![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 12586.1-83* Трубы железобетонные напорные виброгидропрессованные. Конструкция и размеры.
Изменение № 1 ГОСТ 12586.1-83 Трубы железобетонные напорные виброгидропрессованные Конструкция и размеры
Утверждено и введено в действие Постановлением Государственного строительного комитета СССР от 22.12.88 № 253
Дата введения 01.01.89
Пункт 3. Таблицу 1 для труб диаметром условного прохода 500, 600 и 800 мм изложить в новой редакции; дополнить примечанием:
|
Диаметр условного прохода трубы d, мм |
Марка трубы |
Класс бетона по прочности на сжатие |
Расход материалов |
|
|
Бетон, м3 |
Сталь, кг |
|||
|
500 |
ТН50-0 |
В40 |
0,53 |
70,8 |
|
ТН50-I |
61,3 |
|||
|
ТН50-II |
44,7 |
|||
|
ТН50-III |
В30 |
44,7 |
||
|
600 |
ТН60-0 |
В40 |
0,76 |
70,8 74,4 52,4 49,3 |
|
ТН60-I |
||||
|
ТН60-II |
||||
|
ТН60-III |
В30 |
|||
|
800 |
ТН80-I TH80-II TH80-III |
В40 |
0,99 |
106,6 (139,8) 92,7 67,2 |
Примечание. Расход стали для труб марки ТН80-I приведен для двух вариантов армирования (п. 4): первый вариант указан без скобок, второй - в скобках
Пункт 4 изложить в новой редакции: «4. Армирование труб должно соответствовать указанному на черт. 1 и в табл. 2.
Армирование труб марки ТН80-I может производиться по двум вариантам: по первому варианту при изготовлении труб в четырехразъемных формах, по второму - в двухразъемных. Данные армирования для труб марки ТН80-I, приведенные на черт. 2 и в табл. 2, 4, 5, 7, по первому варианту указаны без скобок, по второму варианту - в скобках.
Продольная напрягаемая арматура марок П1-П5 должна располагаться равномерно по окружности»;
таблицу 2 дополнить трубами марок ТР50-III (после ТН50-II), ТН60-III (после ТН60-II),а для труб марок ТН50-I и ТН80-I изложить в новой редакции:
мм
|
Марка трубы |
a1* |
a2** |
a3** |
|
ТН50-I ТН50-III |
16 17 |
32 |
19 |
|
ТН60-III |
18 |
43 |
20 |
|
ТН80-I |
18 (17) |
39,5 |
22 |
таблицу дополнить сноской: «** Размеры а2, а3 – справочные».
Пункт 5. Таблицу 3 дополнить трубами марок ТН50-III (после ТН50-II) и ТН60-III (после ТН60-II):
|
Марка трубы |
Каркас |
Продольная арматура |
||
|
Марка |
Количество |
Марка |
Количество |
|
|
ТН50-III |
К3 |
1 |
П1 |
15 |
|
ТН60-III |
К6а |
1 |
П1 |
14 |
графа «Продольная арматура. Количество». Для труб марок ТН50-I, ТН50-II заменить значение: 10 на15;
таблицу 4 для труб марок ТН50-0, ТН-50-I, ТН50-II, ТН60-0, ТН60-I, ТН60-II, ТН80-I изложить в новой редакции:
|
Марка трубы |
Арматурная сталь по ГОСТ 7348-81 |
Сталь прокатная по ГОСТ 503-81 |
Всего |
||||||||
|
Класс Вр-II |
Класс В-II |
Итого |
|||||||||
|
Диаметр 5 мм |
Диаметр, мм |
Итого |
|||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
Сечение 20´0,7 мм |
|||||
|
ТН50-0 |
12,5 |
- |
51,9 |
- |
- |
- |
- |
51,9 |
63,9 |
6,9 |
70,8 |
|
ТН50-I |
- |
42,4 |
- |
- |
- |
- |
42,4 |
54,4 |
61,3 |
||
|
ТН50-II |
25,8 |
- |
- |
- |
- |
- |
25,8 |
37,8 |
44,7 |
||
|
ТН50-III |
25,8 |
- |
- |
- |
- |
- |
25,8 |
37,8 |
44,7 |
||
|
ТН60-0 |
11,2 |
- |
60,5 |
- |
- |
- |
- |
60,5 |
71,7 |
6,9 |
78,6 |
|
ТН60-I |
- |
56,3 |
- |
- |
- |
- |
56,3 |
67,5 |
74,4 |
||
|
ТН60-II |
34,3 |
- |
- |
- |
- |
- |
34,3 |
45,5 |
52,4 |
||
|
ТН60-III |
31,2 |
- |
- |
- |
- |
- |
31,2 |
42,4 |
49,3 |
||
|
ТН80-I |
16,0 |
- |
80,2 (113,4) |
- |
- |
- |
- |
80,2 (113,4) |
96,2 (129,4) |
10,4 |
106,6 (139,8) |
Пункт 6. Чертеж 2. Для каркаса К2 заменить значение: 3ВII на 4ВII; для каркаса К7 изменить значение: К6 на К6 (К6а); для каркаса К7 изменить значения: 7 на 7(7а), 4ВII (5ВII);
размеры l1, l обозначить от первого витка спиральной арматуры (слева).
Чертеж 3. Заменить размер: 6,2 на 5…6,2.
Таблица 5. Графы d3, m для каркасов К2, К5, К6, К7 изложить в новой редакции:
|
Марка каркаса |
Размеры, мм |
|
|
d3 |
m |
|
|
К2 К5 К6 (К6а) К7 (К7а) |
4 4 3 4 (5) |
22 20 18 (20) 18 (20) |
графу b исключить;
примечание дополнить словами: «Размеры l, l1, l2 справочные».
Таблица 6. Примечание изложить в новой редакции: «Примечание. Размеры разделительных полос приведены минимальными. Максимальные размеры определяются конструкцией режущего инструмента и способом изготовления полос. Допускается поз. 22 - 24 изготовлять из полосы сечением 20´0,7 мм».
Таблица 7. Для изделий марок К2, К5, К6,К7 графы «Позиция», «Диаметр или сечение, мм», «Длина, мм», «Общая длина, мм». «Выборка стали» изложить в новой редакции:
|
Марка изделия |
Позиция |
Диаметр или сечение, мм |
Длина, мм |
Общая длина, м |
Выборка стали |
||
|
Диаметр или сечение, мм |
Масса, кг |
Масса изделия, кг |
|||||
|
К2 |
2 |
4 |
432000 |
432 |
4ВII |
42,4 |
49,3 |
|
24 |
20´0,7 |
5220 |
62,64 |
20´0,7 |
6,9 |
||
|
К5 |
5 |
4 |
576500 |
576 |
4ВII |
56,3 |
63,2 |
|
23 |
20´0,7 |
5220 |
62,64 |
20´0,7 |
6,9 |
||
|
К6 (К6а) |
6 (6а)
|
3
|
623000 (566900)
|
623 (566,9)
|
3ВII
|
34,3 (31,2)
|
41,2 (38,1)
|
|
22 (23) |
20´0,7 |
5220 |
62,64 |
20´0,7 |
6,9 |
||
|
К7 (К7а) |
7 (7а)
|
4 (5)
|
818500 (736640)
|
818,5 (736,6)
|
4ВII (5ВII)
|
80,2 (113,4)
|
90,6 (123,8)
|
|
25 (26) |
20´0,7 |
5220 |
93,96 |
20´0,7 |
10,4 |
||
Пункт 7 после слов «набор втулок должны» изложить в новой редакции: «рассчитываться и приниматься в соответствии с требованиями СНиП 3.09.01-85. В спецификации стали на одно арматурное изделие (табл. 7) приведена длина арматуры в теле бетона трубы».
Пункт 8. Исключить слова: «Соединение концов арматуры допускается производить в соответствии с требованиями СН 324-72»;
таблица 8. Заменить ссылку: ГОСТ 7805-81 на ГОСТ 7805-70.
Пункт 9. Последний абзац. Заменить значение: 0,3 на 0,37;
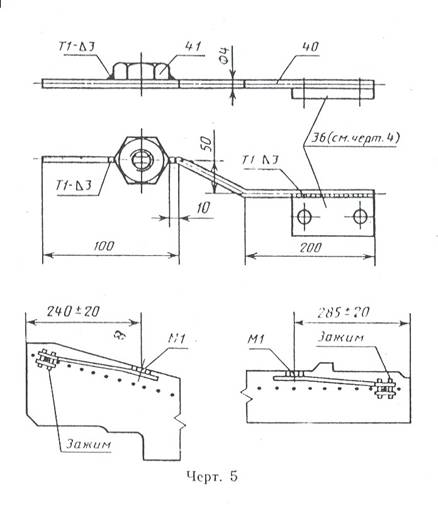
чертеж 5 заменить новым:
Таблицу 9 для позиции 40 изложить в новой редакции:
|
Позиция |
Эскиз стержня |
Диаметр или сечение, мм |
Длина, мм |
Количество |
Общая длина, м |
Выборка стали |
||
|
Диаметр или сечение, мм |
Масса, кг |
Масса изделия, кг |
||||||
|
40 |
_______ |
4ВрI |
450 |
1 |
0,45 |
4ВрI |
0,044 |
0,064 |
(ИУС № 4 1989 г.)