + 18). Сортамент
ГОСТ 3097-80 Канаты двойной свивки типа ЛК-О конструкции 8 × 6 (0 + 6) + 9 о. с., типа ТК конструкции 8 × 16 (0 + 5 + 11) + 9 о. с. Сортамент
ГОСТ 7665-80 Канат двойной свивки типа ЛК-З конструкции 6 × 25 (1 + 6; 6 + 12) + 1 о. с. Сортамент
ГОСТ 7667-80 Канат двойной свивки типа ЛК-З конструкции 6 × 25 (1 + 6; 6 + 12) + 7 × 7(1 + 6). Сортамент
ГОСТ 7668-80 Канат двойной свивки типа ЛК-РО конструкции 6 × 36 (1 + 7 + 7/7 + 14) + 1 о. с. Сортамент
ГОСТ 7669-80 Канат двойной свивки типа ЛК-РО конструкции 6 × 36 (1 + 7 + 7/7 + 14) + 7 × 7 (1 + 6). Сортамент.
ГОСТ 7681-80 Канат двойной свивки многопрядный типа ЛК-О конструкции 18 × 7 (1 + 6) + 1 о. с. Сортамент
ГОСТ 14954-80 Канат двойной свивки типа ЛК-Р конструкции 6 × 19 (1 + 6 + 6/6) + 7 × 7 (1 + 6). Сортамент».
ГОСТ 16827-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-РО конструкции 12 × 36 (1 + 7 + 7/7 + 14) + 6 × 36 (1 + 7 + 7/7 + 14) + 1 о. с. Сортамент
ГОСТ 16828-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-0 и ЛК-Р конструкции 12 × 7 (1 + 6) + 6 × 19 (1 + 6 + 6/6) + 1 о. с. Сортамент
(Введено дополнительно, Изм. № 1, 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ТК 146 «МЕТИЗЫ»
РАЗРАБОТЧИКИ
Х.Н. Белалов, канд. техн. наук; Н.А. Галкина; В.Д. Егоров, канд. техн. наук; Е.С. Чугунова; В.Я. Киселев; А.А. Титова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 21.11.91 № 1775
3. СРОК ПЕРВОЙ ПРОВЕРКИ - 1997 год. ПЕРИОДИЧНОСТЬ ПРОВЕРКИ - 5 лет
4. Стандарт предусматривает непосредственное применение МС ИСО 3108-74 в качестве приложения
5. ВЗАМЕН ГОСТ 3241-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 1545-80 |
|
|
ГОСТ 1579-80 |
|
|
ГОСТ 5269-77 |
|
|
ГОСТ 11127-78 |
|
|
ГОСТ 14192-77 |
|
|
ГОСТ 15037-69 |
|
|
ГОСТ 20458-89 |
СОДЕРЖАНИЕ