![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ Р 51896-2002 Насосы скважинные штанговые. Общие технические требования.
ГОСТ Р 51896-2002
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НАСОСЫ СКВАЖИННЫЕ ШТАНГОВЫЕ
Общие технические требования
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Автономной некоммерческой организацией по сертификации, экспертизе и подготовке специалистов в нефтегазовом комплексе «Технонефтегаз», Российским Государственным Университетом нефти и газа им. И.М. Губкина
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 30 мая 2002 г., № 222-ст
3 Стандарт гармонизирован с API Spec 11AX Американского нефтяного института на насосы штанговые погружные в части конструкции, типов и исполнения самих насосов и их основных узлов, диаметров насосно-компрессорных труб, условных диаметров скважинных насосов, точности изготовления цилиндров и плунжеров, групп материалов для изготовления узлов скважинных насосов в зависимости от условий эксплуатации
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСТ Р 51896-2002
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НАСОСЫ СКВАЖИННЫЕ ШТАНГОВЫЕ
Общие технические требования
Well sucker-rod pumps.
General technical requirements
Дата введения 2003-07-01
1 Область применения
Настоящий стандарт распространяется на скважинные штанговые насосы (далее - насосы) возвратно-поступательного действия, предназначенные для добычи нефти из скважин при обводненности продукции скважин до 99 %, температуре до 403 К (130 °С), содержании механических примесей до 1,3 г/л, содержании H2S и СО2 до 200 мг/л, минерализации воды до 200 мг/л и водородном показателе рН 4,0 - 8,0.
Насосы следует применять для эксплуатации скважин в умеренном и холодном климатических районах по ГОСТ 16350. Категория изделий - 5 по ГОСТ 15150.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.304-81 Единая система конструкторской документации. Шрифты чертежные
ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 9150-81 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 12969-67 Таблички для машин и приборов. Технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 13877-96 Штанги насосные и муфты к ним. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16350-80 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 скважинный штанговый насос: Насос объемного типа, приводимый в действие с помощью колонны насосных штанг, передающих возвратно-поступательное движение от привода, и предназначенный для откачки пластовой жидкости.
3.2 колонна насосных штанг: Составной или непрерывный стержень, соединяющий наземный привод с плунжером скважинного насоса.
3.3 цилиндр насоса: Составной или монолитный цилиндр, в котором размещен и перемещается рабочий орган возвратно-поступательного насоса - плунжер или поршень.
3.4 рабочий орган насоса: Плунжер или поршень штангового насоса, обеспечивающий работу возвратно-поступательного насоса. Рабочий орган соединен с помощью штока с колонной насосных штанг. Рабочий орган может быть проходным или глухим.
3.5 шток насоса: Сплошной или полый стержень, служащий для соединения колонны штанг с плунжером насоса; входит в состав насоса или колонны штанг. В верхней части он соединен с колонной штанг, а в нижней - с плунжером насоса.
3.6 переводник: Концевая деталь, с помощью которой насос соединяется с колонной насосно-компрессорных труб (НКТ) (верхний переводник) или с удлинителем (нижний или верхний переводник), а также с помощью которой соединяются цилиндры или плунжеры дифференциальных насосов.
3.7 удлинитель насоса: Патрубок, соединяющий цилиндр с переводниками и/или клапанными узлами насоса.
3.8 клапанные узлы: Узлы, обеспечивающие циклы всасывания и нагнетания скважинного штангового насоса. Клапаны могут быть одинарными или сдвоенными (расположенными последовательно).
3.9 замковая опора или якорь: Узел (или совокупность узлов), обеспечивающий фиксацию штангового насоса в колонне НКТ или обсадной колонне.
3.10 уплотнение насоса: Узел (или совокупность узлов), обеспечивающий разобщение зоны всасывания и нагнетания вставных штанговых насосов.
3.11 вставной насос: Скважинный штанговый насос, цилиндр которого спускается в скважину и извлекается из скважины на колонне насосных штанг.
3.12 невставной (трубный) насос: Скважинный штанговый насос, цилиндр которого спускается в скважину и извлекается из скважины на колонне насосно-компрессорных труб.
3.13 автосцеп: Узел (или совокупность узлов), обеспечивающий автоматическое соединение штока насоса и колонны штанг в скважине.
3.14 сливное устройство: Узел (или совокупность узлов), обеспечивающий автоматический слив пластовой жидкости из полости насоса или колонны насосно-компрессорных труб при подъеме штанг и/или плунжера из скважины.
4 Конструкция, основные параметры и размеры насосов
4.1 Типы насосов и обозначения конструкций должны соответствовать таблице 1.
Таблица 1 - Спецификация базовых типов насосов
|
Плунжерное уплотнение |
Манжетное уплотнение насосов |
||||
|
безвтулочных насосов |
втулочных насосов |
толстостенных |
тонкостенных |
||
|
толстостенных |
тонкостенных |
||||
|
1 Вставные насосы |
|||||
|
1.1 Неподвижный цилиндр, верхний якорь |
НВ1Б |
НВ1Т |
НВ1С |
НВ1Бм |
НВ1Тм |
|
1.2 Неподвижный цилиндр, нижний якорь |
НВ2Б |
НВ2Т |
НВ2С |
НВ2Бм |
НВ2Тм |
|
1.3 Подвижный цилиндр, нижний якорь |
НВ2Ц |
НВ2ЦТ |
- |
- |
- |
|
1.4 Неподвижный дифференциальный (ступенчатый) цилиндр, верхний якорь, для откачки вязкой жидкости |
НВ1Д1Б |
НВ1Д1Т |
- |
НВ1Д1Бм |
НВ1Д1Тм |
|
1.5 Неподвижный дифференциальный (ступенчатый) цилиндр, верхний якорь, для откачки газированной жидкости |
НВ1Д2Б |
НВ1Д2Т |
- |
НВ1Д2Бм |
НВ1Д2Тм |
|
2 Невставные (трубные) насосы |
|||||
|
2.1 Плунжер с захватным штоком всасывающего клапана |
- |
- |
НН1С |
- |
- |
|
2.2 Плунжер с захватом всасывающего клапана |
НН2Б |
НН2Т |
НН2С |
- |
- |
|
2.3 Плунжер с автосцепом и сливным клапаном |
ННАБ |
- |
- |
ННАБм |
- |
|
2.4 Плунжер дифференциальный (ступенчатый) с захватом всасывающего клапана |
НН2ДБ |
НН2ДТ |
- |
НН2ДБм |
- |
|
2.5 Плунжер дифференциальный (ступенчатый) с автосцепом и сливным устройством |
ННАД1Б |
ННДЦ1Т |
- |
ННАД1Бм |
- |
Насосы обозначают следующим образом:
Примеры условных обозначений насосов
Вставной насос с верхним расположением замковой опоры (якоря) гидравлического типа, дифференциальный для откачки сильно газированной жидкости с тонкостенным цилиндром и условными диаметрами цилиндров насоса 44 и 32 мм, длиной хода плунжера 3500 мм, длиной плунжеров по 1200 мм, второй группы посадки, износостойкого исполнения для работы с колонной НКТ условным диаметром 73 мм:
для экспорта: 73-НВ1Д2Т-Г-44/32-35-12-2-И
25-НВ1Д2Т-Г-175/125-144-48-2-И.
Невставной (трубный) насос с ловителем всасывающего клапана, толстостенным цилиндром, манжетным уплотнением плунжерной пары, условным диаметром 32 мм, длиной хода плунжера 3000 мм, длиной плунжера 1500 мм, коррозионно-стойкого исполнения для работы с колонной НКТ условным диаметром 60 мм:
для экспорта: 60-НН2Бм-32-30-15-К
20-НН2Бм -125-120-60-К.
При заказе насосов необходимы уточнения конструкции в части:
- материала и исполнения цилиндров;
- материала и исполнения плунжера;
- материала и исполнения клапанов;
- использования одинарных или сдвоенных клапанов.
4.2 Исполнение элементов насосов типа НВ1С - насосы вставные с верхним расположением опоры и втулочным цилиндром (рисунок 1) - должно соответствовать таблице А.1.

1 - замок и уплотнение насоса; 2 - шток; 3 - упор; 4 - цилиндр; 5 - контргайка; 6 - переводник плунжера; 7 - плунжер; 8 - нагнетательный клапан; 9 - всасывающий клапан; 10 - переводник насоса
Рисунок 1 - Схема насоса типа НВ1С
4.3 Исполнение элементов насосов типа НВ1Б - насосы вставные с верхним расположением опоры и толстостенным цилиндром (рисунок 2) - должно соответствовать таблице А.2.
1 - замок и уплотнение насоса; 2 - шток; 3 - упор; 4 - контргайка; 5 - переводник плунжера; 6 - цилиндр; 7 - плунжер; 8 - нагнетательный клапан; 9 - всасывающий клапан; 10 - переводник насоса
Рисунок 2 - Схема насоса типа НВ1Б
4.4 Исполнение элементов насосов типа НВ2С - насосы вставные с нижним расположением опоры и втулочным цилиндром (рисунок 3) - должно соответствовать таблице А.3.
1 - защитный клапан; 2 - упор; 3 - шток; 4 - цилиндр; 5 - контргайка; 6 - переводник плунжера; 7 - плунжер; 8 - нагнетательный клапан; 9 - всасывающий клапан; 10 - замковая опора; 11 - переводник насоса
Рисунок 3 - Схема насоса типа НВ2С
4.5 Исполнение элементов насосов типа НВ2Б - насосы вставные с нижним расположением опоры и толстостенным цилиндром (рисунок 4) - должно соответствовать таблице А.4.
1 - защитный клапан; 2 - упор; 3 - шток; 4 - контргайка; 5 - цилиндр; 6 - переводник плунжера; 7 - плунжер; 8 - замковая опора; 9 - всасывающий клапан; 10 - упорный ниппель с конусом; 11 - переводник насоса
Рисунок 4 - Схема насоса типа НВ2Б
4.6 Исполнение элементов насосов типа НВ2Ц - насосы вставные с нижним расположением опоры и подвижным толстостенным цилиндром (рисунок 5) - должно соответствовать таблице А.5.

1 - шток; 2 - нагнетательный клапан; 3 - цилиндр; 4 - всасывающий клапан; 5 - плунжер; 6 - патрубок-удлинитель; 7 - упорный ниппель с конусом; 8 - насосно-компрессорная труба с замковой опорой
Рисунок 5 - Схема насоса типа НВ2Ц
4.7 Исполнение элементов насосов типа НВ1БД1 - насосы вставные с верхним расположением опоры и дифференциальным цилиндром для откачки высоковязкой жидкости (рисунок 6) - должно соответствовать таблице А.6.
1 - шток; 2 - замок; 3 - упор; 4 - переводник плунжера; 5 - цилиндр разделителя; 6 - плунжер разделителя; 7 - полый шток; 8 - цилиндр насоса; 9 - клапанный блок; 10 - плунжер насоса; 11 - переводник насоса
Рисунок 6 - Схема насоса типа НВ1БД1
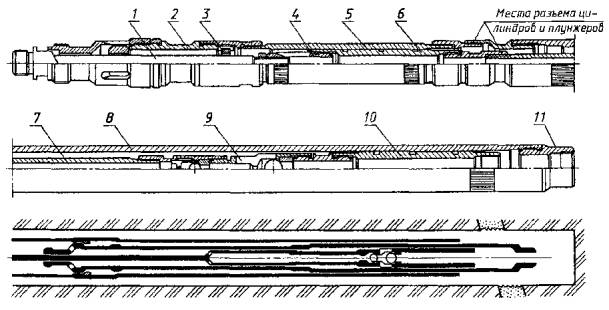
4.8 Исполнение элементов насосов типа НВ1БД2 - насосы вставные с верхним расположением опоры и дифференциальным цилиндром для откачки высокогазированной жидкости (рисунок 7) - должно соответствовать таблице А.7.
1 - шток; 2 - замок; 3 - упор; 4 - переводник плунжера; 5 - цилиндр верхнего насоса; 6 - плунжер верхнего насоса; 7 - полный шток; 8 - цилиндр нижнего насоса; 9 - клапанный блок; 10 - плунжер нижнего насоса; 11 - всасывающий клапан; 12 - переводник насоса
Рисунок 7 - Схема насоса типа НВ1БД2
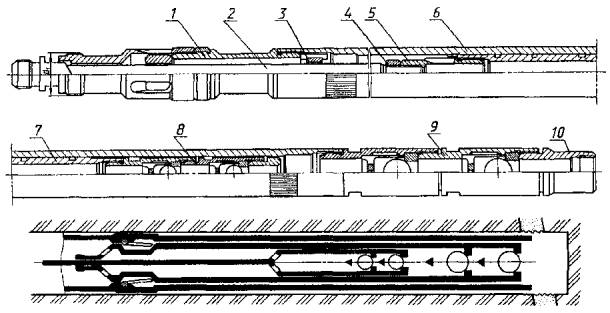
4.9 Исполнение элементов насосов типа НН1С - насосы невставные с втулочным цилиндром, захватным штоком всасывающего клапана и расположением нагнетательного клапана в верхней части проходного плунжера (рисунок 8) - должно соответствовать таблице А.8.
1 - цилиндр; 2 - шток; 3 - нагнетательный клапан; 4 - захватный шток; 5 - плунжер; 6 - наконечник плунжера; 7 - всасывающий клапан; 8 - седло конуса; опора всасывающего клапана; 9 - верхний переводник; 10 - нижний переводник
Рисунок 8 - Схема насоса типа НН1С
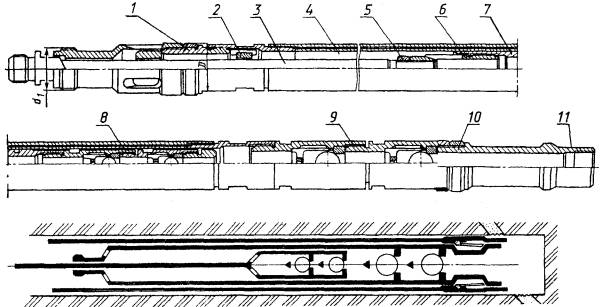
4.10 Исполнение элементов насосов типа НН2С - насосы невставные с втулочным цилиндром, ловителем всасывающего клапана и нагнетательным клапаном в нижней части проходного плунжера (рисунок 9) - должно соответствовать таблице А.9.
1 - цилиндр; 2 - шток; 3 - переводник плунжера; 4 - плунжер; 5 - нагнетательный клапан; 6 - шток ловителя; 7 - всасывающий клапан; 8 - опора всасывающего клапана; 9 - верхний переводник; 10 - нижний переводник
Рисунок 9 - Схема насоса типа НН2С
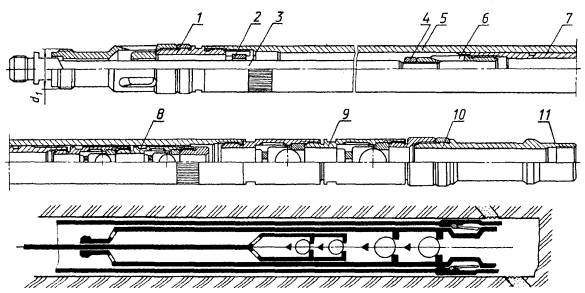
4.11 Исполнение элементов насосов типа НН2Б - насосы невставные с толстостенным цельным цилиндром, ловителем всасывающего клапана и нагнетательным клапаном в нижней части проходного плунжера (рисунок 10) - должно соответствовать таблице А.10.

1 - цилиндр; 2 - шток; 3 - переводник плунжера; 4 - плунжер; 5 - нагнетательный клапан; 6 - шток ловителя; 7 - всасывающий клапан; 8 - переводник насоса; 9 - верхний переводник; 10 - нижний переводник
Рисунок 10 - Насос типа НН2Б
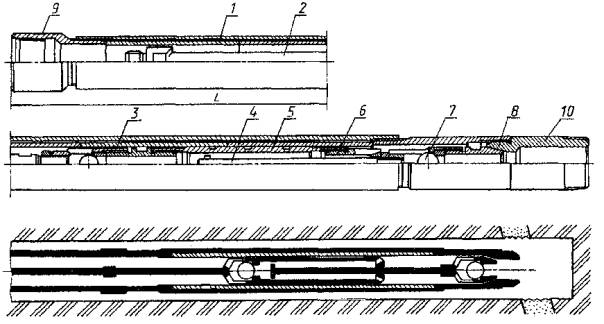
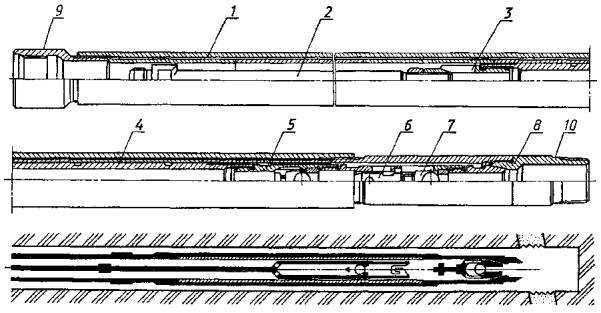
4.12 Исполнение элементов насосов типа ННАБ - насосы невставные с толстостенным цельным цилиндром, автосцепом, сливным устройством и нагнетательным клапаном в нижней части проходного плунжера (рисунок 11) - должно соответствовать таблице А.11.
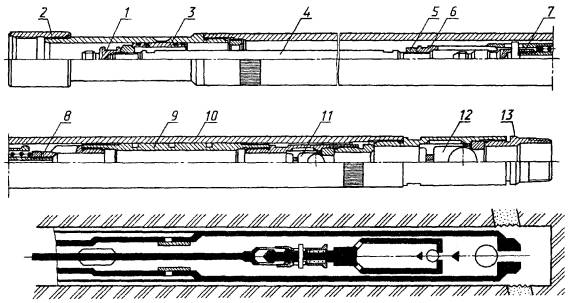
1 - переводник штока; 2 - верхний переводник; 3 - сливное устройство; 4 - шток; 5 - контргайка; 6 - цанговый захват; 7 - сцепляющее устройство; 8 - переводник плунжера; 9 - плунжер; 10 - цилиндр; 11 - нагнетательный клапан; 12 - всасывающий клапан; 13 - переводник насоса
Рисунок 11 - Схема насоса типа ННАБ
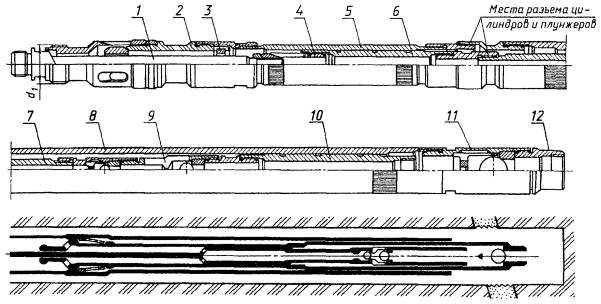
4.13 Исполнение элементов насосов типа ННБД1 - насосы невставные с дифференциальным толстостенным цилиндром для откачки высоковязкой жидкости (рисунок 12) - должно соответствовать таблице А.12.

1, 8 - штоки; 2 - переводник плунжера; 3 - цилиндр насоса; 4, 10 - плунжеры; 5 - нагнетательный клапан; 6 - клапанный блок; 7 - всасывающий клапан; 9 - цилиндр гидроусилителя; 11 - наконечник; 12 - разрядный клапан; 13 - переводник насоса
Рисунок 12 - Схема насоса типа ННБД1
4.14 При поставках насосов на экспорт верхний переводник насоса должен иметь резьбу насосно-компрессорных труб по [1], верхний переводник штока плунжера вставных насосов - резьбу насосных штанг по [2], нижний переводник (для подсоединения фильтров и других защитных приспособлений) - резьбу НКТ по [1]. Соответствие насосов по ГОСТ Р и [3] приведено в таблице 2. При этом параметры резьбы должны соответствовать следующим значениям:
- шаг - 2,54 мм (10 ниток на дюйм);
- высота профиля - 1,41 мм;
- угол профиля - 60°;
- конусность - 1:16;
- предельные отклонения от номинальных размеров:
- шаг резьбы ± 0,076 мм - на длине 25,4 мм;
± 0,152 мм - на всей длине резьбы;
- конусность
резьбы на длине 100 мм ![]()
Таблица 2 - Соответствие обозначения насосов по настоящему стандарту и API Spec 11 АХ
|
API |
ГОСТ Р |
API |
|
|
60-НВ1Б 27-18-12 |
20-106-RHAM-8-4-4 |
73-НВ1Б 44-12-12 |
20-175-RHAM-6-4-3 |
|
60-НВ1Б 27-18-15 |
20-106-RHAM-10-5-4 |
73-НВ1Б 44-18-12 |
20-175-RHAM-8-4-3 |
|
60-НВ1Б 27-25-15 |
20-106-RHAM-10-5-4 |
73-НВ1Б 44-25-12 |
20-175-RHAM-10-4-3 |
|
60-НВ1Б 27-25-12 |
20-106-RHAM-12-4-4 |
73-НВ1Б 44-30-12 |
20-175-RHAM-12-4-4 |
|
60-НВ1Б 27-30-15 |
20-106-RHAM-12-5-4 |
73-НВ1Б 44-35-12 |
20-175-RHAM-14-4-3 |
|
60-НВ1Б 27-30-18 |
20-106-RHAM-14-6-4 |
73-НВ2Б 44-35-15 |
20-175-RHBM-14-5-4 |
|
60-НВ1Б 32-12-12 |
20-125-RHAM-6-4-3 |
89-НВ1Б 57-18-12 |
30-225-RHAM-8-4-3 |
|
60-НВ1Б 32-18-18 |
20-125-RHAM-10-6-4 |
89-НВ1Б 57-25-12 |
30-225-RHAM-10-4-3 |
|
60-НВ1Б 32-25-12 |
20-125-RHAM-10-4-4 |
89-НВ1Б 57-30-12 |
30-225-RHAM-12-4-4 |
|
60-НВ1Б 32-30-12 |
20-125-RHAM-12-4-4 |
89-НВ1Б 57-35-12 |
30-225-RHAM-13-4-4 |
|
60-НВ1Б 32-30-18 |
20-125-RHAM-12-6-4 |
89-НВ2Б 57-30-15 |
30-225-RHBM-13-5-4 |
|
60-НВ2Б 32-30-18 |
20-125-RHBM-12-6-4 |
89-НВ2Б 57-35-15 |
30-225-RHBM-14-5-4 |
|
73-НВ1Б 38-12-12 |
25-150-RHAM-6-4-3 |
48-НН2Б 32-30-12 |
15-125-TH-12-4-4 |
|
73-НВ1Б 38-18-12 |
25-150-RHAM-8-4-3 |
60-НН2Б 44-12-12 |
20-175-TH-6-4-5 |
|
73-НВ1Б 38-18-15 |
25-150-RHAM-8-5-4 |
60-НН2Б 44-18-12 |
20-175-TH-8-4-5 |
|
73-НВ1Б 38-25-15 |
25-150-RHAM-10-5-4 |
60-НН2Б 44-25-12 |
20-175-TH-10-4-5 |
|
73-НВ1Б 38-25-12 |
25-150-RHAM-10-4-4 |
60-НН2Б 44-30-12 |
20-175-TH-12-4-5 |
|
73-НВ1Б 38-30-15 |
25-150-RHAM-12-5-4 |
60-НН2Б 44-35-12 |
20-175-TH-14-4-5 |
|
73-НВ1Б 38-30-15 |
25-150-RHAM1-12-5-4 |
73-НН2Б 57-12-12 |
25-225-TH-6-4-5 |
|
73-НВ1Б 38-35-12 |
25-150-RHAM-14-4-3 |
73-НН2Б 57-18-12 |
25-225-TH-8-4-5 |
|
73-НВ1Б 38-35-15 |
25-150-RHAM-14-5-4 |
73-HH2Б 57-25-12 |
25-225-TH-10-4-5 |
|
48-НН2С 27-09-12 |
15-106-TL-6-4-2 |
73-НН2Б 57-30-12 |
25-225-TH-12-4-5 |
|
48-НН2С 32-09-12 |
15-125-TL-6-4-2 |
73-HH2Б 57-35-12 |
25-225-TH-14-4-4 |
|
60-НН2С 44-09-15 |
20-175-TL-6-5-2 |
89-HH2Б 70-30-15 |
30-275-TH-12-5-4 |
|
73-НН2С 57-09-12 |
25-225-TL-6-4-2 |
114-HH2Б 95-30-12 |
40-375-TH-12-4-4 |
5 Конструкция, основные параметры и размеры узлов насосов
5.1 Цилиндры насосов допускается изготовлять в трех исполнениях:
ЦБ - цилиндр цельный безвтулочный толстостенный;
ЦТ - цилиндр цельный безвтулочный тонкостенный;
ЦС - цилиндр втулочный (составной) из набора втулок, стянутых внутри кожуха переводниками.
Толстостенные (рисунок 13) и тонкостенные безвтулочные цилиндры следует изготовлять из прецизионных холоднотянутых труб, материал которых определяется условиями эксплуатации насосов. Внутренняя поверхность цилиндра после механической обработки должна быть подвергнута термохимическому упрочнению, например азотированию, на глубину 0,2 - 0,5 мм. Твердость упрочненного слоя - HV 8,7 ... 11,2 ГПа (870 ... 1124 кгс/мм2). Отношение наружного и внутреннего диаметров (D/d) для толстостенных цилиндров составляет 1,15 - 1,5, для тонкостенных - 1,1. Характеристика безвтулочных цилиндров представлена в таблице 3.
Основные характеристики ШСН и их составляющих, изготовляемых предприятиями по [3], представлены в приложении А.
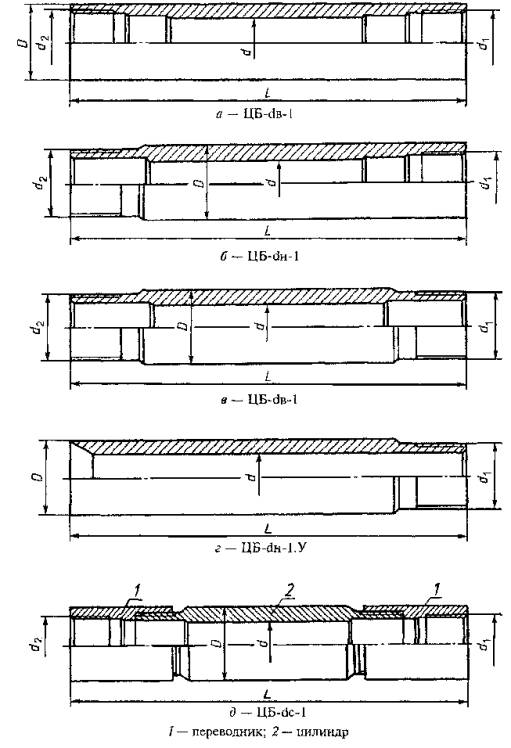
Рисунок 13 - Схема цилиндров исполнения ЦБ
Таблица 3 - Характеристика безвтулочных цилиндров насосов
Размеры в миллиметрах
|
Условный размер насоса |
Наружный диаметр цилиндра D |
Номинальный внутренний диаметр цилиндра d+0,05 |
Резьба на нижнем/верхнем конце d1/d2 |
Длина цилиндра при длине хода плунжера |
|||||||
|
1200 |
1800 |
2500 |
3000 |
3500 |
4500 |
6000 |
|||||
|
ЦБ-27в-L |
27 |
38,5 |
26,99 |
M33´1,5 |
3300 |
3900 4500 |
4500 5100 |
5100 5700 |
- |
- |
- |
|
ЦБ-32в-L |
32 |
45 |
31,75 |
М38´1,5 |
3300 |
3900 4500 4800 |
4500 5100 5700 |
5100 5700 6000 |
- |
- |
- |
|
ЦБ-38в-L |
38 |
57 |
38,10 |
СпМ44´1,5 |
3300 |
3900 4200 |
4500 4800 5700 |
5100 5400 5700 |
5700 6000 6300 |
- |
- |
|
ЦБ-38с-L |
38 |
57 |
38,10 |
СпМ44´1,5 |
- |
- |
- |
- |
- |
6600 6900 7200 |
8100 8400 8700 |
|
ЦБ-44в-L |
44 |
57 |
44,45 |
М50´1,5 |
3300 |
3900 |
4500 5100 |
5100 5100 |
5700 6600 |
- |
- |
|
ЦБ-44с-L |
- |
- |
- |
- |
- |
6600 7200 |
8100 8700 |
||||
|
ЦБ-50с-L |
50 |
59,7 |
50,80 |
||||||||
|
ЦБ-50в-L |
|||||||||||
|
ЦБ-57в-L |
57 |
73 |
57,15 |
М62´2 |
- |
3900 3600 |
4500 4200 |
5100 5700 4800 |
5700 6600 5400 |
- |
- |
|
ЦБ-57с-L |
- |
- |
- |
- |
- |
6600 7200 |
8100 8700 |
||||
|
ЦБ-38в-L |
38 |
51 |
38,10 |
М48´1,5 |
- |
3300 |
3900 |
4500 |
5100 |
- |
- |
|
ЦБ-32н-L |
32 |
45 |
31,75 |
М38´1,5 СпМ43´1,5 |
2700 |
3300 |
3900 |
4500 |
- |
- |
- |
|
ЦБ-44н-L |
44 |
60 |
44,45 |
М52´1,5 М58´1,5 |
2800 |
3400 |
4000 |
4600 |
5200 |
6100 |
- |
|
ЦБ-57н-L |
57 |
73 |
57,15 |
М64´1,5 М70´2 |
2800 |
3400 |
4000 |
4600 |
5200 |
6100 |
- |
|
ЦБ-63н-L |
63 |
73 |
63,50 |
||||||||
|
ЦБ-70н-L |
70 |
86 |
69,85 |
М78´2 СпМ84´2 |
- |
- |
4000 |
4600 |
5200 |
6100 |
- |
|
ЦБ-95н-L |
95 |
111 |
95,25 |
СпМ102´2 СпМ108´2 |
- |
- |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦБ-44н-L |
44 |
57 |
44,45 |
М55´1,5 |
- |
3900 |
4500 |
5100 |
5700 |
6600 |
- |
|
ЦБ-57н-L |
57 |
70 |
57,15 |
М64´1,5 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦТ-57н-L |
57 |
65 |
57,15 |
М64´1,5 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦТ-57в-L |
57 |
65 |
57,15 |
М64´1,5 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦТ-70н-L |
70 |
80 |
69,85 |
М78´2 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦТ-70в-L |
70 |
80 |
69,85 |
М78´2 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦТ-95в-L |
95 |
105 |
95,25 |
СпМ104´2 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
|
ЦТ-95н-L |
95 |
105 |
95,25 |
СпМ96´2 |
- |
3600 |
4200 |
4800 |
5400 |
6300 |
- |
Втулочные (составные) цилиндры (рисунок 14) состоят из корпуса, стальных или чугунных втулок и переводников, обеспечивающих стяжку и герметизацию втулок по их торцам. Характеристика цилиндров приведена в таблице 4.
Корпус насоса представляет собой трубу, изготовленную из низколегированной конструкционной стали.
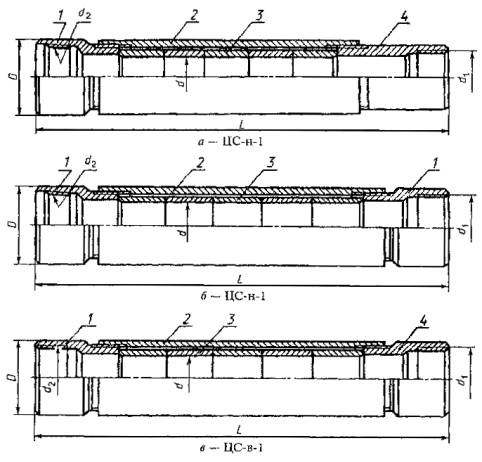
1 - переводник цилиндра; 2 - корпус; 3 - втулки; 4 - переводник удлинителя
Рисунок 14 - Схема цилиндров исполнения ЦС
Таблица 4 - Характеристика составных цилиндров насосов
Размеры в миллиметрах
|
Условный размер насоса |
Наружный диаметр цилиндра D |
Номинальный внутренний диаметр цилиндра d+0,05 |
Резьба на нижнем/верхнем конце d1/d2 |
Длина цилиндра при длине хода плунжера |
|||||
|
1200 |
1800 |
2500 |
3000 |
3500 |
|||||
|
ЦС-27в-L |
27 |
38,5 |
26,99 |
М33´1,5 |
3300 |
3900 4500 |
4500 5100 |
5100 5700 |
- |
|
ЦС-32в-L |
32 |
45 |
31,75 |
М38´1,5 |
3300 |
3900 4200 4500 |
4500 5100 5700 |
5100 5700 6000 |
- |
|
ЦС-38в-L |
38 |
51 |
38,10 |
СпМ44´1,5 |
3300 |
3900 4200 |
4500 4800 5700 |
5100 5400 5700 |
5700 6000 6300 |
|
ЦС-38н-L |
38 |
51 |
38,10 |
СпМ44´1,5 |
3300 |
3900 4200 |
4500 4800 5700 |
5100 5400 5700 |
5700 6000 6300 |
|
ЦС-44в-L |
44 |
57 |
44,45 |
М50´1,5 |
3300 |
3900 |
4500 5100 |
5100 5100 |
5700 6600 |
|
ЦС-44н-L |
3300 |
3900 |
4500 5100 |
5100 5100 |
5700 6600 |
||||
|
ЦС-50в-L |
50 |
63 |
50,80 |
||||||
|
ЦС-50н-L |
|||||||||
|
ЦС-57в-L |
57 |
70 |
57,15 |
М62´2 |
- |
3900 3600 |
4500 4200 |
5100 5700 4800 |
5700 |
|
6600 |
|||||||||
|
5400 |
|||||||||
|
ЦС-57н-L |
- |
3900 3600 |
4500 4200 |
5100 5700 4800 |
5700 6600 5400 |
||||
|
ЦС-63в-L |
63 |
73 |
63,50 |
||||||
|
ЦС-63н-L |
|||||||||
|
ЦС-70н-L |
70 |
86 |
69,85 |
М78´2 СпМ84´2 |
- |
- |
4000 |
4600 |
5200 |
|
ЦС-95н-L |
95 |
111 |
95,25 |
СпМ102´2 СпМ108´2 |
- |
- |
4200 |
4800 |
5400 |
Втулки изготовляют из сталей марок 38Х2МЮА, 50Г, 40Х, 45, а также из серого чугуна СЧ28-48. Внутреннюю поверхность втулок после механической обработки азотируют (сталь 38Х2МЮА) или подвергают закалке ТВЧ. Материалы, рекомендуемые для изготовления цельных и составных цилиндров в зависимости от условий эксплуатации, приведены в таблице 5.
Таблица 5 - Материал цилиндров и условия эксплуатации
|
Условия эксплуатации |
|
|
Углеродистая сталь с упрочнением внутренней поверхности, серый чугун |
Некорродирующая неочищенная нефть без абразивных компонентов |
|
Углеродистая сталь с термохимическим упрочнением внутренней поверхности, низколегированная сталь с термохимическим упрочнением, серый чугун |
Некорродирующая обводненная неочищенная нефть с немногими абразивными компонентами |
|
Углеродистая и низколегированная сталь с твердохромированным покрытием внутренней поверхности |
Обводненная неочищенная нефть с невысокой коррозией соленой водой и повышенным содержанием абразивных компонентов |
|
Закаленная нержавеющая сталь |
Сильно обводненная неочищенная нефть с высокой коррозией соленой водой и немногими абразивными компонентами |
|
Монель-металл |
Сильно обводненная неочищенная нефть для тяжелых условий коррозии соленой водой с СО2 и H2S, без абразивных компонентов |
|
Монель-металл, сталь с твердохромированным покрытием внутренней поверхности |
Сильно обводненная неочищенная нефть для тяжелых условий коррозии соленой водой с СО2 и H2S и повышенным содержанием абразивных компонентов |
5.2 Плунжеры насосов изготовляют следующих исполнений:
П1Х - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и хромовым покрытием наружной поверхности;
П2Х - с кольцевыми канавками и хромовым покрытием наружной поверхности;
П1А - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и азотированной наружной поверхностью;
П2А - с кольцевыми канавками и азотированной наружной поверхностью;
П1И - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и упрочнением наружной поверхности методом напыления;
П2И - с кольцевыми канавками и упрочнением наружной поверхности методом напыления;
П1НХ - с кольцевыми канавками, цилиндрической расточкой на верхнем конце, хромовым покрытием наружной поверхности и наружной присоединительной резьбой;
П1НИ - с кольцевыми канавками, цилиндрической расточкой на верхнем конце, упрочнением наружной поверхности методом напыления и наружной присоединительной резьбой;
П1Нм - с манжетными (металлическими и неметаллическими) уплотнителями и наружной присоединительной резьбой (см. рисунок 15 и таблицу 6).

Рисунок 15 - Плунжеры
Таблица 6 - Характеристика плунжеров
Размеры в миллиметрах
|
Наружный диаметр D-0,013 (кратный 0,025) |
Присоединительная резьба |
Длина |
|
|
П1Х-27-12 П1А-27-12 П1Х-27-18 П1А-27-18 |
26,89 - 26,99 |
М24´1,5 |
900 1200 1500 1800 |
|
П1Х-32-12 П1А-32-12 П1Х-32-18 П1А-32-18 |
31,65 - 31,75 |
М27´1,5 |
900 1200 1500 1800 |
|
П1Х-38-12 П1А-38-12 П1Х-38-15 П1А-38-15 П1Х-38-18 П1А-38-18 |
38,00 - 38,10 |
М33´1,5 |
1200 1500 1800 |
|
П1Х-44-12 П1А-44-12 П1Х-44-18 П1А-44-18 |
44,35 - 44,45 |
М38´1,5 |
1200 1500 1800 |
|
П1Х-50-12 П1А-50-12 П1Х-50-18 П1А-50-18 |
50,70 - 50,80 |
М48´1,5 |
1200 1500 1800 |
|
П1Х-57-12 П1А-57-12 П1Х-57-18 П1А-57-18 |
57,05 - 57,15 |
М50´1,5 |
1200 1500 1800 |
|
П1Х-63-12 П1А-63-12 П1Х-63-18 П1А-63-18 |
63,40 - 63,50 |
М62´2 |
1200 1500 1800 |
|
П2Х-27-12 П2А-27-12 |
26,89 - 26,99 |
М24´1,5 |
900 1200 1500 |
|
П2Х-32-12 П2А-32-12 |
31,65 - 31,75 |
М27´1,5 |
|
|
П2Х-44-12 П2А-44-12 |
44,35 - 44,45 |
М38´1,5 |
|
|
П2Х-44-18 П2А-44-18 |
1800 |
||
|
П2Х-50-12 П2А-50-12 П2Х-50-18 П2А-50-18 |
50,70 - 50,80 |
М48´1,5 |
1200 1500 1800 |
|
П2Х-57-12 П2А-57-12 П2Х-57-15 П2А-57-15 |
57,05 - 57,15 |
М50´1,5 |
1200 1500 1800 |
|
П2Х-63-12 П2А-63-12 П2Х-63-18 П2А-63-18 |
63,40 - 63,50 |
М62´2 |
1200 1500 1800 |
|
П2Х-70-12 П2А-70-12 |
69,75 - 69,85 |
М62´2 |
1200 1500 |
|
П2Х-95-12 П2А-95-12 |
95,15 - 95,25 |
М82´2 |
|
|
П1И-27-12 П1И-27-18 |
26,89 - 26,99 |
М24´1,5 |
1200 1500 1800 |
|
П1И-32-12 П1И-32-18 |
31,65 - 31,75 |
М27´1,5 |
1200 1500 1800 |
|
П1И-38-12 П1И-38-15 П1И-38-18 |
38,00 - 38,10 |
М33´1,5 |
1200 1500 1800 |
|
П1И-44-12 П1И-44-18 |
44,35 - 44,45 |
М38´1,5 |
1200 1500 1800 |
|
П1И-57-12 П1И-57-18 |
57,05 - 57,15 |
М50´1,5 |
1200 1500 1800 |
|
П2И-27-12 |
26,89 - 26,99 |
М24´1,5 |
1200 |
|
П2И-32-12 |
31,65 - 31,75 |
М32´1,5 |
1200 |
|
П2И-44-12 П2И-44-18 |
44,35 - 44,45 |
М38´1,5 |
1200 1500 1800 |
|
П2И-57-12 П2И-57-15 |
57,05 - 57,15 |
М50´1,5 |
1200 1500 |
|
П2И-70-12 |
69,75 - 69,85 |
М62´2 |
1200 |
|
П2И-95-12 |
95,15 - 95,25 |
М82´2 |
|
|
П1Нм-44-05 |
44,35 - 44,45 |
М38´1,5 |
500 |
|
П1Нм-57-05 |
57,05 - 57,15 |
М50´1,5 |
500 |
|
П1Нм-70-05 |
69,75 - 69,85 |
М62´2 |
500 |
|
П1Нм-95-05 |
95,15 - 95,25 |
М82´2 |
500 |
Кроме указанных типов плунжеров допускается изготовлять плунжеры с гладкой цилиндрической поверхностью и винтовой канавкой.
Плунжеры изготовляют из цельнотянутых стальных труб со стенкой толщиной 5-9,5 мм и длиной 1200, 1500 и 1800 мм.
Для повышения износостойкости и коррозионной стойкости плунжера применяется хромирование. Толщина хромового покрытия - не менее 0,08 мм, микротвердость покрытия - HV 7,5...11,0 ГПа (750...1100 кгс/мм2).
Допускается вместо хромирования применять химико-термическую (азотирование), термическую (закалка ТВЧ) обработку или нанесение порошковых покрытий. В качестве окончательной механической обработки наружной поверхности плунжера следует применять последовательно шлифование и полирование.
Рабочие поверхности цилиндра и плунжера рекомендуется выполнять разной твердости для обеспечения приработки деталей и их минимального суммарного износа.
Материалы, рекомендуемые для изготовления плунжеров в зависимости от условий эксплуатации, приведены в таблице 7.
Таблица 7 - Материалы, рекомендуемые для изготовления плунжеров
|
Условия эксплуатации |
|
|
Углеродистая сталь |
Некорродирующая нефть без абразивных компонентов |
|
Закаленная углеродистая сталь или углеродистая сталь с твердохромированным покрытием |
Некорродирующая нефть с малым количеством абразива |
|
Углеродистая сталь с твердосплавным покрытием |
Некорродирующая нефть с повышенным содержанием абразивных компонентов |
|
Углеродистая сталь, низколегированная сталь с твердохромированным покрытием |
Обводненная нефть с невысокой коррозией соленой водой и абразивными компонентами |
|
Углеродистая или нержавеющая сталь, углеродистая сталь с твердохромированным покрытием |
Обводненная нефть с повышенной коррозией соленой водой и абразивными компонентами |
|
Углеродистая или нержавеющая сталь, углеродистая сталь с твердохромированным покрытием |
Сильно обводненная нефть с повышенной коррозией соленой водой, без абразивных компонентов |
|
Нержавеющая сталь с твердосплавным покрытием |
Преимущественно обводненная нефть, для тяжелых условий коррозии соленой водой с СО2 и H2S, с высоким содержанием абразивных компонентов |
|
Нержавеющая сталь с глиноземистым твердым покрытием |
Соленая вода с нефтью, для тяжелых условий коррозии с соленой водой с СО2 и H2S, с высоким содержанием абразивных компонентов |
|
Плунжер с уплотнительными манжетами, улучшенная углеродистая сталь |
Смесь нефти и соленой воды, преимущественно абразивная, при очень низкой коррозии соленой водой |
|
Плунжер с уплотнительными манжетами и опорными кольцами, нержавеющая сталь |
Смесь нефти и соленой воды, преимущественно абразивная, с повышенной коррозией соленой водой |
|
Плунжер с пазами для установки уплотнительных колец, улучшенная углеродистая сталь |
Смесь нефти и соленой воды, преимущественно абразивная, при низкой коррозии соленой водой |
В зависимости от величины зазора между плунжером и цилиндром предусмотрены группы посадок, указанные в таблице 8.
Таблица 8 - Группы посадок сопряжения «плунжер-цилиндр»
Размеры в миллиметрах
|
Минимальный зазор |
Максимальный зазор с учетом допуска на изготовление цилиндра и плунжера |
|
|
1 |
0,0 |
0,063 |
|
2 |
0,025 |
0,088 |
|
3 |
0,050 |
0,113 |
|
4 |
0,075 |
0,138 |
|
5 |
0,100 |
0,163 |
5.3 Клапаны насосов могут иметь два исполнения по конструкции седла клапана - с цилиндрическим седлом и цилиндрическим седлом с буртом (рисунок 16). Оба исполнения могут иметь нормальный и уменьшенный диаметры шара.
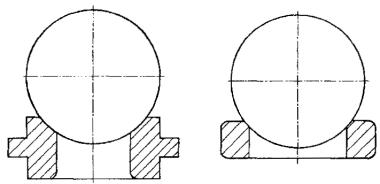
а - клапан КБ; б - клапан К
Рисунок 16 - Конструктивное исполнение седел клапанов
Характеристика клапанов приведена в таблице 9.
Таблица 9 - Характеристика клапанов
Размеры в миллиметрах
|
Нормальный размер шара |
Обозначение клапана |
Уменьшенный размер шара |
|||||
|
Диаметр седла |
Диаметр шара |
Высота клапана |
Диаметр седла |
Диаметр шара |
Высота клапана |
||
|
K-223-159 |
22,35 |
15,875 |
23,1 - 24,4 |
K-223-143 |
22,35 |
14,288 |
21,9 - 23,2 |
|
K-223-175 |
22,35 |
17,462 |
24,3 - 25,5 |
||||
|
K-253-190 |
25,35 |
19,05 |
25,4 - 26,7 |
K-253-175 |
25,35 |
17,468 |
24,3 - 25,5 |
|
K-253-222 |
25,35 |
22,225 |
27,9 - 29,1 |
||||
|
K-313-238 |
31,35 |
23,813 |
31,5 - 32,8 |
КБ-313-238 |
31,35 |
23,813 |
31,5 - 32,8 |
|
КБ-313-222 |
31,35 |
22,225 |
30,4 - 31,6 |
||||
|
K-363-270 |
36,35 |
26,988 |
33,9 - 35,2 |
КБ-363-270 |
36,35 |
26,988 |
33,9 - 35,2 |
|
КБ-363-254 |
36,35 |
25,4 |
32,8 - 34 |
||||
|
K-363-286 |
36,35 |
28,575 |
35,1 - 36,4 |
КБ-363-286 |
36,35 |
28,575 |
35,1 - 36,4 |
|
K-423-317 |
42,35 |
31,75 |
37,4 - 38,8 |
КБ-423-317 |
42,35 |
31,75 |
37,4 - 38,8 |
|
K-483-349 |
48,35 |
34,925 |
39,8 - 41,1 |
КБ-483-349 |
48,35 |
34,925 |
39,8 - 41,1 |
|
КБ-483-317 |
38,35 |
31,75 |
37,4 - 38,8 |
||||
|
K-483-381 |
48,35 |
38,1 |
42,2 - 43,5 |
КБ-483-381 |
48,35 |
38,1 |
42,2 - 43,5 |
|
K-603-429 |
60,35 |
42,862 |
50,8 - 52,1 |
КБ-603-429 |
60,35 |
42,862 |
50,8 - 52,1 |
|
КБ-603-381 |
60,35 |
38,1 |
42,2 - 43,5 |
||||
|
K-603-508 |
60,35 |
50,8 |
56,7 - 58,1 |
КБ-603-508 |
60,35 |
50,8 |
56,7 - 58,1 |
|
K-738-540 |
73,8 |
53,975 |
59 - 60,4 |
K-738-508 |
73,8 |
50,8 |
56,7 - 58,1 |
|
K-798-600 |
79,8 |
60 |
68,5 - 70,0 |
КБ-798-600 |
79,8 |
60,0 |
68,5 - 70 |
|
K-798-698 |
79,8 |
69,8 |
75,8 - 77,3 |
КБ-798-698 |
79,8 |
69,85 |
75,8 - 77,3 |
|
K-878-698 |
87,8 |
КБ-878-600 |
87,8 |
60,0 |
68,5 - 70 |
||
|
K-978-730 |
97,8 |
73,025 |
78,2 - 79,7 |
K-978-762 |
97,8 |
76,2 |
80,6 - 82,1 |
|
K-1038-762 |
103,8 |
76,2 |
80,6 - 82,1 |
||||
В зависимости от характера откачиваемой среды детали клапанов изготовляют из различных материалов, приведенных в таблице 10.
Таблица 10 - Материалы деталей клапанов насосов
|
Материал седла |
|
|
Нержавеющая закаленная сталь |
Нержавеющая закаленная сталь |
|
Нержавеющая закаленная сталь |
Спеченный металлопорошок |
|
Нержавеющая закаленная сталь |
Твердый сплав (карбид вольфрама) |
|
Нержавеющая закаленная сталь |
Нержавеющая закаленная сталь с кольцом из твердого сплава (карбид вольфрама) |
|
Твердый сплав (карбид вольфрама) |
Твердый сплав (карбид вольфрама) |
|
Металлокерамика |
Нержавеющая закаленная сталь с кольцом из твердого сплава (карбид вольфрама), |
|
Стеллит (сплав кобальта, никеля и хрома) |
Стеллит (сплав кобальта, никеля и хрома) |
5.4 Присоединительные узлы (переводники, удлинители и пр.) насосов могут иметь следующие исполнения:
- с внутренней резьбой насосно-компрессорных труб для соединения с колонной НКТ и внутренней метрической резьбой для соединения с цилиндром насоса;
- с внутренней резьбой насосно-компрессорных труб для соединения с колонной НКТ и наружной метрической резьбой для соединения с цилиндром насоса;
- с внутренней трубной резьбой для соединения с хвостовиками и внутренней метрической резьбой для соединения с цилиндром насоса;
- с внутренней трубной резьбой для соединения с хвостовиками и наружной метрической резьбой для соединения с цилиндром насоса.
При экспортных поставках резьбу насосно-компрессорных труб и трубную резьбу следует выполнять по [1]. При этом параметры резьбы должны соответствовать значениям, указанным в 4.14.
Переводник плунжера или плунжерного штока должен иметь метрическую резьбу для присоединения к плунжеру или штоку и внутреннюю резьбу насосных штанг по ГОСТ 13877 или по [2] (при экспортном исполнении).
Переводники насосов следует изготовлять из низколегированных и углеродистых конструкционных сталей.
Поставку запасных частей согласовывают с потребителем.
5.5 Замковая опора (якорь) вставных насосов вместе с уплотнением насоса должна обеспечивать герметичное закрепление насоса в опорной муфте колонны НКТ на заданной глубине скважины.
Вставные насосы с неподвижным цилиндром могут иметь в зависимости от исполнения замковые опоры в верхней или в нижней части насоса. Насосы с подвижным цилиндром могут иметь замковые опоры только в нижней части насоса.
Замковая опора может иметь механический или гидравлический якорь, который должен предотвращать срыв насоса под действием усилий трения, возникающих между цилиндром и движущимся вверх плунжером.
Механический якорь должен обеспечивать фиксацию и уплотнение вставного насоса за счет силового воздействия и геометрического замыкания.
Механический якорь опоры типа 31 располагается в верхней части вставного насоса и состоит из фиксирующего и уплотнительного устройства (рисунок 17, а). Фиксирующее устройство имеет цанговую пружину и ответную деталь - упорный ниппель. Уплотнительное устройство состоит из седла и уплотнительного кольца, сопряжение между которыми происходит по конической поверхности. Допускается исполнение уплотнительного устройства с дополнительным уплотнительным неметаллическим кольцом, расположенным в цилиндрической расточке опорной муфты.
Механический якорь замковой опоры типа 32 (рисунок 17, б) расположен в нижней части вставного насоса и имеет конструкцию, аналогичную опоре 31.
Гидравлические замки опор 31 и 32 (рисунок 17, в) состоят из посадочной оправки, несущей на себе посадочные манжеты и опорные кольца, и стакана, являющегося частью опорной муфты колонны НКТ.
Цанговую пружину замковой опоры следует изготовлять из стали 40Х и подвергать закалке до твердости HRC 40...45.
Седло уплотнительного устройства следует изготовлять из стали 30X13 и подвергать термической обработке до твердости HRC 32...38.
Уплотнительное кольцо следует изготовлять из коррозионно-стойкой стали или из спеченного металлопорошка и подвергать термообработке до твердости HRC 40...45.
Остальные детали замковых опор должны быть изготовлены из конструкционной стали, причем верхнюю часть направляющей клетки и защитную втулку подвергают термической обработке для повышения стойкости против истирания.
Характеристика замков представлена в таблице 11.
Таблица 11 - Характеристика замков насосов
|
Присоединительная резьба |
Габаритные размеры D´L, мм |
||
|
нижняя d1 |
верхняя d2 |
||
|
31-27-32 32-27-32 |
М42´3 |
М33´1,5 М38´1,5 |
48,2´410 |
|
31-38-44 32-38-44 |
М52 |
СпМ44´1,5 М50´1,5 |
59,7´430 |
|
31-50 32-50 |
М62´2 |
М62´2 |
72,9´475 |
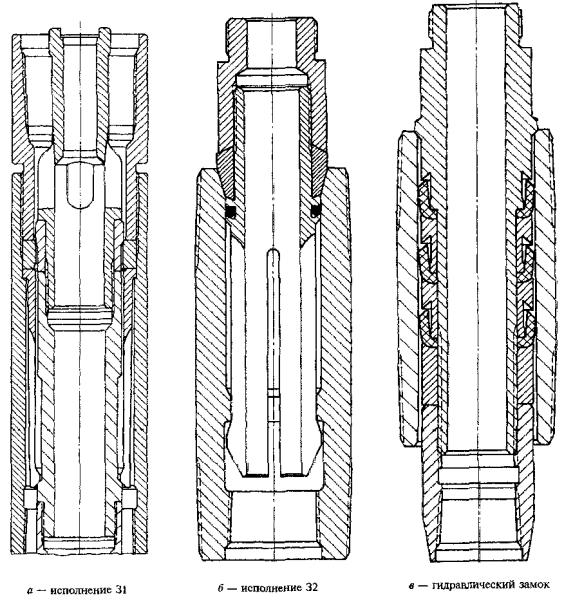
Рисунок 17 - Замки
При выпуске насосов для поставок на экспорт присоединительные резьбы следует выполнять по [1]. При этом параметры резьбы должны соответствовать значениям, указанным в 4.14.
Схема автосцепа и сливного устройства представлена на рисунке 18.
Сливное устройство представляет собой патрубок со сливным отверстием в верхнем конце (см. рисунок 18). Патрубок ввернут в цилиндр насоса, в расточке которого установлен упор. Внутри патрубка расположен золотник. Характеристика сливного устройства представлена в таблице 12. При выпуске продукции для поставок на экспорт присоединительные резьбы следует выполнять по [1]. Параметры резьбы должны соответствовать значениям, указанным в 4.14.
Автосцеп состоит из отделяемой части, прикрепленной к колонне насосных штанг, и части, закрепленной на переводнике плунжера.
Отделяемая часть автосцепа включает в себя переводник штока, центратор, шток, контргайку и цанговый захват.
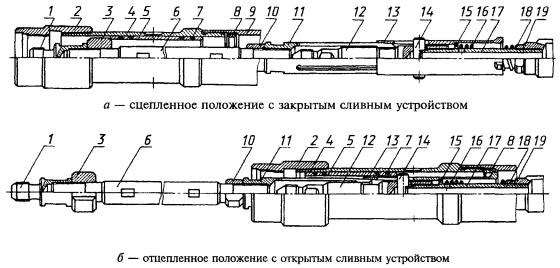
1 - переводник штока; 2 - муфта; 3 - центратор; 4, 17 - патрубки; 5 - золотник; 6 - шток; 7 - резиновое кольцо; 8 - упор; 9 - цилиндр; 10, 18 - контргайки; 11 - цанговый захват; 12 - сердечник; 13 - стакан захвата; 14 - вкладыш; 15 - кольцо; 16 - пружина; 19 - клетка плунжера
Рисунок 18 - Схема автосцепа и сливного устройства исполнения ННБА
Таблица 12 - Характеристика сливного устройства
|
Присоединительная резьба |
Габаритные размеры D´L, мм |
||
|
нижняя d1 |
верхняя1 d2 |
||
|
УС1-38-44 |
М42´3 |
НКТ60 |
60´410 |
|
УС1-57 |
М52 |
НКТ73 |
73´430 |
|
УС1-70 |
М56 |
НКТ73 |
73´475 |
|
УС1-95 |
М56 |
НКТ89 |
89´530 |
|
1 По ГОСТ 633. |
|||
Закрепленная на переводнике плунжера часть автосцепа состоит из сердечника с вкладышем и патрубком. На наружной поверхности этой части расположен подпружиненный стакан захвата.
При зацеплении цанговый захват отжимает стакан вниз и, когда конец захвата попадает в карман сердечника, стакан под действием пружины перемещается вперед и запирает захват. В это же время центратор перемещает золотник вниз, закрывая сливное отверстие в патрубке.
При отцеплении стакан упирается в упор и, отжимаясь, освобождает цанговый захват, который выходит из зацепления с сердечником. В это же время вкладыш отводит золотник вверх, открывая при этом сливное отверстие патрубка. Характеристика автосцепа представлена в таблице 13. При выпуске продукции для поставок на экспорт присоединительные резьбы следует выполнять по [1]. Параметры резьбы должны соответствовать значениям, указанным в 4.14.
Таблица 13 - Характеристика автосцепа
|
Присоединительная резьба |
Габаритные размеры D´L, мм |
||
|
нижняя1 d1 |
верхняя d2 |
||
|
АС1-38-44 |
Ш19 |
М33´1,5 М38´1,5 |
48,2´410 |
|
АС1-57 |
М22 |
СпМ44´1,5 М50´1,5 |
59,7´430 |
|
АС1-70 |
Ш22 |
М62´2 |
72,9´475 |
|
АС1-95 |
Ш25 |
М62´2 |
89´530 |
|
1 По ГОСТ 13877. |
|||
5.7 Штоки штанговых насосов применяют для соединения плунжера с колонной насосных штанг. В верхней части штока имеется головка, лыски которой взаимодействуют с замком насоса или защитным клапаном. Шток допускается изготовлять составным, в этом случае головка к нему присоединяется резьбой. Характеристика штоков представлена в таблице 14. При выпуске продукции для поставок на экспорт присоединительные резьбы следует выполнять по [2]. Параметры резьбы должны соответствовать значениям, указанным в 4.14.
Таблица 14 - Характеристика штоков
Размеры в миллиметрах
|
Диаметр высадки |
Диаметр гладкой части |
Присоединительная резьба верхняя1/нижняя2 |
Длина L при длине хода плунжера |
||||||||
|
900 |
1200 |
1800 |
2500 |
3000 |
3500 |
4500 |
6000 |
||||
|
Ш1н-18 |
36 |
18 |
Ш16/М18´1,5 |
1080 |
1480 |
2080 |
2680 |
3280 |
- |
- |
- |
|
Ш1н-23 |
36 |
23 |
Ш19/М22´1,5 |
1080 |
1180 |
1780 |
2380 |
2980 |
3590 |
4500 |
- |
|
Ш1н-26 |
40 |
26 |
Ш22/М26´1,5 |
- |
- |
- |
2380 |
2980 |
3590 |
4500 |
6000 |
|
Ш1в-18 |
36 |
18 |
Ш16/М18´1,5 |
- |
2180 |
2780 |
3380 |
3980 |
- |
- |
- |
|
Ш1в-23 |
36 |
23 |
Ш19/М22´1,5 |
- |
2180 |
2780 |
3380 |
3980 |
3580 |
5480 |
6980 |
|
Ш1в-26 |
40 |
26 |
Ш22/М26´1,5 |
- |
- |
- |
3380 |
3980 |
4590 |
5480 |
6980 |
|
1 По ГОСТ 13877. 2 По ГОСТ 9150. |
|||||||||||
6 Технические требования
6.1 Насосы изготавливают в соответствии с требованиями настоящего стандарта и по нормативной документации, утвержденной в установленном порядке.
Допускается замена материалов, указанных в рабочих чертежах, но при этом должны обеспечиваться заявленные в конструкторской документации прочностные и эксплуатационные характеристики.
6.2 Элементы насосов должны быть выполнены из материалов, которые обеспечивают эксплуатацию изделия в соответствии с его заявленными параметрами. Допускается замена технологии изготовления узлов и деталей насосов на иную, не ухудшающую их конструктивные, технологические и эксплуатационные характеристики.
6.2.1 Цилиндры насосов выполняют из металлов различных марок в зависимости от геолого-технических условий добычи. В случае использования сталей их предел текучести σт должен быть не менее 480 МПа.
6.2.2 Внутренний диаметр цилиндра должен соответствовать указанному в таблицах 3 и 4. Значение фактического диаметра цилиндра заносят в паспорт насоса.
Конструкцией насосов должна быть обеспечена высокая степень унификации узлов по присоединительным размерам.
6.3 Конструкцией переводников должно быть обеспечено удобство монтажа насоса на устье скважины и надежность захвата элементов насоса стандартными элеваторами и слайдерами.
6.4 Конструкции цилиндров и плунжеров должны соответствовать следующим требованиям:
6.4.1 Максимальная разность размеров внутреннего диаметра одного цилиндра 0,03 мм.
6.4.2 Общую длину цилиндра и удлинителей рассчитывают из условия обеспечения максимального хода плунжера с выходом в удлинители примерно на 1/4 часть его длины плюс не менее 150 мм.
6.4.3 Допускаются различные методы упрочнения внутренней поверхности цилиндров.
6.4.4 Цилиндры, упрочненные азотированием, должны иметь поверхностную твердость внутренней поверхности не менее HV 8,7 ГПа (870 кгс/мм2) и минимальную микротвердость на глубине 0,12 мм не ниже Hμ 4,4 ГПа (440 кгс/мм2). Общая глубина азотированного слоя - 0,2 - 0,5 мм.
6.4.5 Допуск прямолинейности оси канала цилиндра - 0,1 мм на базовой длине 1 м (допуск зависимый). Допуски торцового биения должны соответствовать 8-й степени точности, цилиндричности - 6-й степени точности по ГОСТ 24643.
6.4.6 Плунжеры глубинных насосов выполняют из металлов различных марок в зависимости от геолого-технических условий добычи. В случае использования сталей их предел текучести σт должен быть не менее 350 МПа.
6.4.7 Стальные плунжеры изготовляют с хромированным, твердосплавным покрытием или азотированными в зависимости от геолого-технических условий добычи.
6.4.8 Заготовки, используемые для изготовления хромированных плунжеров, не должны иметь раскатанных пузырей и загрязнений (волосовин), плен и других дефектов. Хромированная поверхность должна быть блестящей, светло-серого цвета с синеватым или молочно-матовым оттенком, без сколов, шелушения, растрескивания. В соответствии с ГОСТ 9.301 допускаются неравномерности цвета, отдельные риски без нарушения покрытия, не выводящие размеры детали за предельные отклонения, и не более трех сквозных пор на 100 мм2 площади поверхности. Толщина хромового покрытия - не менее 0,08 мм. Покрытие должно иметь прочное сцепление с основным металлом, значение адгезии должно быть выше нагрузок, стремящихся оторвать покрытие при эксплуатации. Микротвердость твердого хромового покрытия - HV 7,5...11,0 ГПа (750...1100 кгс/мм2).
6.4.9 Наружная рабочая поверхность плунжера исполнения ПИ должна иметь покрытие порошком из сплава ПН70Х17С4Р4 (или аналогичного ему) толщиной не менее 0,35 мм и твердостью не менее HV 6,6 ГПа (660 кгс/мм2). Допускается покрытие другими порошками, не снижающее стойкости к коррозии и абразивному износу рабочей поверхности и не ухудшающее условий трения в паре «цилиндр-плунжер».
6.4.10 Плунжеры с упрочненным азотированным слоем должны иметь поверхностную твердость не менее HV 8,7 ГПа (870 кгс/мм2) и минимальную микротвердость на глубине 0,12 мм не менее Нμ 4,4 ГПа (440 кгс/мм2). Общая глубина азотированного слоя - 0,2 - 0,5 мм.
6.4.11 Номинальный наружный диаметр плунжера - в соответствии с требуемой группой посадки в зависимости от внутреннего диаметра цилиндра. Предельные отклонения наружного диаметра для всех типоразмеров плунжеров и любой группы посадки равны: верхнее - 0, нижнее - минус 0,013 мм.
Значение фактического диаметра плунжера записывают в паспорт насоса.
6.4.12 Длина плунжера насоса указана в таблице 6.
6.5 Требования к присоединительным резьбам
6.5.1 Присоединительные резьбы переводников насоса в зависимости от требований заказчика выполняют согласно настоящему стандарту или по [1], [3]. При этом параметры резьбы должны соответствовать значениям, указанным в 4.14.
6.5.2 Резьбу на штоках и в переводниках, сопрягаемых с деталями насосов, выполняют метрической по ГОСТ 9150.
6.5.3 Резьбу на переводниках насосов, сопрягаемых с НКТ, выполняют по ГОСТ 633 (резьба гладких труб). По требованию заказчика резьбу переводников допускается выполнять по ГОСТ 633 (резьба НКТ с высаженными наружу концами) или по [3]. При этом параметры резьбы должны соответствовать значениям, указанным в 4.14.
6.5.4 Резьбу на деталях, сопрягаемых с насосными штангами, выполняют по ГОСТ 13877. По требованию заказчика резьбу на указанных деталях допускается выполнять по [2].
6.5.5 Резьбу нижних переводников насосов выполняют по ГОСТ 633 (резьба гладких труб) или по ГОСТ 6357 (трубная цилиндрическая резьба). По требованию заказчика резьбу нижних переводников допускается выполнять по [1].
6.6 Требования ко всем деталям, подвергаемым механической обработке
6.6.1 Заусенцы на ребрах и кромках деталей должны быть удалены, острые кромки притуплены с шероховатостью не ниже прилегающих поверхностей, если на чертеже нет других указаний.
6.6.2 Детали насоса и опоры, за исключением особо точных и обеспечивающих герметичность (шарика, седла клапана, плунжера и т.п.), должны иметь антикоррозионное покрытие. Допускается применение комбинации нескольких видов покрытия, например:
лакокрасочное - для цилиндра, муфт, удлинителей;
фосфатирование - для деталей замка, фильтра, корпуса клапана.
6.7 Маркировка
6.7.1 На цилиндре насоса или его переводнике, на видном месте, доступ к которому обеспечивается после монтажа на устье скважины, следует прикрепить табличку, выполненную по ГОСТ 12971 и ГОСТ 12969. Размер шрифта - не менее 5 по ГОСТ 2.304. На табличке указывают:
- наименование или товарный знак предприятия-изготовителя;
- типоразмер насоса;
- номер настоящего стандарта;
- номер изделия по системе нумерации предприятия-изготовителя;
- месяц и год выпуска.
Вместо таблички допускается нанесение шрифта на цилиндр или переводник насоса краской, а также электрохимическим травлением или ударным способом.
6.7.2 Транспортную маркировку проводят по ГОСТ 14192 с указанием мест строповки, центра тяжести и информационных надписей. Допускается нанесение маркировки непосредственно на неупакованное изделие краской, контрастной его цвету.
6.8 Упаковка
6.8.1 Насосы всех типов поставляют без упаковки или в упаковке предприятия-изготовителя, предохраняющей насосы от повреждений при транспортировании и погрузочно-разгрузочных работах.
6.8.2 Элементы насосов, поверхности которых могут быть повреждены в процессе транспортирования или подвергнуты коррозии, должны быть изолированы промасленной бумагой или специальными заглушками.
6.8.3 Запасные части, детали необходимые для монтажа насоса на скважине, а также детали, которые могут быть повреждены в процессе транспортирования, подвергают консервации по ГОСТ 9.014 для II группы изделий при жестких условиях хранения и поставляют упакованными в отдельный деревянный ящик.
Ящик должен быть II или III типа по ГОСТ 2991. Допускается использование многооборотной тары, выполненной по чертежам предприятия-изготовителя.
Дата консервации, срок действия консервации и условия хранения должны быть указаны в сопроводительной документации на насос.
6.8.4 Сопроводительная и эксплуатационная документация на насос, запечатанная в герметичную полиэтиленовую упаковку, должна быть в ящике с запасными частями или закрепляться на цилиндре или переводнике насоса.
6.8.5 Эксплуатационная документация должна быть выполнена типографским, машинописным или компьютерным способом в книжном формате. Эксплуатационная документация должна содержать минимально достаточное количество чертежей и каталог запасных частей. Объем эксплуатационной документации должен обеспечивать ведение рабочих записей в течение полного срока службы насоса.
7 Требования безопасности
7.1 Монтаж и демонтаж насоса, а также его эксплуатацию следует проводить в соответствии с [4].
7.2 Монтажные приспособления для подъема насоса над скважиной должны обеспечивать надежный захват перемещаемого груза. На стропах должно быть клеймо с указанием грузоподъемности.
7.3 В ходе стендовых испытаний (в том числе на герметичность) должны быть приняты меры, обеспечивающие безопасность проведения работ в соответствии с ГОСТ 12.3.002.
7.4 В случае использования при монтаже-демонтаже насоса или его узлов инструментов и приспособлений, конструкция которых не предусмотрена [4], они должны удовлетворять требованиям, предъявляемым к устройствам общемашиностроительного назначения по ГОСТ 12.2.003.
8 Экологические требования
8.1 Конструкция насоса должна исключать проникание смазочных, технологических, рабочих и других жидкостей в окружающую среду в процессе монтажа-демонтажа и эксплуатации.
8.2 Узлы и детали насосов не должны содержать веществ, загрязняющих окружающую среду в процессе их утилизации.
При необходимости использования в насосе агрессивных и едких веществ узлы, содержащие их, должны быть снабжены предупреждающими надписями, поясняющими особенности их обслуживания, замены и утилизации.
8.3 В случае использования газообразных рабочих агентов они не должны обладать токсическими свойствами и отрицательно воздействовать на окружающую среду.
9 Правила приемки
9.1 Насосы подвергают приемосдаточным и периодическим испытаниям.
9.2 При проведении приемосдаточных испытаний каждый насос проверяют на соответствие 5.1 - 5.6, 6.4.1 - 6.4.12 и 6.5.1 - 6.5.5, а 5 % от партии, но не менее одного насоса, подвергают испытаниям на стенде. Насос испытывают при обеспечении максимальных значений параметров, указанных в характеристике изделий в части значений усилия на штоке плунжера, длины хода плунжера и подачи насоса в единицу времени.
9.3 Каждая партия, предъявляемая приемке, должна состоять из насосов одного типоразмера.
9.4 При неудовлетворительных результатах испытаний на стенде хотя бы по одному показателю проверке подвергают два насоса. При неудовлетворительных результатах испытаний хотя бы одного насоса проверке подвергают всю партию насосов. Насосы, не прошедшие испытания хотя бы по одному показателю, отбраковывают.
9.5 Периодические испытания проводят не реже одного раза в год из числа насосов, прошедших приемосдаточные испытания на стенде, в количестве не менее трех насосов каждого типоразмера.
9.6 При проведении периодических испытаний насосов проводят контроль их параметров на соответствие требованиям 5.1 - 5.6, 6.4.1 - 6.4.12 и 6.5.1 - 6.5.5. Условия проведения периодических испытаний должны соответствовать 9.2.
9.7 Показатели надежности определяют на основе обработки информации, полученной в результате их эксплуатации на промыслах.
10 Методы испытаний
10.1 Параметры, контролируемые при приемочном контроле, приемосдаточных и периодических испытаниях и метод проведения соответствующих стендовых испытаний:
- усилие, необходимое для перемещения плунжера, - взвешиванием тарированного груза, подвешиваемого при проведении испытаний к точке подвеса. В случае использования иных способов создания нагрузки в процессе испытаний допускается использование динамометра. Погрешность измерения - ±5 %;
- длина хода плунжера - при помощи универсального измерительного инструмента;
- вакуум, создаваемый в цилиндре насоса при движении плунжера, - измерением вакуумметром;
- радиальный зазор между внутренним диаметром цилиндра и наружным диаметром плунжера - измерением универсальным измерительным инструментом.
Для определения соответствия группы посадки насоса паспортным данным следует проверять номинальный диаметр цилиндра и плунжера по маркировке этих изделий. При несоответствии группы посадки паспортным данным насос бракуют.
Герметичность клапанных узлов и насоса в сборе проверяют опрессовкой маслом «Индустриальное И-12А» (ГОСТ 20799) с выдержкой в течение 15 мин и давлением 16 МПа. Герметичность клапанных узлов допускается проверять вакуумными испытаниями. Снижение вакуума при этом не должно превышать 0,01 МПа (0,1 кгс/см2) за одну минуту.
Герметичность цилиндра в сборе со всасывающим клапаном и плунжером с нагнетательным клапаном проверяют опрессовкой маслом «Индустриальное И-12А» при температуре 20 "С на давление Р = 0,0125´Н ± 1 МПа (Н - напор насоса, м вод. ст.). При испытаниях напор насоса принимают равным длине плунжера, выраженной в миллиметрах. Испытания проводят в течение 1 мин, допускаемое падение давления - не более 0,5 МПа (5 кгс/см2).
10.2 Качество сборки механических узлов определяют визуально. Контроль качества насосов на дефекты внешнего вида проводят установкой насоса в трубный зажим и закреплением за верхний переводник или на горизонтальном стенде (стеллаже). При этом сверяют заводской номер, указанный в паспорте, с фактическим, указанным на переводнике втулочного (составного) цилиндра и на расточке цельного (безвтулочного) цилиндра. В случае отсутствия паспорта фиксируют фактический номер насоса.
10.3 Насосы бракуют в следующих случаях:
- если у втулочного цилиндра расстояние между торцами корпуса и переводника с обеих сторон более 18 мм;
- при невозможности захвата всасывающего клапана невставного насоса и извлечения его из цилиндра посадкой плунжера вниз и поворота его по часовой стрелке на 180° (после трехкратного повторения операции);
- при отсутствии краски (белил или сурика) на резьбовых соединениях;
- в случае непрохождения вставного насоса по всей длине через опорное кольцо замковой опоры;
- в случае непрохождения плунжера в цилиндр, соединенного с патрубком из НКТ длиной не менее 1200 мм;
- в случае несовпадения номера плунжера и его размера, указанного в паспорте, с фактическими; при несовпадении номера, но совпадении размера плунжера вносят соответствующее исправление в паспорт насоса;
- при нарушении целостности покрытия (отслоении, рисках, язвах, трещинах, забоинах) плунжера;
- при обнаружении оловянно-свинцового припоя на шариках клапанов;
- при обнаружении следов грубой обработки плунжера после его хромирования, при обнаружении в насосе хотя бы одной детали, бывшей в эксплуатации.
10.4 Качество сборки также может проверяться на специальном стенде с записью картограммы усилий перемещения плунжера в цилиндре насоса. Плунжер должен плавно, без заеданий, рывков и стуков перемещаться по всей длине цилиндра.
При наличии заеданий, рывков, стуков или невозможности сместить плунжер, или при перемещении плунжера не по всей длине цилиндра насос бракуется. Равномерное перемещение плунжера в цилиндре по всей длине должно быть обеспечено при разности нагрузок на штоке плунжера не более 200 Н.
11 Транспортирование и хранение
11.1 Разрешается транспортирование насосов любым видом транспорта при условии соблюдения правил перевозки грузов, действующих на нем.
11.2 Группы условий транспортирования:
- в части воздействия климатических факторов - по ГОСТ 15150: 8 - при транспортировании по суше, 9 - при перевозках водным путем;
- в части воздействия механических факторов - по ГОСТ 23170: средняя (С) - при перевозке любым транспортом, кроме морского, жесткая (Ж) - при морских перевозках.
11.3 Группа условий хранения - 8 по ГОСТ 15150.
11.4 Насосы хранят в упаковке предприятия-изготовителя в один ряд или на стеллажах - не более пяти рядов насосов.
12 Указания по эксплуатации
12.1 Монтаж, ремонт и эксплуатацию насосов осуществляют в соответствии с инструкцией по эксплуатации, входящей в комплект поставки изделия.
12.2 Инструкция по эксплуатации должна содержать сведения о типе насоса, его условном диаметре, длине хода плунжера штока, массе и полной длине насоса. Кроме того, она должна содержать таблицу теоретической подачи насоса в зависимости от условий эксплуатации.
13 Гарантии изготовителя
13.1 Изготовитель гарантирует соответствие насоса требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации, установленных стандартом и эксплуатационной документацией по ГОСТ 2.601.
13.2 Гарантийный срок эксплуатации насосов нормального исполнения приведен в таблице 15 по худшему значению учитываемой характеристики скважины. Гарантийный срок эксплуатации насосов в износостойком и коррозионно-стойком исполнении - 12 мес со дня ввода в эксплуатацию. Гарантийный срок исчисляют со дня ввода насоса в эксплуатацию в пределах 24 мес со дня изготовления.
Таблица 15 - Гарантийный срок эксплуатации насосов нормального исполнения
|
Установленный срок службы, мес |
Содержание механических примесей, г/л |
Минерализация жидкости, г/л |
Водородный показатель рН |
|
18 |
Не более 0,1 включ. |
До 10 включ. |
Св. 7 |
|
12 |
От 0,1 до 0,5 » |
От 10 » 20 » |
» 6,5 |
|
8 |
» 0,5 » 1,3 » |
» 20 » 50 » |
» 6,0 |
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Спецификации насосов
Таблица А.1 - Исполнение элементов насосов вставных с верхним расположением опоры и втулочным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
||||||
|
73-НВ1С-27 (25-НВ1С-106) |
73-НВ1С-32 (25-НВ1С-125) |
89-НВ1С-38 (30-НВ1С-150) |
89-НВ1С-44 (30-НВ1С-175) |
89-НВ1С-50 (30-НВ1С-200) |
102-HB1C-57 (35-HB1C-225) |
||
|
ЦС |
Цилиндр насоса |
ЦС-27в-L |
ЦС-32в-L |
ЦС-38в-L |
ЦС-44в-L |
ЦС-50в-L |
ЦС-57в-L |
|
ЦС-27н-L |
ЦС-32н-L |
ЦС-38н-L |
ЦС-44н-L |
ЦС-50н-L |
ЦС-57н-L |
||
|
П |
Плунжер насоса |
П1Х-27-L |
П1Х-32-L |
П1Х-38-L |
П1Х-44-L |
П1Х-50-L |
П1Х-57-L |
|
П1А-27-L |
П1А-32-L |
П1А-38-L |
П1А-44-L |
П1A-50-L |
П1А-57-L |
||
|
П1И-27-L |
П1И-32-L |
П1И-38-L |
П1И-44-L |
П1И-50-L |
П1И-57-L |
||
|
П1И2-27-L |
П1И2-32-L |
П1И2-38-L |
П1И2-44-L |
П1И2-50-L |
П1И2-57-L |
||
|
П2Х-27-L |
П2Х-32-L |
П2Х-38-L |
П2Х-44-L |
П2Х-50-L |
П2Х-57-L |
||
|
П2А-27-L |
П2А-32-L |
П2А-38-L |
П2А-44-L |
П2А-50-L |
П2А-57-L |
||
|
П2И-27-L |
П2И-32-L |
П2И-38-L |
П2И-44-L |
П2И-50-L |
П2И-57-L |
||
|
П1НХ-27-L |
П1НХ-32-L |
П1НХ-38-L |
П1НХ-44-L |
П1НХ-50-L |
П1НХ-57-L |
||
|
П1НИ-27-L |
П1НИ-32-L |
П1НИ-38-L |
П1НИ-44-L |
П1НИ-50-L |
П1НИ-57-L |
||
|
П1Нм-27-L |
П1Нм-32-L |
П1Нм-38-L |
П1Нм-44-L |
П1Нм-50-L |
П1Нм-57-L |
||
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-23-L |
Ш1-26-L |
|
З1 |
Замок насоса (якорь) |
З1-27-32 |
З1-27-32 |
З1-27-32 |
З1-38-44 |
З1-50-57 |
З1-50-57 |
|
У1 |
Уплотнение насоса |
У1-27-32 |
У1-27-32 |
У1-38-44 |
У1-38-44 |
У1-50-57 |
У1-50-57 |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
|
К |
Всасывающий клапан |
K-223-175 |
K-253-190 |
K-363-270 |
K-363-286 |
K-363-286 |
K-603-429 |
|
К |
Нагнетательный клапан |
K-223-159 |
K-223-175 |
K-313-238 |
K-363-270 |
K-363-270 |
K-483-349 |
Таблица А.2 - Исполнение элементов насосов вставных с верхним расположением опоры и толстостенным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
||||||
|
60-НВ1Б-27 (20-НВ1Б-106) |
60-НВ1Б-32 (20-НВ1Б-125) |
73-НВ1Б-38 (25-НВ1Б-150) |
73-НВ1Б-44 (25-НВ1Б-175) |
89-НВ1Б-50 (30-НВ1Б-200) |
89-НВ1Б-57 (30-НВ1Б-225) |
||
|
ЦБ |
Цилиндр насоса |
ЦБ-27в-L ЦБ-27н-L |
ЦБ-32в-L ЦБ-32н-L |
ЦБ-38в-L ЦБ-38н-L |
ЦБ-44в-L ЦБ-44н-L |
ЦБ-50в-L ЦБ-50н-L |
ЦБ-57в-L ЦБ-57н-L |
|
П |
Плунжер насоса |
П1Х-27-L П1А-27-L П1И-27-L П1И2-27-L П2X-27-L П2А-27-L П2И-27-L П1НХ-27-L П1НИ-27-L П1Нм-27-L |
П1Х-32-L П1А-32-L П1И-32-L П1И2-32-L П2X-32-L П2А-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
П1Х-38-L П1А-38-L П1И-38-L П1И2-38-L П2X-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
П1Х-44-L П1А-44-L П1И-44-L П1И2-44-L П2X-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1Х-50-L П1А-50-L П1И-50-L П1И2-50-L П2X-50-L П2А-50-L П2И-50-L П1НХ-50-L П1НИ-50-L П1Нм-50-L |
П1Х-57-L П1А-57-L П1И-57-L П1И2-57-L П2X-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
|
З1 |
Замок насоса (якорь) |
З1-27-32 |
З1-27-32 |
З1-38-44 |
З1-38-44 |
З1-50-57 |
З1-50-57 |
|
У1 |
Уплотнение насоса |
У1-27-32 |
У1-27-32 |
У1-38-44 |
У1-38-44 |
У1-50-57 |
У1-50-57 |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
|
K |
Всасывающий клапан |
K-223-175 |
K-253-190 |
K-363-270 |
K-363-286 |
K-363-286 |
K-603-429 |
|
K |
Нагнетательный клапан |
K-223-159 |
K-223-175 |
K-313-238 |
K-363-270 |
K-363-270 |
K-483-349 |
Таблица А.3 - Исполнение элементов насосов вставных с нижним расположением опоры и втулочным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
||||||
|
73-НВ2С-27 (25-НВ2С-106) |
73-НВ2С-32 (25-НВ2С-125) |
89-НВ2С-38 (30-НВ2С-150) |
89-НВ2С-44 (30-НВ2С-175) |
89-НВ2С-50 (30-НВ2С-200) |
102-НВ2С-57 (35-НВ2С-225) |
||
|
ЦБ |
Цилиндр насоса |
ЦСБ-27в-L ЦСБ-27н-L |
ЦБ1-32в-L ЦБ1-32н-L |
ЦБ1-38в-L ЦБ1-38н-L |
ЦБ1-44в-L ЦБ1-44н-L |
ЦБ1-50в-L ЦБ1-50н-L |
ЦБ1-57в-L ЦБ1-57н-L |
|
П |
Плунжер насоса |
П1Х-27-L П1А-27-L П1И-27-L П1И2-27-L П2X-27-L П2А-27-L П2И-27-L П1НХ-27-L П1НИ-27-L П1Нм-27-L |
П1Х-32-L П1А-32-L П1И-32-L П1И2-32-L П2X-32-L П2А-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
П1Х-38-L П1А-38-L П1И-38-L П1И2-38-L П2X-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
П1Х-44-L П1А-44-L П1И-44-L П1И2-44-L П2X-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1Х-50-L П1А-50-L П1И-50-L П1И2-50-L П2X-50-L П2А-50-L П2И-50-L П1НХ-50-L П1НИ-50-L П1Нм-50-L |
П1Х-57-L П1А-57-L П1И-57-L П1И2-57-L П2X-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-23-L |
Ш1-26-L |
|
З2 |
Замок насоса (якорь) |
З2-27-32 |
З2-27-32 |
З2-38-44 |
З2-38-44 |
З2-50-57 |
З2-50-57 |
|
У1 |
Уплотнение насоса |
У2-27-32 |
У2-27-32 |
У2-38-44 |
У2-38-44 |
У2-50-57 |
У2-50-57 |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
|
K |
Всасывающий клапан |
K-223-175 |
K-253-190 |
K-363-270 |
K-363-286 |
K-363-286 |
K-603-429 |
|
K |
Нагнетательный клапан |
K-223-159 |
K-223-175 |
K-313-238 |
K-363-270 |
K-363-270 |
K-483-349 |
Таблица А.4 - Исполнение элементов насосов вставных с нижним расположением опоры и толстостенным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
||||||
|
60-НВ2Б-27 (20-НВ2Б-106) |
60-НВ2Б-32 (20-НВ2Б-125) |
73-НВ2Б-38 (25-НВ2Б-150) |
73-НВ2Б-44 (25-НВ2Б-175) |
89-НВ2Б-50 (30-НВ2Б-200) |
89-НВ2Б-57 (30-НВ2Б-225) |
||
|
ЦБ |
Цилиндр насоса |
ЦCБ-27в-L ЦСБ-27н-L |
ЦБ1-32в-L ЦБ1-32н-L |
ЦБ1-38в-L ЦБ1-38н-L |
ЦБ1-44в-L ЦБ1-44н-L |
ЦБ1-50в-L ЦБ1-50н-L |
ЦБ1-57в-L ЦБ1-57н-L |
|
П |
Плунжер насоса |
П1X-27-L П1А-27-L П1И-27-L П1И2-27-L П2X-27-L П2А-27-L П2И-27-L П1НХ-27-L П1НИ-27-L П1Нм-27-L |
П1X-32-L П1А-32-L П1И-32-L П1И2-32-L П2X-32-L П2А-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
П1X-38-L П1А-38-L П1И-38-L П1И2-38-L П2X-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
П1X-44-L П1А-44-L П1И-44-L П1И2-44-L П2X-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1X-50-L П1А-50-L П1И-50-L П1И2-50-L П2X-50-L П2А-50-L П2И-50-L П1НХ-50-L П1НИ-50-L П1Нм-50-L |
П1X-57-L П1А-57-L П1И-57-L П1И2-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
|
З2 |
Замок насоса (якорь) |
З2-27-32 |
З2-27-32 |
З2-38-44 |
З2-38-44 |
З2-50-57 |
З2-50-57 |
|
У1 |
Уплотнение насоса |
У2-27-32 |
У2-27-32 |
У2-38-44 |
У2-38-44 |
У2-50-57 |
У2-50-57 |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
|
K |
Всасывающий клапан |
K-223-175 |
K-253-190 |
K-363-270 |
K-363-286 |
K-363-286 |
K-603-429 |
|
K |
Нагнетательный клапан |
K-223-159 |
K-223-175 |
K-313-238 |
K-363-270 |
K-363-270 |
K-483-349 |
Таблица А.5 - Исполнение элементов насосов вставных с нижним расположением опоры и подвижным толстостенным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
||||||
|
60-НВ2БЦ-27 (20-НВ2БЦ-106) |
60-НВ2БЦ-32 (20-НВ2БЦ-125) |
73-НВ2БЦ-38 (25-НВ2БЦ-150) |
73-НВ2БЦ-44 (25-НВ2БЦ-175) |
89-НВ2БЦ-50 (30-НВ2БЦ-200) |
89-НВ2БЦ-57 (30-НВ2БЦ-225) |
||
|
ЦБ |
Цилиндр насоса |
ЦСБ-27в-L ЦСБ-27н-L |
ЦБ1-32в-L ЦБ1-32н-L |
ЦБ1-38в-L ЦБ1-38н-L |
ЦБ1-44в-L ЦБ1-44н-L |
ЦБ1-50в-L ЦБ1-50н-L |
ЦБ1-57в-L ЦБ1-57н-L |
|
П |
Плунжер насоса |
П1Х-27-L П1А-27-L П1И-27-L П1И2-27-L П2X-27-L П2A-27-L П2И-27-L П1НХ-27-L П1НИ-27-L П1Нм-27-L |
П1Х-32-L П1А-32-L П1И-32-L П1И2-32-L П2X-32-L П2A-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
П1Х-38-L П1А-38-L П1И-38-L П1И2-38-L П2Х-38-L П2A-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
П1Х-44-L П1А-44-L П1И-44-L П1И2-44-L П2X-44-L П2A-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1Х-50-L П1А-50-L П1И-50-L П1И2-50-L П2Х-50-L П2А-50-L П2И-50-L П1НХ-50-L П1НИ-50-L П1Нм-50-L |
П1Х-57-L П1А-57-L П1И-57-L П1И2-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
|
З2 |
Замок насоса (якорь) |
З2-27-32 |
З2-27-32 |
З2-38-44 |
З2-38-44 |
З2-50-57 |
З2-50-57 |
|
У1 |
Уплотнение насоса |
У2-27-32 |
У2-27-32 |
У2-38-44 |
У2-38-44 |
У2-50-57 |
У2-50-57 |
|
ВП2 |
Верхний переводник насоса |
ВП2-27-32 |
ВП2-27-32 |
ВП2-38-44 |
ВП2-38-44 |
ВП2-50-57 |
ВП2-50-57 |
|
НП2 |
Нижний переводник насоса |
НП2-27-32 |
НП2-27-32 |
НП2-38-44 |
НП2-38-44 |
НП2-50-57 |
НП2-50-57 |
|
К |
Всасывающий клапан |
K-223-159 |
K-223-175 |
K-313-238 |
K-363-270 |
K-363-270 |
K-483-349 |
|
К |
Нагнетательный клапан |
K-223-175 |
K-253-190 |
K-363-270 |
K-363-286 |
K-363-286 |
K-603-429 |
Таблица А.6 - Исполнение элементов насосов вставных с верхним расположением опоры и с дифференциальным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
|||||
|
73-НВ1БД1-44/32 (25-НВ1БД1-175/125) |
89-НВ1БД1-57/32 (30-НВ1БД1-225/125) |
89-НВ1БД1-57/38 (30-НВ1БД1-225/150) |
89-НВ1БД1-57/44 (30-НВ1БД1-225/175) |
89-НВ1БД1-38/57 (30-НВ1БД1-150/225) |
||
|
ЦБ1 |
Цилиндр насоса верхний |
ЦБ-44в-L ЦБ-44н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-38в-L ЦБ-38н-L |
|
ЦБ2 |
Цилиндр насоса нижний |
ЦБ-32в-L ЦБ-32н-L |
ЦБ1-32в-L ЦБ1-32н-L |
ЦБ1-38в-L ЦБ1-38н-L |
ЦБ1-44в-L ЦБ1-44н-L |
ЦБ1-57в-L ЦБ1-57н-L |
|
П1 |
Плунжер насоса верхний |
П1Х-44-L П1А-44-L П1И-44-L П1И2-44-L П2Х-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1Х-57-L П1А-57-L П1И-57-L П1И2-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
П1Х-38-L П1А-38-L П1И-38-L П1И2-38-L П2Х-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
||
|
П2 |
Плунжер насоса нижний |
П1Х-32-L П1А-32-L П1И-32-L П1И2-32-L П2Х-32-L П2А-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
П1Х-38-L П1А-38-L П1И-38-L П1И2-38-L П2Х-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
П1Х-44-L П1А-44-L П1И-44-L П1И2-44-L П1X-44-L П1A-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1Х-57-L П1А-57-L П1И-57-L П1И2-57-L П2X-57-L П2A-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
|
|
Ш1 |
Шток верхнего плунжера |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
Ш1-26-L |
Ш1-23-L |
|
Ш2 |
Шток нижнего плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-32-L |
|
З2 |
Замок насоса (якорь) |
З2-38-44 |
З2-50-57 |
|||
|
У1 |
Уплотнение насоса |
У2-38-44 |
У2-50-57 |
|||
|
ВП1 |
Верхний переводник насоса |
ВП1-38-44 |
ВП1-50-57 |
|||
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-38-44 |
НП1-50-57 |
||
|
ПС1 |
Переводник средний |
ПС1-44/32 |
ПС1-57/32 |
ПС1-57/38 |
ПС1-57/44 |
ПС1-38/57 |
|
K |
Всасывающий клапан |
K-363-286 |
K-603-429 |
K-603-429 |
K-603-429 |
K-483-349 |
|
K |
Нагнетательный клапан |
K-223-175 |
K-313-238 |
K-313-238 |
K-363-270 |
K-313-238 |
Таблица А.7 - Исполнение элементов насосов вставных с верхним расположением опоры и с дифференциальным цилиндром
|
Наименование элементов |
Исполнение элементов насосов |
|||
|
73-НВ1БД2-32/44 (25-НВ1БД2-125/175) |
89-НВ1БД2-32/57 (30-НВ1БД2-125/225) |
89-НВ1БД2-38/57 (30-НВ1БД2-150/225) |
||
|
ЦБ1 |
Цилиндр насоса верхний |
ЦБ-32в-L ЦБ-32н-L |
ЦБ1-32в-L ЦБ1-32н-L |
ЦБ1-38в-L ЦБ1-38н-L |
|
ЦБ2 |
Цилиндр насоса нижний |
ЦБ-44в-L ЦБ-44н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-57в-L ЦБ-57н-L |
|
П1 |
Плунжер насоса верхний |
П1Х-32-L П1А-32-L П1И-32-L П1И2-32-L П2Х-32-L П2А-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
П1Х-38-L П1А-38-L П1И-38-L П1И2-38-L П2Х-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
|
|
П2 |
Плунжер насоса нижний |
П1Х-44-L П1А-44-L П1И-44-L П1И2-44-L П2Х-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
П1Х-57-L П1А-57-L П1И-57-L П1И2-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
|
|
Ш1 |
Шток верхнего плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
|
Ш2 |
Шток нижнего плунжера |
ШП2-27-L |
ШП2-27-L |
ШП2-32-L |
|
З2 |
Замок насоса (якорь) |
З2-38-44 |
З2-50-57 |
З2-50-57 |
|
У1 |
Уплотнение насоса |
У2-38-44 |
У2-50-57 |
У2-50-57 |
|
ВП1 |
Верхний переводник насоса |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
|
НП1 |
Нижний переводник насоса |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
|
ПС1 |
Переводник средний |
ПС1-32/44 |
ПС1-32/57 |
ПС1-38/57 |
|
K1 |
Всасывающий клапан |
K1-270 |
K1-349 |
K1-349 |
|
K1 |
Нагнетательный клапан |
K1-253-190 |
K1-313-238 |
K1-313-238 |
|
K1 |
Клапан дожимной камеры |
K1-313-238 |
K1-313-238 |
K1-363-270 |
Таблица А.8 - Исполнение элементов насосов невставных с втулочным цилиндром, захватным штоком всасывающего клапана и верхним расположением нагнетательного клапана
|
Наименование элементов |
Исполнение элементов насосов |
|||||||||
|
48-НН1С-27 (15-НН1С-106) |
48-НН1С-32 (15-НН1С-125) |
60-НН1С-38 (20-НН1С-150) |
60-НН1С-44 (20-НН1С-175) |
73-НН1С-50 (25-НН1С-200) |
73-НН1С-57 (25-НН1С-225) |
89-НН1С-63 (30-НН1С-250) |
89-НН1С-70 (30-НН1С-275) |
114-НН1C-95 (40-НН1С-375) |
||
|
ЦС |
Цилиндр насоса |
ЦС-27в-L |
ЦС-32в-L |
ЦС-38в-L |
ЦС-44в-L |
ЦС-50в-L |
ЦС-57в-L |
ЦС-63в-L |
ЦС-70в-L |
ЦС-95в-L |
|
ЦС-27н-L |
ЦС-32н-L |
ЦС-38н-L |
ЦС-44н-L |
ЦС-50н-L |
ЦС-57н-L |
ЦС-63н-L |
ЦС-70н-L |
ЦС-95н-L |
||
|
П |
Плунжер насоса |
ПХ1-27-L |
ПХ1-32-L |
ПХ1-38-L |
ПХ1-44-L |
ПХ1-50-L |
ПХ1-57-L |
ПХ1-63-L |
ПХ1-70-L |
ПХ1-95-L |
|
ПИ1-27-L |
ПИ1-32-L |
ПИ1-38-L |
ПИ1-44-L |
ПИ1-50-L |
ПИ1-57-L |
ПИ1-63-L |
ПИ1-70-L |
ПИ1-95-L |
||
|
П1И2-27-L |
П1И2-32-L |
П1И2-38-L |
П1И2-44-L |
П1И2-50-L |
П1И2-57-L |
П1И2-63-L |
П1И2-70-L |
П1И2-95-L |
||
|
П1А-27-L |
П1А-32-L |
П1А-38-L |
П1А-44-L |
П1А-50-L |
П1А-57-L |
П1А-63-L |
П1А-70-L |
П1А-95-L |
||
|
П2X-27-L |
П2Х-32-L |
П2X-38-L |
П2X-44-L |
П2Х-50-L |
П2Х-57-L |
П2Х-63-L |
П2Х-70-L |
П2X-95-L |
||
|
П2A-27-L |
П2A-32-L |
П2A-38-L |
П2A-44-L |
П2А-50-L |
П2А-57-L |
П2А-63-L |
П2А-70-L |
П2А-95-L |
||
|
П2И-27-L |
П2И-32-L |
П2И-38-L |
П2И-44-L |
П2И-50-L |
П2И-57-L |
П2И-63-L |
П2И-70-L |
П2И-95-L |
||
|
П1НХ-27-L |
П1НХ-32-L |
П1НХ-38-L |
П1НХ-44-L |
П1НХ-50-L |
П1НХ-57-L |
П1НХ-63-L |
П1НХ-70-L |
П1НХ-95-L |
||
|
П1НИ-27-L |
П1НИ-32-L |
П1НИ-38-L |
П1НИ-44-L |
П1НИ-50-L |
П1НИ-57-L |
П1НИ-63-L |
П1НИ-70-L |
П1НИ-95-L |
||
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
Ш1-32-L |
Ш1-32-L |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-57 |
ВП1-63 |
ВП1-70 |
ВП1-95 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-57 |
НП1-63 |
НП1-70 |
НП1-95 |
|
K |
Всасывающий клапан |
K-363-286 |
K-363-286 |
K-603-429 |
K-603-429 |
K-603-429 |
K-603-429 |
K-738-540 |
K-738-540 |
K-1038-762 |
|
K |
Нагнетательный клапан |
K-223-175 |
K-223-175 |
K-313-238 |
K-313-238 |
K-313-238 |
K-363-270 |
K-483-349 |
K-483-349 |
K-738-540 |
|
ШЗ1 |
Шток захватный |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
ШЗ1-18 |
Таблица А.9 - Исполнение элементов насосов невставных с втулочным цилиндром, ловителем всасывающего клапана и нагнетательным клапаном в нижней части плунжера
|
Наименование элементов |
Исполнение элементов насосов |
|||||||||
|
48-НН2С-27 (15-НН2С-106) |
48-НН2С-32 (15-НН2С-125) |
60-НН2С-38 (20-НН2С-150) |
60-НН2С-44 (20-НН2С-175) |
73-НН2С-50 (25-НН2С-200) |
73-НН2С-57 (25-НН2С-225) |
89-НН2С-63 (30-НН2С-250) |
89-НН2С-70 (30-НН2С-275) |
114-HH2C-95 (40-HH2C-375) |
||
|
ЦС |
Цилиндр насоса |
ЦС-27B-L ЦС-27н-L |
ЦС-32в-L ЦС-32н-L |
ЦС-38в-L ЦС-38н-L |
ЦС-44в-L ЦС-44н-L |
ЦС-50в-L ЦС-50н-L |
ЦС-57в-L ЦС-57н-L |
ЦС-63в-L ЦС-63н-L |
ЦС-70в-L ЦС-70н-L |
ЦС-95в-L ЦС-95н-L |
|
П |
Плунжер насоса |
ПХ1-27-L ПИ1-27-L П1И2-27-L П1А-27-L П2Х-27-L П2А-27-L П2И-27-L П1НХ-27-L П1НИ-27-L |
ПХ1-32-L ПИ1-32-L П1И2-32-L П1А-32-L П2Х-32-L П2А-32-L П2И-32-L П1НХ-32-L П1НИ-32-L |
ПХ1-38-L ПИ1-38-L П1И2-38-L П1А-38-L П2Х-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L |
ПХ1-44-L ПИ1-44-L П1И2-44-L П1А-44-L П2Х-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L |
ПХ1-50-L ПИ1-50-L П1И2-50-L П1А-50-L П2Х-50-L П2А-50-L П2И-50-L П1НХ-50-L П1НИ-50-L |
ПХ1-57-L ПИ1-57-L П1И2-57-L П1А-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L |
ПХ1-63-L ПИ1-63-L П1И2-63-L П1А-63-L П2Х-63-L П2А-63-L П2И-63-L П1НХ-63-L П1НИ-63-L |
ПХ1-70-L ПИ1-70-L П1И2-70-L П1А-70-L П2Х-70-L П2А-70-L П2И-70-L П1НХ-70-L П1НИ-70-L |
ПХ1-95-L ПИ1-95-L П1И2-95-L П1А-95-L П2Х-95-L П2А-95-L П2И-95-L П1НХ-95-L П1НИ-95-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
Ш1-26-L |
Ш1-32-L |
Ш1-32-L |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
ВП1-63 |
ВП1-70 |
ВП1-95 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
НП1-63 |
НП1-70 |
НП1-95 |
|
к |
Всасывающий клапан |
K-363-286 |
K-363-286 |
K-603-429 |
K-603-429 |
K-603-429 |
K-603-429 |
K-738-540 |
K-738-540 |
K-1038-762 |
|
к |
Нагнетательный клапан |
K-223-175 |
K-223-175 |
K-313-238 |
K-313-238 |
K-363-270 |
K-363-270 |
K-483-349 |
K-603-429 |
K-738-540 |
|
Л1 |
Ловитель всасывающего клапана |
Л1-29 |
Л1-29 |
Л1-38 |
Л1-38 |
Л1-57 |
Л1-57 |
ШЗ1-18 |
Л1-70 |
Л1-95 |
Таблица А.10 - Исполнение элементов насосов невставных с толстостенным цельным цилиндром, ловителем всасывающего клапана и нагнетательным клапаном в нижней части плунжера
|
Наименование элементов |
Исполнение элементов насосов |
|||||||||
|
48-НН2Б-27 (15-НН2Б-106) |
48-НН2Б-32 (15-НН2Б-125) |
60-НН2Б-38 (20-НН2Б-150) |
60-НН2Б-44 (20-НН2Б-175) |
73-НН2Б-50 (25-НН2Б-200) |
73-НН2Б-57 (25-НН2Б-225) |
89-НН2Б-63 (30-НН2Б-250) |
89-НН2Б-70 (30-НН2Б-275) |
114-НН2Б-95 (40-НН2Б-375) |
||
|
ЦБ |
Цилиндр насоса |
ЦБ-27в-L ЦБ-27н-L |
ЦБ-32в-L ЦБ-32н-L |
ЦБ-38в-L ЦБ-38н-L |
ЦБ-44в-L ЦБ-44н-L |
ЦБ-50в-L ЦБ-50н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-63в-L ЦБ-63н-L |
ЦБ-70в-L ЦБ-70н-L |
ЦБ-95в-L ЦБ-95н-L |
|
П |
Плунжер насоса |
ПX1-27-L ПИ1-27-L П1И2-27-L П1А-27-L П2Х-27-L П2A-27-L П2И-27-L П1НХ-27-L П1НИ-27-L П1Нм-27-L |
ПX1-32-L ПИ1-32-L П1И2-32-L П1А-32-L П2Х-32-L П2A-32-L П2И-32-L П1НХ-32-L П1НИ-32-L П1Нм-32-L |
ПХ1-38-L ПИ1-38-L П1И2-38-L П1А-38-L П2Х-38-L П2A-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
ПХ1-44-L ПИ1-44-L П1И2-44-L П1А-44-L П2Х-44-L П2A-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
ПX1-50-L ПИ1-50-L П1И2-50-L П1А-50-L П2Х-50-L П2A-50-L П2И-50-L П1НХ-50-L П1НИ-50-L П1Нм-50-L |
ПX1-57-L ПИ1-57-L П1И2-57-L П1А-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
ПХ1-63-L ПИ1-63-L П1И2-63-L П1А-63-L П2Х-63-L П2А-63-L П2И-63-L П1НХ-63-L П1НИ-63-L П1Нм-63-L |
ПХ1-70-L ПИ1-70-L П1И2-70-L П1А-70-L П2Х-70-L П2А-70-L П2И-70-L П1НХ-70-L П1НИ-70-L П1Нм-70-L |
ПХ1-95-L ПИ1-95-L П1И2-95-L П1А-95-L П2Х-95-L П2А-95-L П2И-95-L П1НХ-95-L П1НИ-95-L П1Нм-95-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-18-L |
Ш1-18-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
Ш1-32-L |
Ш1-32-L |
Ш1-32-L |
|
ВП1 |
Верхний переводник насоса |
ВП1-27-32 |
ВП1-27-32 |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
ВП1-63 |
ВП1-70 |
ВП1-95 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-32 |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
НП1-63 |
НП1-70 |
НП1-95 |
|
K |
Всасывающий клапан |
K-363-286 |
K-363-286 |
K-603-429 |
K-603-429 |
K-603-429 |
K-603-429 |
K-738-540 |
K-738-540 |
K-1038-762 |
|
K |
Нагнетательный клапан |
K-223-175 |
K-223-175 |
K-313-238 |
K-313-238 |
K-363-270 |
K-363-270 |
K-603-429 |
K-603-429 |
K-738-540 |
|
Л1 |
Ловитель всасывающего клапана |
Л1-29 |
Л1-29 |
Л1-38 |
Л1-38 |
Л1-50 |
Л1-57 |
Л1-70 |
Л1-70 |
Л1-95 |
Таблица А.11 - Исполнение элементов насосов невставных с толстостенным цельным цилиндром, автосцепом, сливным устройством и нагнетательным клапаном в нижней части плунжера
|
Наименование элементов |
Исполнение элементов насосов |
|||||||
|
48-ННАБ-38 (15-ННАБ-150) |
48-ННАБ-44 (15-ННАБ-175) |
48-ННАБ-50 (15-ННАБ-200) |
60-ННАБ-57 (20-ННАБ-225) |
60-ННАБ-63 (20-ННАБ-250) |
60-ННАБ-70 (20-ННАБ-275) |
73-ННАБ-95 (25-ННАБ-375) |
||
|
ЦБ |
Цилиндр насоса |
ЦБ-38в-L ЦБ-38н-L |
ЦБ-44в-L ЦБ-44н-L |
ЦБ-50в-L ЦБ-50н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-63в-L ЦБ-63н-L |
ЦБ-70в-L ЦБ-70н-L |
ЦБ-95в-L ЦБ-95н-L |
|
П |
Плунжер насоса |
ПХ1-38-L ПИ1-38-L П1И2-38-L П1А-38-L П2Х-38-L П2А-38-L П2И-38-L П1НХ-38-L П1НИ-38-L П1Нм-38-L |
ПХ1-44-L ПИ1-44-L П1И2-44-L П1А-44-L П2Х-44-L П2А-44-L П2И-44-L П1НХ-44-L П1НИ-44-L П1Нм-44-L |
ПХ1-50-L ПИ1-50-L П1И2-50-L П1А-50-L П2Х-50-L П2А-50-L П2И-50-L П1НХ-50-L П1НИ-50-L П1Нм-50-L |
ПХ1-57-L ПИ1-57-L П1И2-57-L П1А-57-L П2Х-57-L П2А-57-L П2И-57-L П1НХ-57-L П1НИ-57-L П1Нм-57-L |
ПХ1-63-L ПИ1-63-L П1И2-63-L П1А-63-L П2Х-63-L П2А-63-L П2И-63-L П1НХ-63-L П1НИ-63-L П1Нм-63-L |
ПХ1-70-L ПИ1-70-L П1И2-70-L П1А-70-L П2Х-70-L П2А-70-L П2И-70-L П1НХ-70-L П1НИ-70-L П1Нм-70-L |
ПХ1-95-L ПИ1-95-L П1И2-95-L П1А-95-L П2Х-95-L П2А-95-L П2И-95-L П1НХ-95-L П1НИ-95-L П1Нм-95-L |
|
Ш1 |
Шток плунжера |
Ш1-18-L |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
Ш1-26-L |
Ш1-32-L |
Ш1-32-L |
|
ВП1 |
Верхний переводник насоса |
ВП1-38-44 |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
ВП1-63 |
ВП1-70 |
ВП1-95 |
|
НП1 |
Нижний переводник насоса |
НП1-38-44 |
НП1-38-44 |
НП1-50-57 |
НП1-50-57 |
НП1-63 |
НП1-70 |
НП1-95 |
|
K |
Всасывающий клапан |
K-603-429 |
K-603-429 |
K-603-429 |
K-603-429 |
K-738-540 |
K-738-540 |
K-1038-762 |
|
K |
Нагнетательный клапан |
K-313-238 |
K-313-238 |
K-363-270 |
K-363-270 |
K-603-429 |
K-603-429 |
K-738-540 |
|
УС1 |
Устройство сливное |
УС1-38 |
УС1-38 |
УС1-38 |
УС1-57 |
УС1-70 |
УС1-70 |
УС1-95 |
|
АС1 |
Автосцеп |
АС1-38 |
АС1-38 |
АС1-38 |
АС1-57 |
АС1-70 |
АС1-70 |
АС1-95 |
Таблица А.12 - Исполнение элементов насосов невставных с дифференциальным толстостенным цилиндром для откачки высоковязкой жидкости
|
Наименование элементов |
Исполнение элементов насосов |
|||||
|
60-ННБД1-44/32 (20-ННБД1-175/125) |
73-ННБД1-57/32 (25-ННБД1-225/125) |
73-ННБД1-57/38 (25-ННБД1-225/150) |
73-ННБД1-57/44 (25-ННБД1-225/175) |
89-ННБД1-70/38 (30-ННБД1-275/150) |
||
|
ЦБ1 |
Цилиндр насоса верхний |
ЦБ-44в-L ЦБ-44н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ-57в-L ЦБ-57н-L |
ЦБ1-70в-L ЦБ1-70н-L |
|
ЦБ2 |
Цилиндр насоса нижний |
ЦБ-32в-L ЦБ-32н-L |
ЦБ1-32в-L ЦБ1-32н-L |
ЦБ1-38в-L ЦБ1-38н-L |
ЦБ1-44в-L ЦБ1-44н-L |
ЦБ-38в-L ЦБ-38н-L |
|
П1 |
Плунжер насоса верхний |
ПХ1-44-L П1И-44-L П1И2-44-L |
ПХ1-57-L П1И-57-L П1И2-57-L |
ПХ1-57-L П1И-57-L П1И2-57-L |
ПХ1-57-L П1И-57-L П1И2-57-L |
ПХ1-57-L П1И-57-L П1И2-57-L |
|
П2 |
Плунжер насоса нижний |
П1Х-32-L П1И-32-L П1И2-32-L |
П1Х-32-L П1И-32-L П1И2-32-L |
П1Х-38-L П1И-38-L П1И2-38-L |
П1Х-44-L П1И-44-L П1И2-44-L |
П1Х-38-L П1И-38-L П1И2-38-L |
|
Ш1 |
Шток верхнего плунжера |
Ш1-23-L |
Ш1-26-L |
Ш1-26-L |
Ш1-26-L |
Ш1-26-L |
|
Ш2 |
Шток нижнего плунжера |
ШП1-29-L |
ШП1-29-L |
ШП1-32-L |
ШП1-38-L |
ШП1-32-L |
|
ВП1 |
Верхний переводник насоса |
ВП1-38-44 |
ВП1-50-57 |
ВП1-50-57 |
ВП1-50-57 |
ВП1-70 |
|
НП1 |
Нижний переводник насоса |
НП1-27-32 |
НП1-27-38 |
НП1-38-44 |
НП1-38-44 |
НП1-38-44 |
|
ПС1 |
Переводник средний |
ПС1-44/32 |
ПС1-57/32 |
ПС1-57/38 |
ПС1-57/44 |
ПС1-70/38 |
|
K |
Всасывающий клапан |
K-363-286 |
K-363-286 |
K-313-238 |
K-313-238 |
K-313-238 |
|
K |
Нагнетательный клапан |
K-313-238 |
K-363-270 |
K-363-270 |
K-363-270 |
K-603-429 |
|
K |
Разрядный клапан |
K-223-175 |
||||
ПРИЛОЖЕНИЕ Б
(справочное)
Идеальная подача насосов при десяти двойных ходах плунжера в минуту
|
Условный диаметр насоса, мм |
Идеальная подача, м3/сут, при ходе плунжера, мм |
|||||||||
|
900 |
1200 |
1500 |
1800 |
2100 |
2500 |
3000 |
3500 |
4000 |
4500 |
|
|
27 |
7,4 |
9,9 |
12,3 |
14,8 |
17,3 |
20,6 |
24,7 |
28,8 |
32,9 |
37,0 |
|
32 |
10,4 |
13,8 |
17,25 |
20,8 |
24,2 |
28,9 |
34,7 |
40,5 |
46,2 |
52,0 |
|
38 |
14,7 |
19,55 |
24,4 |
29,4 |
34,2 |
40,9 |
49,0 |
57,2 |
65,2 |
73,5 |
|
44 |
19,7 |
26,2 |
32,7 |
39,4 |
45,9 |
54,8 |
65,7 |
76,6 |
87,6 |
98,5 |
|
50 |
25,44 |
33,8 |
42,2 |
50,8 |
59,2 |
70,7 |
84,7 |
98,8 |
113,0 |
127,1 |
|
57 |
33,0 |
43,9 |
54,8 |
66,0 |
76,9 |
91,7 |
110,0 |
128,4 |
146,7 |
165,0 |
|
60 |
40,3 |
53,5 |
66,8 |
80,5 |
93,8 |
111,9 |
134,2 |
156,6 |
179,0 |
201,3 |
|
70 |
47,5 |
63,1 |
78,8 |
95,0 |
110,7 |
132,0 |
153,3 |
184,8 |
211,1 |
237,5 |
|
95 |
91,7 |
122,0 |
152,2 |
183,4 |
213,7 |
255,0 |
305,7 |
356,7 |
407,6 |
458,5 |
ПРИЛОЖЕНИЕ В
(справочное)
Сведения о гармонизации требований настоящего стандарта со стандартом API Spec 11AX
|
Наименование раздела |
Объем гармонизации |
|
1 Область применения |
Стандарт гармонизирован в части насосов с цельным цилиндром, их типов, исполнений, условных диаметров и, частично, условных обозначений. Дополнительно включены насосы с составным (втулочным) цилиндром, насосы с автосцепом и дифференциальные насосы |
|
2 Типы и исполнения |
Стандарт гармонизирован в части типов и исполнений насосов, а также типов устройств крепления вставных насосов. Дополнительно включены насосы с составным (втулочным) цилиндром |
|
3 Основные параметры |
Стандарт гармонизирован в части номинальных размеров диаметра цилиндра и плунжера, максимального наружного диаметра насоса, присоединительных резьб. Дополнительно включены насосы с условными размерами цилиндра 27 и 95 мм |
ПРИЛОЖЕНИЕ Г
(справочное)
Библиография
[2] API Spec 11B Specification for Sucker Rods
[3] API Spec 11AX Specification for Subsurface Sucker Rod Pumps and Fittings
[4] «Правила безопасности в нефтяной и газовой промышленности». РД 08-200-98. Госгортехнадзор России, 01.09.98
Ключевые слова: скважинные насосы, привод, насосные штанги, цилиндр, плунжер, шток, клапан