![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ОНТП 04-86 Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цехи холодной листовой штамповки металла.
МИНИСТЕРСТВО АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ ССР
ОБЩЕСОЮЗНЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ПРЕДПРИЯТИЙ МАШИНОСТРОЕНИЯ,
ПРИБОРОСТРОЕНИЯ И МЕТАЛЛООБРАБОТКИ
ЦЕХИ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ МЕТАЛЛА
ОНТП 04-86
Минавтопром
УТВЕРЖДЕНЫ МИНАВТОПРОМОМ
Протокол № 1 от 11 февраля 1986 г.
по согласованию с Госстроем СССР
и ГКНТ СССР письмо № 45-1006
от 3 декабря 1985 г.
Москва - 1986
Настоящие
«Общесоюзные нормы технологического проектирования предприятий машиностроения,
приборостроения и металлообработки. Цехи холодной листовой штамповки металла» ![]() являются пересмотром
действующих норм
являются пересмотром
действующих норм ![]() .
.
Нормы выполнены головной организацией Гипроавтопром Минавтопрома совместно с институтами-соисполнителями: ГипроНИИэлектро Минэлектротехпрома, Гипротракторосельхозмаш Минтракторосельхозмаша, ЛГПИ Минпромсвязи.
Пересмотр норм выполнен на основании:
Постановления Совета Министров СССР от 28.01.85 № 96 «О дальнейшем совершенствовании проектно-сметного дела и повышении роли экспертизы и авторского надзора в строительстве»;
Постановления ЦК КПСС и Совета Министров СССР от 07.08.85 № 773 «О мерах по коренному повышению технического уровня, качества машиностроительной продукции и развитию машиностроения как основы научно-технического прогресса в XII пятилетке и в перспективе до 2000 года»;
основных направлений по пересмотру норм технологического проектирования цехов и предприятий машиностроения, приборостроения и металлообработки Госстроя СССР (письмо № 20/8-31 от 01.03.85).
При пересмотре норм учтены новейшие достижения науки и техники, передовой опыт проектирования, строительства и эксплуатации предприятий, прогрессивные технологические процессы и оборудование.
С
введением в действие настоящих норм утрачивают силу «Общесоюзные нормы технологического
проектирования предприятий машиностроения, приборостроения и металлообработки.
Цехи холодной листовой штамповки металла» ![]() .
.
Директор института В.А. Устинов
Главный инженер института Е.В. Любимов
Начальник технического отдела В.И. Титов
Руководитель разработки Ю.А. Пчелкин
Замечания и предложения направлять по адресу:
125299, г. Москва, улица Космонавта Волкова, 18.
|
Министерство автомобильной промышленности СССР (Минавтопром) |
Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цехи холодной листовой штамповки металла |
|
|
Взамен |
1. ОБЩАЯ ЧАСТЬ
1.1. Основные положения
Нормы должны применяться при разработке технологических решений проектов строительства новых, реконструкции, расширения и технического перевооружения действующих цехов (участков) холодной листовой штамповки металла предприятий машиностроения, приборостроения и металлообработки.
Нормами определяются основные параметры цехов (участков) - количество оборудования, численность работающих и объемно-планировочные решения.
При разработке проектов должны учитываться последние достижения науки и техники, предусматриваться прогрессивные технологические процессы, новейшее высокопроизводительное оборудование, эффективные средства механизации и автоматизации производственных процессов, прогрессивные формы управления ими, в том числе применение АСУП и АСУТН, научная организация труда, региональное использование площадей, материальных ресурсов, исключение или технически возможное снижение загрязнения окружающей среды.
При разработке новых прогрессивных решений и технологических процессов, применении нового прогрессивного оборудования, реконструкции и техническом перевооружении производства, учитывая конкретные условия при наличии технико-экономических обоснований и разрешения вышестоящей инстанции, которой подчиняется проектная организация, допускаются отступления от данных норм.
Кроме настоящих норм при проектировании следует руководствоваться также действующими нормами, инструкциями и правилами проектирования.
|
Внесены Гипроавтопромом |
Утверждены Минавтопромом протокол № 1 от 11.02.86 г. |
Срок введения в действие 01.07.86 |
1.2. Фонды времени работы оборудования, рабочих и рабочих мест
Эффективные годовые фонды времени работы оборудования, рабочих и рабочих мест принимать по ОНТП «Фонды времени работы оборудования и рабочих».
Цехи холодной листовой штамповки металла следует проектировать на двухсменный режим работы, кроме уникального оборудования, автоматических линий и РТК, которые следует проектировать на трехсменный режим работы.
Продолжительность рабочей недели - 41 ч
Количество рабочих дней в году - 253
2. НОРМЫ ДЛЯ РАСЧЕТА КОЛИЧЕСТВА ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
2.1. Методика расчета
Расчетное количество производственного оборудования Nр должно быть определено по формуле (1):
 , (1)
, (1)
где Тр - расчетная станкоемкость по каждой группе оборудования (определяется по маршрутным ведомостям или картам технологических процессов), ст. ч;
Тп - продолжительность наладки каждой группы оборудования в рабочие смены (определяется по табл. 6 - 9), ч;
Кисп.ср. - средний коэффициент использования оборудования по группе (принимать по табл. 10);
Фэ - эффективный годовой фонд времени работы оборудования (принимать по соответствующим нормам), ч.
Принятое количество оборудования следует определять округлением расчетного до ближайшего целого числа.
Средний коэффициент использования оборудования следует определять делением расчетного количества на принятое.
Пример расчета количества и загрузки оборудования представлен в приложении 1.
Классификации листовых деталей по размерам приведена в табл. 1.
Таблица 1
|
Толщина исходного материала, мм |
Ориентировочная площадь детали в плане, м2 |
Ориентировочная масса детали, кг |
|
|
Крупные и особо крупные |
|||
|
Тонколистовые |
менее 4 |
2,5 - 8,0 |
4,0 - 30,0 |
|
Толстолистовые |
более 4 |
2,5 - 10,0 |
4,0 - 200,0 |
|
Средние |
|||
|
Тонколистовые |
менее 4 |
до 0,6 |
0,3 - 3,5 |
|
Толстолистовые |
более 4 |
до 0,6 |
0,3 - 5,0 |
|
Мелкие и особо мелкие |
|||
|
Тонколистовые |
менее 4 |
до 0,2 |
до 1,5 |
|
Толстолистовые |
более 4 |
до 0,2 |
до 1,5 |
Примечание. Ориентировочная масса дана для стальных деталей.
Классификация цехов холодной листовой штамповки металла (по типу производства) приведена в табл. 2.
Таблица 2
|
Тип производства |
|||||
|
массовое |
крупносерийное |
среднесерийное |
мелкосерийное |
единичное |
|
|
Характер производства |
поточное, непрерывное |
поточное, крупными партиями |
поточное, средними партиями |
групповая штамповка |
|
|
|
|
||||
|
Типы оборудования |
автоматические и поточно-механизированные линии, специальные штамповочные автоматы |
переналаживаемые автоматические и поточно-механизированные линии, штамповочные автоматы |
поточные линии, универсальные прессы, полуавтоматы |
универсальное оборудование |
мелкие и средние универсальные прессы, обтяжные и листогибочные прессы, вальцы, вибрационные и роликовые ножницы и т.п. |
|
|
робототехнические комплексы (РТК) |
гибкие производственные системы (ГПС) или их элементы, гибкие производственные модули ГПМ, гибкие производственные комплексы ГПК, линии ГПЛ, гибкие автоматизированные производства (ГАН) |
|||
Примечание. В зависимости от числа закрепленных за прессом детале-операций производство делится на: массовое - до 5, крупносерийное - до 20, среднесерийное - до 50, мелкосерийное - свыше 50 (везде включительно), единичное - неограниченно.
Разбивка прессов по группам приведена в табл. 3.
Таблица 3
|
Прессы усилием, кН |
|||||||
|
механические |
автоматы листоштамповочные |
винтовые |
гидравлические |
||||
|
однокривошипные |
двух-, четырехкривошипные |
одностоечные |
рамные простого действия |
колонные |
|||
|
Особо мелкие |
до 250 |
- |
до 1600 |
- |
до 250 |
- |
- |
|
Мелкие |
400 - 1600 |
- |
2500 - 8000 |
400 - 1600 |
400 - 1600 |
- |
- |
|
Средние |
2000 - 6300 |
1000 - 2500 |
10000 - 20000 |
2000 - 6300 |
2000 - 6300 |
2500 - 6300 |
- |
|
Крупные |
8000 - 16000 |
3150 - 6300 |
20000 - 40000 |
до 10000 |
- |
- |
до 16000 |
|
Особо крупные |
св. 20000 |
8000 - 20000 |
- |
- |
- |
- |
до 25000 |
|
Специальные |
- |
св. 25000 |
св. 40000 |
- |
- |
- |
св. 25000 |
Примечание. Прессы двойного действия относить к каждой конкретной группе по усилию вытяжного ползуна.
Нормы величин партий штампуемых деталей представлены в табл. 4.
Таблица 4
|
Отношение суточной производительности линии или пресса к суточному потреблению деталей |
Усредненная величина партии, рабоч. день |
|
3 |
10 |
|
6 |
15 |
|
12 |
25 |
|
24 |
35 |
|
48 |
50 |
Нормы времени на наладку автоматических линий холодной листовой штамповки металла (замена штампов, регулирование, пробная штамповка, контроль, замена и наладка средств автоматизации и механизации) представлены в табл. 5.
Таблица 5
|
Средняя продолжительность наладки (ч) при количестве прессов в линии, ед. |
||||||||||
|
2 |
3 |
4 |
5 - 7 |
|||||||
|
Количество наладчиков, чел. |
||||||||||
|
4 |
6 |
2 |
4 |
6 |
2 |
4 |
6 |
4 |
6 |
|
|
Специальная |
7 |
5 |
- |
8 |
6 |
- |
- |
- |
- |
- |
|
Крупной штамповки |
- |
- |
- |
- |
- |
- |
5,0 |
4 |
8 |
6 |
|
Средней штамповки |
- |
- |
- |
3 |
2 |
8,0 |
4,5 |
3 |
6 |
4 |
|
Мелкой штамповки |
- |
- |
2 |
1 |
- |
2,6 |
1,3 |
- |
- |
- |
Примечания: 1. Время наладки учитывает оснащение линий механизмами и устройствами для быстрой смены оснастки.
2. Время на наладку в рабочие смены принимать по табл. 7.
3. Количество наладчиков по одному и тому же виду оборудования определять исходя из условия оптимальной загрузки оборудования в соответствии с данными табл. 10.
Нормы времени на наладку поточно-механизированных линий холодной листовой штамповки металла (замена штампов, регулирование, пробная штамповка, контроль, замена и наладка средств механизации и автоматизации) представлены в табл. 6.
Таблица 6
|
Средняя продолжительность наладки (ч) при количестве прессов в линии, ед. |
|||||||||
|
2 |
3 |
4 |
5 - 7 |
||||||
|
Количество наладчиков, чел. |
|||||||||
|
2 |
4 - 5 |
2 |
4 - 5 |
2 |
4 |
6 |
4 |
6 |
|
|
Специальная |
- |
5 |
- |
4,0 |
- |
- |
- |
- |
- |
|
Крупной штамповки |
- |
- |
- |
- |
- |
2,5 |
2 |
3 |
2,5 |
|
Средней штамповки |
- |
- |
1,5 |
0,8 |
- |
1,0 |
- |
2 |
1,5 |
|
Мелкой штамповки |
0,4 |
- |
0,6 |
- |
0,3 |
0,4 |
- |
- |
- |
Примечания: Для линий, прессы в которых не оснащены механизмами для быстрой смены штампов, время наладки следует увеличивать на 20 - 25 %.
2. Время на наладку в рабочие смены принимать по табл. 7.
3. См. примечание 3 к табл. 5.
Нормы времени на наладку линий холодной листовой штамповки при укрупненных расчетах от эффективного годового фонда времени работы оборудования (%) представлены в табл. 7.
Таблица 7
|
Количество наименований деталей, закрепленных за линией, шт. |
Время на наладку, осуществляемую в рабочие смены, от общего времени на наладку, % |
||
|
до 10 |
более 10 |
||
|
Автоматическая: |
|
|
|
|
специальная |
25 |
- |
30 |
|
крупной штамповки |
18 - 20 |
- |
30 |
|
средней " |
10 |
15 |
30 |
|
мелкой " |
5 |
7 |
30 |
|
Поточно-механизированная: |
|
|
|
|
специальная |
20 |
- |
30 |
|
крупной штамповки |
5 - 6 |
7 - 8 |
50 |
|
средней " |
5 |
7 |
50 |
|
мелкой " |
3 |
5 |
70 |
Примечание. Для линий, прессы в которых не оснащены механизмами для быстрой смены штампов, время наладки следует увеличить на 20 %.
Нормы времени на наладку заготовительного оборудования, прессов, автоматов и отдельных прессов (замена инструмента, замена и наладка средств механизации и автоматизации, регулирование, пробная штамповка и контроль) представлены в табл. 8.
Таблица 8
|
Средняя продолжительность наладки (ч) при количестве наладчиков, чел. |
|||
|
1 |
2 |
4 |
|
|
Автоматическая линия: |
|
|
|
|
вырубки заготовок из широкого рулона |
- |
2,0 |
1 |
|
резки прямоугольных и трапециевидных заготовок |
- |
1,5 |
- |
|
Ножницы листовые (для листа до 4×2000 мм) |
0,2 |
0,1 |
- |
|
То же (для листа св. 4×2000 мм) |
0,5 |
0,3 |
- |
|
То же, с автоподачей листа |
1,0 |
0,5 |
- |
|
Ножницы многодисковые |
- |
1,0 |
- |
|
Прессы особо мелкие и мелкие |
0,5 |
- |
- |
|
То же, средние |
0,8 |
0,5 |
- |
|
" крупные |
- |
1,5 |
- |
|
" специальные |
- |
3,0 |
- |
|
Прессы вырубные |
2,0 |
1,0 |
- |
|
Прессы особо мелкие и мелкие с автоподачей |
1,0 |
0,6 |
- |
|
То же, средние |
1,2 |
0,7 |
- |
|
Пресс листогибочный |
- |
0,1 |
- |
|
То же, с программным управлением |
- |
0,2 - 0,5 |
- |
|
Машина листогибочная трех-четырехвалковая |
0,8 - 1,6 |
0,4 - 0,8 |
- |
|
Ножницы вибрационные и роликовые |
0,1 - 0,3 |
- |
- |
|
Пресс дыропробивной |
0,5 |
- |
- |
|
То же, с программным управлением |
- |
0,5 - 1,0 |
- |
Примечание. Меньшие значения принимать для более мелкого оборудования, в основном в приборостроении.
Нормы времени на наладку заготовительного оборудования, прессов-автоматов и отдельных прессов при укрупненных расчетах от эффективного годового фонда времени работы оборудования (%) представлены в табл. 9.
Таблица 9
|
Количество наименований деталей, закрепленных за единицей оборудования, шт. |
Время на наладку, осуществляемую в рабочие смены, от общего времени на наладку, % |
||
|
до 10 |
более 10 |
||
|
Автоматическая линия: |
|
|
|
|
вырубки заготовок из широкого рулона |
5 |
10 |
30 |
|
резки заготовок |
5 |
10 |
30 |
|
Ножницы листовые |
- |
5 |
90 |
|
То же, с автоподачей листа |
- |
7 |
80 |
|
Ножницы многодисковые |
- |
10 |
60 |
|
Прессы вырубные |
5 |
10 |
60 |
|
Прессы особо мелкие и мелкие |
4 |
8 |
95 |
|
То же, средние |
5 |
10 |
30 - 90 |
|
" крупные |
15 |
20 |
20 - 100 |
|
" специальные |
20 |
30 |
20 - 80 |
|
Прессы особо мелкие и мелкие с автоподачей |
5 |
10 |
85 |
|
То же, средние |
8 |
12 |
30 - 85 |
|
" крупные |
18 |
23 |
20 - 75 |
|
" специальные |
25 |
35 |
20 - 70 |
|
Прессы-автоматы особо мелкие и мелкие |
5 |
10 |
80 |
|
То же, средние |
15 |
20 |
20 |
|
" крупные |
20 |
25 |
20 |
|
" специальные |
- |
20 - 25 |
20 |
|
Пресс листогибочный |
- |
5 |
90 |
|
То же, с программным управлением |
- |
9 |
80 |
|
Машина листогибочная трех-четырехвалковая |
- |
12 |
90 |
|
Ножницы вибрационные и роликовые |
- |
7 |
90 |
|
Пресс дыропробивной |
- |
4 |
90 |
|
То же, с программным управлением |
- |
10 |
80 |
Коэффициенты использования оборудования приведены в табл. 10.
Таблица 10
|
Средний коэффициент использования оборудования по группе, Кисп.ср. |
|
|
Линии автоматические |
0,86 |
|
Линии поточно-механизированные |
0,82 |
|
Прессы-автоматы |
0,85 |
|
Прессы универсальные с автоподачей |
0,88 |
|
Прессы особо мелкие и мелкие |
0,90 |
|
То же, средние |
0,83 |
|
" крупные |
0,82 |
|
" специальные |
0,79 |
|
Прочее прессовое оборудование |
0,80 |
|
Заготовительное оборудование |
0,89 |
Примечание: В условиях средне- и мелкосерийного производства, когда оборудование принимается в необходимом комплекте, Кисп.ср. может быть ниже указанного в табл. 10.
3. НОРМЫ И ПОКАЗАТЕЛИ ДЛЯ РАСЧЕТА РАБОТАЮЩИХ
Работающие в цехах холодной листовой штамповки делятся на категории:
1. Рабочие, в том числе:
1.1. Основные рабочие, непосредственно занятые выполнением технологических операций, в том числе наладчики и установщики штампов на автоматических линиях и РТК.
1.2. Вспомогательные рабочие, в том числе:
1.2.1. Рабочие, непосредственно связанные с производством, - наладчик и установщики штампов (кроме указанных в категории 1.1), распределители работ, кладовщики ИТК.
1.2.2. Рабочие вспомогательного производства (служба ремонта оборудования и оснастки).
1.2.3. Рабочие транспортные и складские.
1.2.4. Рабочие прочие (на машинах для уборки производственных помещений, уборщики отходов основного и вспомогательного производств).
2. Инженерно-технические работники (ИТР), работающие как непосредственно в цехе, так и в его технологических, планово-диспетчерских бюро, лабораториях и эксплуатационных службах.
3. Счетно-конторский персонал (служащие) - работники бухгалтерии, конторские работники технологических и планово-диспетчерских бюро и складов, табельщики.
4. Младший обслуживающий персонал (МОП) - уборщики конторских помещений, курьеры и т.д.
5. Рабочие-контролеры основного производства (штат ОТК).
Методика определения численности основных рабочих
Количество основных рабочих Ко.р. следует определять по формуле (2):
 , (2)
, (2)
где Мi - годовое количество детале-операций, закрепленное за каждым типоразмером оборудования (линией);
Zo - средняя часовая производительность оборудования (принимается по отраслевым нормам производительности), детале-операция;
g - плотность бригады, чел. (по табл. 12, 13, 14);
Фр - эффективный годовой фонд времени рабочего, ч;
Ni - годовая станкоемкость без наладки, ст. ч;
Т - технологическая трудоемкость годовой программы, чел. ч.
Пример расчета технологической трудоемкости годовой программы приведен в приложении 1.
Методика определения численности вспомогательных рабочих (категория 1.2) представлена в табл. 11.
Таблица 11
|
Определение численности рабочих |
|
|
Рабочие категории 1.2.1. |
|
|
Наладчики и установщики штампов |
По трудоемкости наладок |
|
Распределители работ |
Принимать по 1 человеку в смену на 30 - 50 единиц оборудования |
|
Кладовщики ИРК |
Принимать но одному человеку на 100 - 120 основных рабочих |
|
Рабочие категории 1.2.2. |
|
|
Рабочие рембаз механика, энергетика, мастерских ремонта оснастки |
Определяются по нормам технологического проектирования ремонтных и инструментальных цехов машиностроительных, приборостроительных и металлообрабатывающих предприятий |
|
Рабочие категории 1.2.3. |
|
|
Транспортные рабочие: |
|
|
крановщики |
Принимать по одному человеку в смену на один кран |
|
стропальщики |
То же |
|
водители колесного транспорта |
Принимать по одному человеку в смену на каждое колесное средство |
|
Рабочие на складах: |
|
|
рабочие на складах металла и материалов |
Принимать по одному человеку в смену на 50 тыс. т. материалов в год |
|
распаковщики материалов |
Принимать по одному человеку в смену на 10 тыс. т. материалов в год |
|
учетчики заготовок |
Принимать по одному человеку в смену на 15 тыс. т. заготовок в год |
|
учетчики готовой продукции |
Принимать по одному человеку в смену на 20 тыс. т. готовой продукции в год |
|
кладовщики основного производства |
Принимать по одному человеку на 100 - 120 основных рабочих |
|
Рабочие категории 1.2.4. |
|
|
Уборщики производственных помещений (механизированная уборка) |
Принимать по одному человеку в смену на 4500 - 5000 м2 общей площади цехах) |
|
Машинисты пакетировочных прессов |
Принимать по одному человеку в смену на один пресс |
|
Рабочие по обслуживанию транспортеров систем уборки листовых отходов |
Принимать по одному человеку в смену на 340 - 400 м длины транспортера |
Примечания: 1. Количество вспомогательных рабочих, определенное расчетом, не может быть выше количества их, определенного в процентном отношении от основных рабочих, как это указано в табл. 15.
2. х) Для цехов, общей площадью свыше 10 тыс. м2 (кроме расположенных в отдельно стоящих корпусах).
Количество рабочих-контролеров (категория 5) принимать из расчета: один человек на 20 - 30 основных рабочих.
Нормы плотности бригад при работе на линиях холодной листовой штамповки металла приведены в табл. 12.
Таблица 12
|
Количество основных рабочих (чел.), обслуживающих линию, при количестве прессов, ед. |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 - 7 |
|
|
Автоматическая: |
|
|
|
|
|
|
|
резки или вырубки заготовок из широкого рулона |
2 - 3 |
- |
- |
- |
- |
- |
|
специальная |
- |
5 - 7 |
6 - 8 |
- |
- |
- |
|
крупной штамповки |
- |
- |
- |
2 |
2 - 3 |
3 - 4 |
|
средней " |
- |
2 |
2 |
2 |
2 - 3 |
3 - 4 |
|
мелкой " |
- |
1 |
1 - 2 |
1 - 2 |
2 - 3 |
- |
|
Поточно-механизированная: |
|
|
|
|
|
|
|
специальная |
- |
6 - 8 |
10 - 12 |
- |
- |
- |
|
крупной штамповки |
- |
- |
6 - 8 |
8 - 10 |
10 - 12 |
12 - 14 |
|
средней " |
- |
- |
3 - 4 |
4 - 5 |
5 - 6 |
6 - 7 |
|
мелкой " |
- |
2 |
3 |
4 |
5 |
- |
Нормы плотности бригад при работе на ГПМ приведены в табл. 13.
Таблица 13
|
Количество операторов, обслуживающих один ГПМ, чел. |
|
|
Лист |
0,08 |
|
Полоса |
0,06 |
|
Лента |
0,25 |
|
Заготовка штучная |
0,10 |
Примечание. Данные таблицы относятся к прессовому оборудованию усилием до 1000 кН.
Нормы плотности бригад при работе на холоднолистоштамповочном оборудовании приведены в табл. 14.
Таблица 14
|
Количество основных рабочих на единицу оборудования, чел. |
|||
|
ручная подача и съем |
ручная подача и механизированный съем |
механизированная подача и съем |
|
|
Ножницы листовые |
2 - 3 |
1 - 2 |
- |
|
То же, с автоподачей материала |
- |
- |
1 |
|
Ножницы многодисковые |
2 - 3 |
1 - 2 |
1 |
|
Прессы вырубные |
1 - 3 |
1 - 2 |
1 |
|
Прессы мелкие и особо мелкие |
1 |
1 |
- |
|
То же, средние |
1 - 3 |
1 - 2 |
- |
|
" крупные |
1 - 4 |
1 - 3 |
- |
|
Прессы специальные |
1 - 4 |
1 - 3 |
- |
|
Прессы особо мелкие и мелкие с автоподачей |
- |
- |
0,3 - 1,0 |
|
То же, средние |
- |
- |
1,0 |
|
" крупные |
- |
- |
1,0 - 2,0 |
|
" специальные |
- |
- |
1,0 - 2,0 |
|
Прессы-автоматы особо мелкие и мелкие |
- |
- |
0,3 - 1,0 |
|
То же, средние |
- |
- |
0,5 - 1,0 |
|
" крупные |
- |
- |
1,0 |
|
" специальные |
- |
- |
1,0 - 2,0 |
|
Пресс листогибочный |
1 - 3 |
1 - 2 |
- |
|
То же, с программным управлением |
- |
- |
1,0 |
|
Машина листогибочная трех-четырехвалковая |
1 - 3 |
- |
1,0 - 2,0 |
|
Ножницы вибрационные и роликовые |
1 - 2 |
- |
- |
|
Пресс дыропробивной |
1 |
- |
- |
|
То же, с программным управлением |
- |
- |
1,0 |
Примечание. Большие значения плотности принимать для более габаритных и тяжелых деталей.
Нормы соотношения между группами работающих (для укрупненных расчетов) (%) приведены в табл. 15.
Таблица 15
|
Тип производства |
||||||||
|
единичное и мелкосерийное |
среднесерийное |
|||||||
|
крупная штамповка |
средняя штамповка |
мелкая и особо мелкая штамповка |
комплексный цех |
крупная штамповка |
средняя штамповка |
мелкая и особо мелкая штамповка |
комплексный цех |
|
|
Вспомогательные рабочие от основных |
59,0 |
45,0 |
24,0 |
55,0 |
66,0 |
57,0 |
30,0 |
67,0 |
|
ИТР от числа рабочих |
8,0 |
7,0 |
6,0 |
7,0 |
9,0 |
8,0 |
7,0 |
8,0 |
|
Служащие от числа рабочих |
2,5 |
2,0 |
1,5 |
2,0 |
2,0 |
2,0 |
1,0 |
2,0 |
|
МОП от числа рабочих |
2,0 |
1,9 |
1,7 |
1,9 |
1,5 |
1,4 |
1,2 |
1,4 |
|
ИТР ОТК от числа рабочих |
2,0 |
1,8 |
1,6 |
1,8 |
1,0 |
0,9 |
0,7 |
0,9 |
|
Рабочие-контролеры от числа основных |
6,0 |
5,0 |
4,0 |
5,0 |
4,0 |
3,5 |
3,0 |
3,5 |
|
Вспомогательные рабочие от основных |
86 |
72,0 |
40,0 |
77,0 |
97,0 |
92,0 |
53,0 |
92,0 |
|
ИТР от числа рабочих |
10 |
10,0 |
9,0 |
10,0 |
11,0 |
10,0 |
9,0 |
10,0 |
|
Служащие от числа рабочих |
2 |
2,0 |
1,0 |
2,0 |
1,5 |
1,5 |
1,0 |
1,5 |
|
МОП от числа рабочих |
1 |
0,8 |
0,7 |
0,8 |
1,0 |
0,7 |
0,6 |
0,7 |
|
ИТР ОТК от числа рабочих |
1 |
0,8 |
0,6 |
0,8 |
0,8 |
0,6 |
0,5 |
0,6 |
|
Рабочие-контролеры от числа основных |
4 |
3,5 |
3,0 |
3,5 |
3,5 |
3,0 |
2,5 |
3,0 |
Примечания: 1. Количество вспомогательных рабочих приводится с учетом рабочих категории 1.2.2.
2. При организации корпусных централизованных ремонтных служб количество вспомогательных рабочих в цехах комплексных, крупной и средней штамповки следует принимать на 30 - 40 % меньше указанных в табл. 15.
3. Склады металла и готовых деталей, ремонтные службы в состав цехов особо мелкой и мелкой штамповки, как правило, не включаются.
Нормы для определения количества работающих в наибольшую смену (%) приведены в табл. 16.
Таблица 16
|
Тип производства |
||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
|
|
Основные рабочие от общего количества |
60 |
50 |
50 |
50 |
|
Вспомогательные рабочие от общего количества |
60 |
55 |
55 |
50 |
|
ИТР от общего количества |
75 |
70 |
70 |
70 |
|
Служащие от общего количества |
75 |
70 |
70 |
70 |
|
ИТР в конторско-бытовых помещениях от количества ИТР |
60 |
60 |
60 |
60 |
|
Служащие в конторско-бытовых помещениях от количества служащих |
100 |
100 |
100 |
100 |
|
ИТР в цехе (в наибольшую смену) от количества ИТР |
40 |
40 |
40 |
40 |
При укрупненных расчётах количество женщин принимать от общего числа рабочих цеха, %:
для крупной штамповки 20 - 30;
" средней 40 - 50;
" мелкой 60 - 70.
Соотношение между категориями вспомогательных рабочих (для укрупненных расчетов) приведено в табл. 17.
Таблица 17
|
Отношение к общему числу вспомогательных рабочих, % |
|
|
1.2.1. |
27 |
|
1.2.2. |
48 |
|
1.2.3. |
23 |
|
1.2.4. |
2 |
Распределение профессий работающих по группам санитарной характеристики производственных процессов принимать в соответствии с «Общесоюзным классификатором».
4. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ЗДАНИЮ ЦЕХА, ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ
4.1. Методика определения площади цеха
Общая площадь цеха подразделяется на производственную и вспомогательную.
К производственной относится площадь, занимаемая производственным оборудованием, средствами автоматизации и механизации, производственным инвентарем, проездами и проходами между оборудованием и элементами здания, рабочими и складочными местами у оборудования, комнатами мастеров на производственных участках.
К вспомогательной относится площадь, занимаемая складами металла, заготовок, штампованных деталей, штампов, средств автоматизации и механизации, железнодорожными вводами, лабораториями, ремонтными службами, кладовыми, комнатами ОТК и др.
4.1.1. Методика определения общей площади цеха при разработке ТЭО (ТЭР)
Производственная площадь цеха определяется по табл. 19, вспомогательная - по табл. 18.
Площади под сантехнические и энергетические устройства и магистральные проезды определяются в целом по корпусу при разработке компоновочного плана (схемы).
4.1.2. Методика определения общей площади цеха при разработке проекта
Производственная площадь подтверждается или уточняется технологической планировкой.
Вспомогательная площадь определяется следующим образом:
площади складов и кладовых рассчитываются на основании данных раздела 7;
площади лабораторий и ремонтных служб, относящихся к цеху, рассчитываются по соответствующим нормам технологического проектирования.
Ориентировочные соотношения площадей подразделений цеха (для укрупненных расчетов) приведены в табл. 18.
Таблица 18
|
Площадь подразделения от общей площади цеха, % |
|||
|
особо крупная и крупная штамповка |
средняя штамповка |
мелкая штамповка |
|
|
Производственная |
35 - 60 |
50 - 65 |
55 - 68 |
|
Вспомогательная |
40 - 65 |
35 - 50 |
32 - 45 |
|
В том числе: |
|
|
|
|
склад металла |
2 - 15 |
1 - 10 |
0 - 9 |
|
склад заготовок |
5 |
4 |
3 |
|
склад штампов, средств механизации и автоматизации и контрольной оснастки |
10 - 16 |
10 - 14 |
12 - 14 |
|
склад деталей |
15 - 21 |
14 - 16 |
14 - 16 |
|
рембазы |
6 |
4 |
2 |
|
кладовые, лаборатории, вспомогательные помещения |
2 |
2 |
1 |
4.1.3. Нормы размеров пролетов и грузоподъемность подъемно-транспортных средств
4.1.3.1. Размеры пролетов (ширина и сетка колонн) цехов холодной листовой штамповки металла принимать во ГОСТ 23837-79, ГОСТ 24336-80.
4.1.3.2. Высота пролета выбирается по максимальной высоте принятого в проекте оборудования.
4.1.3.3. Грузоподъемность подъемно-транспортных средств выбирается исходя из технологических требований (погрузка-разгрузка и транспортирование металла, штампов и оснастки).
4.1.3.4. Во вновь строящихся корпусах холодной листовой штамповки металла ширину и высоту пролетов следует унифицировать в соответствии с требованиями главы СНиПа по проектированию производственных зданий.
4.1.3.5. Для вновь строящихся зданий цехов (участков) крупной и средней штамповки ширину пролета следует принимать равной 30 м.
4.1.3.6. Допускается по технологическим требованиям применение ширины пролетов, шага колонн и высот этажей, превышающих установленные стандартами на здания промышленных предприятий. При этом ширина пролетов и шаг колонн должны быть кратными 6 м, а высота этажей - 1,2 м.
Нормы удельной производственной площади на единицу оборудования (для укрупненных расчетов) представлены в табл. 19.
Таблица 19
|
Удельная производственная площадь, м2 |
|
|
Ножницы листовые |
25 - 90 |
|
То же, с автоподачей материала |
50 - 180 |
|
Ножницы многодисковые |
50 - 140 |
|
Прессы вырубные |
50 - 90 |
|
Прессы особо мелкие и мелкие |
4 - 12 |
|
То же, средние |
20 - 90 |
|
" крупные |
30 - 160 |
|
" специальные |
40 - 120 |
|
Прессы особо мелкие и мелкие с автоподачей |
8 - 25 |
|
То же, средние |
40 - 180 |
|
" крупные |
60 - 320 |
|
" специальные |
80 - 420 |
|
Прессы-автоматы особо мелкие и мелкие |
8 - 40 |
|
То же, средние |
55 - 65 |
|
" крупные |
100 - 140 |
|
То же, специальные |
180 - 420 |
|
Пресс листогибочный |
20 - 90 |
|
То же, с программным управлением |
40 - 180 |
|
Машина листогибочная трех-четырехвалковая |
25 - 80 |
|
Ножницы вибрационные и роликовые |
10 - 40 |
|
Пресс дыропробивной |
10 - 30 |
|
То же, с программным управлением |
20 - 60 |
|
Рабочее место |
5 - 6 |
Примечания: 1. Данные табл. 18 для средней и крупной штамповки относятся к пролету шириной 24 м. Для пролета шириной 30 м принимать повышающий коэффициент К = 1,25.
2. Большие значения относятся к более крупному оборудованию.
3. Для ИТР и служащих, работающих в цехе, предусматриваются конторские помещения на площади цеха из расчета по 4 - 6 м2 на 1 человека.
Нормы размеров фундамента надземного и подземного типов под прессы в пролете шириной 24 ч приведены в табл. 20.
Таблица 20
|
Размера, м |
Максимальная масса пресса со штампом, т |
||||||
|
в |
в1 |
в2 |
Н* |
h |
h1 |
||
|
Линии штамповки: |
|
|
|
|
|
|
|
|
крупной |
3,5 - 5,0 |
7,0 - 8,5 |
- |
5,0 - 5,5* |
1,8 - 2,6 |
- |
600 |
|
средней |
3,0 - 5,0 |
- |
3 - 5 |
3,0 - 4,0 |
- |
1,5 - 1,8 |
250 |
* Глубина фундамента «Н», большая указанной в табл. 20, допускается при соответствующем обосновании.
Рис. 1. Чертеж фундамента в разрезе (а) и плане (б).
Нормы размеров фундамента надземного и подземного типа и нагрузок на рамы под прессы в пролете шириной 30 м приведены в табл. 21.
Таблица 21
|
Размеры, м |
Максимальная масса пресса со штампом, т |
|||||||
|
в |
в1 |
в2 |
в3 |
Н |
h |
h1 |
||
|
Линия штамповки: |
|
|
|
|
|
|
|
|
|
крупной |
6 - 8 |
7 - 9 |
- |
- |
5,0 - 5,5* |
1,8 - 2,6 |
- |
600 |
|
средней |
- |
- |
3 - 6 |
4 - 7 |
3,0 - 4,0* |
- |
1,5 - 1,8 |
250 |
* Глубина фундамента, большая указанной в табл. 21, допускается при соответствующем обосновании.
Примечания к табл. 20, 21: 1. Размеры в, в1, в2, h, h1 уточняются по установочным чертежам запроектированного оборудования.
2. Размеры в, h, h1, Н пригодны также для проектирования фундаментов траншейного типа.
Рис. 2. Чертеж фундамента в разрезе (а) и плане (б)
Нормы длины пролетов и групповых фундаментов этажного типа для размещения крупных и средних прессов, складов штампов и вспомогательных помещений цеха приведены в табл. 22.
Таблица 22
|
Размеры, м, при ширине пролета |
|||||||
|
24 м |
30 м |
||||||
|
крупной штамповки |
средней штамповки |
l1 |
l2 |
L |
l1 |
l2 |
L |
|
4 - 10 |
6 - 15 |
48 - 60 |
36 - 42 |
96 - 108 |
48 - 60 |
24 - 30 |
81 - 96 |
|
св. 10 |
св. 15 |
48 - 60 |
48 - 54 |
108 - 120 |
48 - 60 |
36 - 42 |
96 - 108 |

Рис. 3. Схема штамповочного пролета:
1 - оклад заготовок; 2 - проезд; 3 - групповой фундамент под линиями крупных и средних прессов; 4 - склад крупных и средних штампов, средств автоматизации и механизации контрольной оснастки; 5 - вспомогательные помещения, участки доделки и исправления дефектов в штамповках.
При размещении склада штампов, контрольных приспособлений средств автоматизации и механизации в других пролетах длина пролета может быть равной 60 - 72 м.
При определении величины «L» следует учитывать возможное увеличение количества закрепленных за линией деталей.
Нормы ширины проездов и проходов приведены в табл. 23.
Таблица 23
|
Обозначение |
Размеры, м |
|
|
Цеховые проходы |
- |
2,0 |
|
Магистральные проезды |
|
|
|
при протяжении до 200 м |
В |
5,0 |
|
Магистральные проезды длиной свыше 200 м |
В |
6,0 |
|
Проезды между линиями: |
|
|
|
крупных прессов |
В1 |
3,0 - 4,0 |
|
средних " |
В2 |
3,0 - 3,5 |
|
мелких " |
В3 |
2,5 - 3,0 |
|
Проезды между участками: |
|
|
|
при двухстороннем движении |
- |
4,0 - 6,0 |
|
при одностороннем движении |
- |
2,0 - 3,0 |
|
Проход для рабочих |
- |
1,0 - 1,2 |
|
Расстояние от границы проезда до: |
|
|
|
элементов здания |
d |
0,2 - 0,3 |
|
оборудования |
σ |
0,1 - 0,5 |
|
Расстояние от оборудования до элементов здания |
d1 |
0,2 - 0,8 |
Примечание. Располагать оборудование у стен (в т.ч. со световыми проемами) следует, предусматривая проезды вдоль стен для механизированной очистки и промывки остекления, ремонта и обслуживания оборудования шириной не менее 1,5 м.
Рис. 4. Схема штамповочного пролета:
а - шириной 24 м; б - шириной 30 м; 1, 2, 3 - крупный, средний и мелкий пресс соответственно.
Нормы расстояний между линиями крупных прессов при их поперечном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 24.
Таблица 24
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
||||
|
А |
б |
г |
г1 |
|||
|
Двойного и простого действия |
4000 - 20000 |
2,8 - 4,0 |
4 - 7 |
4 - 6 |
6 - 8 |
4 - 6 |
Рис. 5. Схема пролета крупной штамповки шириной 24 м:
1, 2 - головной (как правило, двойного действия) и линейный (простого действия) прессы соответственно; 3 - место для выкатного стола; 4 - механизм загрузки заготовок; 5 - межоперационный транспортер или другой механизм.
Схема может быть использована при реконструкции или техническом перевооружении действующего цеха.
Нормы расстояний между линиями крупных прессов при их продольном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 25.
Таблица 25
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
||||
|
А |
б |
г |
д |
|||
|
Двойного и простого действия |
4000 - 6000 |
2,5 - 12,0 |
4 - 7 |
1,0 - 1,5 |
1,5 - 2,0 |
0,7 - 0,8 |
Рис. 6. Схема пролета крупной штамповки шириной 24 м:
1, 2 - головной (как правило, двойного действия) и линейный (простого действия) прессы соответственно, 3 - подъемный стол, 4 - межоперационный транспортер или другой механизм.
Для прессов, у которых балка выталкивателя демонтируется в бок, размер «г» должен быть не менее длины ползуна.
Нормы расстояний между линиями средних прессов при их поперечном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 26.
Таблица 26
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
Двойного и простого действия |
2500 - 6300 |
1,0 - 2,5 |
3 - 5 |
9 - 7 |
3 - 5 |
4 - 6 |
3 - 5 |
Рис. 7. Схема пролета средней штамповки шириной 24 м:
1, 2 - головной (как правило, двойного действия) и линейный (простого действия) прессы соответственно; 3 - место выкатного стола; 4 - механизм загрузки заготовок; 5 - межоперационный транспортер.
Схема может быть использована при реконструкции или техническом перевооружении действующего цеха.
Нормы расстояния между линиями средних прессов при их продольном расположении и строительными элементами здания в пролете шириной 24 м приведены в табл. 27.
Таблица 27
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
д |
|||
|
Двойного и простого действия |
2500 - 6300 |
1,5 - 2,5 |
3 - 7 |
9 - 5 |
1,0 - 1,5 |
1,5 - 2,0 |
0,7 - 0,8 |
Рис. 8. Схема пролета средней штамповки шириной 24 м:
1 - пресс; 2 - механизм загрузки заготовок; 3 - межоперационный транспортер или другой механизм.
Для прессов, у которых балка выталкивателя демонтируется в бок, размер «г» должен быть не менее длины ползуна.
Нормы расстояний между прессами и строительными элементами здания при установке двух прессов на одну раму в пролете шириной 24 м приведены в табл. 28.
Таблица 28
|
Усилие пресса, кН |
Размеры стола, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
Однокривошипный закрытый |
1600 - 16000 |
макс. 2,0´2,8 |
3,0 - 4,5 |
3,5 - 6,0 |
3 - 5 |
4 - 5 |
3 - 5 |
Рис. 9. Схема пролета средней штамповки шириной 24 м:
1 - пресс; 2 - механизм загрузки заготовок; 3 - межоперационный транспортер или другой механизм.
Указанная схема может быть использована при реконструкции или техническом перевооружении действующего цеха как временная мера из-за отсутствия площадей на переходной период.
Нормы расстояний между линиями крупных прессов и строительными элементами здания в пролете шириной 30 м приведены в табл. 29.
Таблица 29
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
В линиях: |
|
|
|
|
|
|
|
|
автоматических |
5000 - 10000 |
2,8 - 5,0 |
6 - 8 |
14 - 18 |
4 - 6 |
6 - 8 |
4 - 6 |
|
поточно-механизированных |
5000 - 10000 |
2,8 - 5,0 |
6 - 8 |
14 - 18 |
4 - 6 |
6 - 7 |
4 - 6 |
Рис. 10. Схема пролета крупной штамповки шириной 30 м:
1, 2 - прессы двойного и простого действия соответственно; 3 - место для выкатного стола; 4 - первый выкатной стол; 5 - второй выкатной стол; 6 - механизм загрузки заготовок; 7 - межоперационный транспортир или другой механизм.
Нормы расстояний между линиями крупных прессов и строительными элементами здания в пролете шириной 30 м приведены в табл. 30.
Таблица 30
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
В линиях: |
|
|
|
|
|
|
|
|
автоматических |
4000 - 10000 |
2,5 - 2,8 |
6 - 8 |
18 - 14 |
4 - 6 |
6 - 7 |
4 - 6 |
|
поточно-механизированных |
4000 - 10000 |
2,5 - 2,8 |
6 - 8 |
18 - 14 |
4 - 6 |
5 - 7 |
4 - 6 |
Рис. 11. Схема пролета крупной штамповки шириной 30 м:
1, 2 - прессы двойного и простого действия соответственно; 3 - место для выкатного стола; 4, 5 - первый и второй выкатные столы соответственно; 6 - механизм загрузки заготовок; 7 - межоперационный транспортер или другой механизм.
Нормы расстояний между линиями средних прессов и строительными элементами здания в пролете шириной 30 м приведены в табл. 31.
Таблица 31
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
А |
А1 |
б |
г |
г1 |
|||
|
Двойного и простого действия |
2500 - 8000 |
1,5 - 2,5 |
3 - 6 |
12 - 9 |
3 - 5 |
4 - 6 |
3 - 5 |
Рис. 12. Схема пролета средней штамповки шириной 30 м:
1 - пресс двойного (простого) действия; 2, 3 - первый и второй выкатные столы соответственно; 4 - место для выкатного стола; 5 - механизм загрузки заготовок; 6 - межоперационный транспортер или другой механизм.
Нормы расстояний между мелкими прессами-автоматами и универсальными прессами с автоматическими подачами в пролете шириной 24 и 30 м приведены в табл. 32, 33.
Таблица 32
|
Усилие пресса, кН |
Длина стола слева направо, м |
Размеры, м |
|||||
|
б |
д |
д1 |
б1 |
α |
|||
|
Открытый |
до 400 |
0,6 |
1,5 - 2 |
4 - 4,5 |
0,8 - 1 |
0,5 - 0,8 |
30 - 90 |
|
То же |
630 - 10000 |
1,0 |
1,5 - 2 |
4,5 - 5,5 |
1,2 - 1,5 |
0,5 - 0,8 |
30 - 90 |
Рис. 13. Схема пролета мелкой штамповки ширимой 24 м:
1 - мелкий пресс-автомат или пресс с автоматической подачей; 2 - тара для деталей.
При наличии приводной рулонницы и правильного устройства для ленты размер «д» может быть увеличен.
Таблица 33
|
Усилие пресса, кН |
Размер стола слева направо (м) до |
Размеры, м |
||||
|
б |
д |
д1 |
б1 |
|||
|
Открытый |
до 400 |
0,6 |
1,5 - 2,0 |
4,0 - 4,5 |
0,8 - 1,0 |
0,5 - 0,8 |
|
То же |
630 - 1000 |
1,0 |
1,5 - 2,0 |
4,5 - 5,5 |
1,2 - 1,5 |
0,5 - 0,8 |
Рис. 14. Схема пролета мелкой штамповки шириной 30 м:
1 - мелкий пресс-автомат или пресс с автоматической подачей; 2 - тара для деталей.
Установка мелкого прессового оборудования в пролетах шириной 30 м допустима в случае размещения прессового производства в одном корпусе в действующих цехах при техническом перевооружении.
Нормы расстояний между мелкими универсальными прессами в пролете шириной 24 м приведены в табл. 34.
Таблица 34
|
Усилие пресса, кН |
Длина стола слева направо (м) до |
Размеры, м |
||||
|
б |
д |
д1 |
б1 |
|||
|
Открытый |
до 400 |
0,6 |
2,0 - 2,5 |
2,5 - 3,5 |
0,4 - 0,8 |
1,2 - 1,5 |
|
То же |
630 - 1000 |
1,0 |
2,0 - 2,5 |
3,0 - 4,0 |
0,5 - 1,0 |
1,2 - 1,5 |
Рис. 15. Схема пролета мелкой штамповки шириной 24 м:
1, 4 - тара или бункер для заготовок и тара для деталей соответственно; 2, 3 - пресс открытый до 400 кН и 630 - 1000 кН соответственно.
Нормы расстояний между мелкими универсальными прессами в пролете шириной 30 м приведены в табл. 35.
Таблица 35
|
Усилие пресса, кН |
Размер стола слева направо, м |
Размеры, м |
|||||
|
б |
б1 |
д |
д1 |
д2 |
|||
|
Открытый |
до 400 |
до 0,6 |
2,0 - 2,5 |
1,2 - 1,5 |
2,5 - 3,5 |
0,4 - 0,8 |
3 - 4 |
|
То же |
630 - 1000 |
до 1,0 |
2,0 - 2,5 |
1,2 - 1,5 |
3,0 - 4,0 |
0,5 - 1,0 |
3 - 4 |
Рис. 16. Схема пролета мелкой штамповки шириной 30 м:
1 - тара или бункер с заготовками; 2 - тара или бункер для деталей; 3 - пресс кривошипный открытый.
Установка мелкого прессового оборудования в пролетах шириной 30 м допустима в случае размещения прессового производства в одном корпусе при техническом перевооружении.
Нормы расстояний между оборудованием и элементами здания для мелкосерийного и среднесерийного производства (для предприятий приборостроения) представлены в табл. 36.
Таблица 36
|
Усилие пресса, кН |
|||
|
до 250 |
400 - 1000 |
1250 - 2500 |
|
|
а |
0,2 - 0,6 |
0,2 - 0,6 |
0,2 - 0,6 |
|
б |
0,2 - 0,6 |
0,2 - 0,6 |
0,2 - 0,6 |
|
в |
1,4 |
1,4 |
1,4 |
|
г |
0,2 - 0,6 |
0,2 - 0,6 |
0,2 - 0,6 |
|
д |
0,8 |
1,2 - 1,4 |
1,5 - 2 |
|
е |
0,6 |
0,8 |
1,0 - 1,5 |
|
ж |
0,8 |
1,0 |
1,2 |
|
и |
0,6 |
0,6 |
0,8 |
|
к |
1,2 |
1,5 |
1,8 - 2,2 |
|
л |
0,1 - 0,5 |
0,1 - 0,5 |
0,1 - 0,5 |
|
м |
0,8 |
1,0 - 1,4 |
1,7 - 2,2 |
|
н |
1,8 |
2,1 |
2,8 |
|
п |
0,8 |
1,0 |
1,3 |
|
р |
0,9 |
1,0 |
1,3 |
|
с |
1,7 |
2,5 |
3,0 |
|
т |
1,0 |
1,2 - 1,5 |
1,8 - 2,2 |
|
у |
2,5 - 2,8 |
3 - 4 |
3,5 - 4,3 |
|
ф |
2 «е» + ширина пресса |
||
|
х |
1,4 - 1,7 |
2,0 - 3,5 |
2,5 - 3,0 |
Примечание. Данные учитывают установку оргоснастки около оборудования.
Рис. 17а. Расстояние между оборудованием и элементами здания:
I - от колонны; II - от стен.
Рис. 17б. Расстояния между оборудованием и элементами здания:
III - между прессами.
Рис. 17в. Расстояние между оборудованием и элементами здания:
IV - между прессами и средствами механизации и автоматизации.
Нормы расстояний между специальным прессовым оборудованием в пролете шириной 24 - 30 м приведены в табл. 37 и представлены на рис. 18 и 19.
Рис. 18. Схема расположения многопозиционных прессов-автоматов в штамповочном пролете:
1, 2 - пресс-автомат многопозиционный и специальный для прогрессивной штамповки соответственно; 3 - рулонница; 4 - устройство подачи штучных заготовок; 6 - запасной рулон; 6 - тара с деталями.
Рис. 19. Схема расположения специального автоматического прессового оборудования в штамповочном пролете:
![]() -
автоматическая линия мелкой штамповки:
-
автоматическая линия мелкой штамповки:
1.1 - пульт управления; 1.2 - загрузочное устройство; 1.3 - пресс кривошипный; 1.4 - разгрузочное устройство; 1.5 - тара с деталями.
![]() -
многоползунковый пресс-автомат:
-
многоползунковый пресс-автомат:
2.1 - пресс-автомат; 2.2 - бунт; 2.3 - тара с деталями.
![]() -
комплекс для чистовой вырубки:
-
комплекс для чистовой вырубки:
3.1 - стеллаж; 3.2 - полосоподаватель; 3.3 - пресс; 3.4 - тара с деталями; 3.5 - тара с отходами.
![]() -
штамповочный центр:
-
штамповочный центр:
4.1 - стеллаж; 4.2 - полосоподаватель; 4.3 - пресс; 4.4 - магазин штампов; 4.5 - устройство для резки или стапелированных отходов; 4.6 - пульт управления; 4.7 - тара с деталями.
![]() -
комплекс «пресс-робот»:
-
комплекс «пресс-робот»:
5.1 - робот двурукий; 5.2 - пресс; 5.3 - зона действия руки робота.
![]() -
комплекс «пресс-робот»:
-
комплекс «пресс-робот»:
6.1 - робот; 6.2 - пресс; 6.3 - тара с деталями.
Таблица 37
|
г |
г1 |
б |
д |
д1 |
к |
п |
н |
|
2 - 6 |
4 - 10 |
0,5 - 1,5 |
2,5 - 3,5 |
0,5 - 1,0 |
1,5 - 2,0 |
3 - 4 |
2,5 - 4,0 |
Примечания:
1. Привязку оборудования поз. ![]()
![]() и
и ![]() (рис. 19) принимать по табл. 23.
(рис. 19) принимать по табл. 23.
2. Размер «г» принимать с учетом возможности демонтажа вала пресса при ремонте.
Нормы нагрузок на полы, технологических требований к их конструкции, рекомендуемые покрытия полов и требования к отделки помещений цехов холодной листовой штамповки металла (для выдачи задания на разработку строительной части здания цеха) представлены в табл. 38.
Таблица 38
|
Подразделение |
Воздействие на полы, требования к ним и типы покрытий |
Требования к отделке помещений цеха |
||||||||||
|
нагрузка |
|
технологические требования к конструкции пола |
||||||||||
|
характер нагрузки |
максимальная равномерно распределенная, кН/м2 |
безрельсовый транспорт, грузоподъемность |
водомаслостойкость |
стойкость к прилипанию стружки |
несколькозкость |
безыскровость |
устойчивость к механическим воздействиям от безрельсового транспорта |
беспыльность |
стойкость к щелочам и растворителям |
типы покрытия |
||
|
Склад металла |
Пачки листов, рулоны на подставках на полу, то же, в стеллажах |
200 |
Автопоезда до 20 т, погрузчики до 5 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
Бетон с гранитной щебенкой |
Отделка обычная гладкая, светлых тонов |
|
Заготовительный участок со складом заготовок |
Пачки заготовок на полу, то же, в стеллажах |
100 |
То же |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же или деревянная торцевая шашка на битуме |
То же, с шумопоглощающей несгораемой облицовкой |
|
Перекрытие фундаментов |
Пачки заготовок, тара с деталями, штампы |
100 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
- |
Деревянные щиты, уложенные на металлические балки и пропитанные огнестойким составом |
То же |
|
Проезды магистральные |
- |
100 |
То же и самоходные тележки до 50 т |
- |
+ |
+ |
- |
+ |
- |
- |
Чугунная или стальная штампованная плитка |
- |
|
Проезды между линиями прессов, пространство вокруг колонн в зоне установки прессов |
- |
100 |
То же |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же или деревянная торцевая шашка на битуме |
- |
|
Склад деталей*) |
Стеллажи |
50 - 150 |
То же |
+ |
- |
+ |
- |
+ |
+ |
- |
Бетон |
Отделка обычная гладкая, светлых тонов с шумопоглащающей несгораемой облицовкой |
|
|
Штабели |
50 |
Погрузчики до 5 т автопоезда до 20 т |
+ |
- |
+ |
- |
+ |
+ |
- |
Деревянная торцовая шашка на битуме |
|
|
Склад штампов |
Штампы, средства механизации и автоматизации |
200 |
Безрельсовая самоходная тележка до 50 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
Деревянная торцовая шашка на битуме |
То же |
|
Цехи (участки) мелкой штамповки |
Штампы, тара с деталями, заготовками и др. |
50 |
Погрузчики до 5 т автопоезда до 20 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же |
То же |
|
Цехи (участки) мелкой штамповки, расположенные в многоэтажных зданиях |
То же |
50 |
Погрузчики до 5 т |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же |
То же |
|
Полы группового фундамента под крупные и средние прессы |
- |
50 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
- |
Бетон |
То же |
|
Прочие помещения |
- |
50 |
- |
+ |
+ |
+ |
- |
+ |
+ |
- |
То же |
То же |
|
Кладовые материалов (основных и вспомогательных) для предприятий приборостроения |
Металл, штампы, детали, заготовки, полуфабрикаты инструмент, оснастка и др. |
50 |
Погрузчики до 2 т |
+ |
+ |
+ |
+ |
+ |
+ |
- |
Бетон |
Отделка обычная гладкая, светлых тонов с шумопоглощающей несгораемой облицовкой |
|
Участки приготовления технологических смазок, кладовые |
- |
20 |
То же |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
То же |
То же |
Примечания: 1. Для отдельно стоящих цехов особо мелкой и мелкой штамповки следует принимать только погрузчики грузоподъемностью до 2 т.
2. Статические и динамические нагрузки от оборудования указываются дополнительно.
3. *) Нагрузка 150 кН/м2 дана для высотных стеллажных окладов.
Перечень подразделений цеха, выделяемых в отдельные помещения и их размещение в здании приведен в табл. 39.
Таблица 39
|
Причины выделения в отдельные помещения |
Тип и высота перегородок |
Возможность размещения |
Прочие указания |
|||
|
в подвале |
на 1 этаже |
на 2-ом этаже |
||||
|
Участок галтовки |
Шум, пылевыделение |
Из светопрозрачных материалов высотой 4 - 6 м с перекрытием из легких материалов или до межэтажного перекрытия |
- |
+ |
+ |
|
|
Кладовые: |
|
|
|
|
|
|
|
материалов |
материальная ответственность |
Легкие ж/бетонные перегородки до перекрытия или на высоту 3,6 м |
- |
+ |
+ |
Для предприятий приборостроения |
|
штампов, инструмента |
то же |
то же |
+ |
+ |
+ |
То же |
|
вспомогательных материалов |
то же и пожароопасность |
то же |
- |
+ |
+ |
То же, необходимо приближение к наружным стенам |
|
Участок технического контроля |
материальная ответственность |
перегородки из светопрозрачных материалов высотой 2,8 м с подвесным потолком |
- |
+ |
+ |
- |
|
Кладовая химикатов |
то же |
перегородки из светопрозрачных материалов |
+ |
+ |
+ |
Необходимо приближение к наружным стенам |
5. МАТЕРИАЛОЕМКОСТЬ И ЭНЕРГОЕМКОСТЬ
5.1. Основные материалы, коэффициент использования металла
Цехи холодной листовой штамповки металла в качества исходного материала используют прокат черных и цветных металлов в виде листа, рулона, ленты, полосы, профилей, поступающих с металлургических заводов.
Требования к качеству материалов регламентируются государственными и отраслевыми стандартами, а также техническими условиями (ТУ), действующими на предприятии-потребителе металла.
Годовой расход металла определяется по годовому выпуску цеха и коэффициенту использования металла:
![]() (4)
(4)
где Qм - годовой расход металла, т;
Qд - годовая программа готовых деталей (выпуск), т;
Кисп. - коэффициент использования металла (применяется по табл. 40 на основании отраслевых нормативов).
Коэффициент использования металла приведен в табл. 40.
Таблица 40
|
Средний коэффициент использования металла, Кисп. |
|
|
Приборы и электрооборудование |
0,55 - 0,83 |
|
Мотоциклы и велосипеды |
0,70 - 0,90 |
|
Автомобили |
0,60 - 0,82 |
|
Тракторы |
0,70 - 0,90 |
|
Сельскохозяйственные машины |
0,62 - 0,90 |
|
Холодильники и стиральные машины |
0,80 - 0,85 |
|
Краны мостовые |
0,80 - 0,90 |
|
Тепловозы и электровозы |
0,70 - 0,75 |
|
Вагоны |
0,80 - 0,85 |
5.2. Вспомогательные материалы
К вспомогательным относятся материалы, не входящие в состав изделий (деталей): горюче-смазочные материалы, химикаты, обтирочные, упаковочные и строительные материалы.
Вспомогательные материалы применяются как для технологических целей, так и для ремонтно-эксплуатационных нужд.
5.3. Нормы расхода энергоносителей
Основными видами энергии, используемой в цехах холодной листовой штамповки металла, являются: электроэнергия, сжатый воздух, пар. Кроме того, в небольших количествах потребляются газы (природный, углекислый, кислород, ацетилен, пропан-бутан).
Для охлаждения крупного прессового оборудования и очистки деталей используется вода.
Годовой расход электроэнергии и сжатого воздуха определяется по соответствующим отраслевым нормам.
Основные параметры энергоносителей и средние расходы сжатого воздуха оборудованием и средствами механизация и автоматизации даны в приложениях 2 и 3.
Расходы остальных видов анергии (газ, пар) определяют по методике, принятой при проектировании сборочно-сварочных и окрасочных цехов.
Для охлаждения пневмоподушек крупных прессов применяется вода, средний часовой расход которой составляет 2 - 3 м3 на 1 пресс.
Для смачивания пыли, образующейся при очистке мелких деталей от грязи, смазки и окалины в виброгалтовочные установки добавляют воды до 0,2 м3 в час в зависимости от объема загрузочной камеры.
Вода, необходимая для охлаждения прессов, может использоваться многократно после охлаждения.
Вода, идущая на промывку и очистку деталей, должна проходить очистку перед повторным использованием.
6. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ПРОИЗВОДСТВА ХОЛОДНЫХ ШТАМПОВОК
6.1. Выбор средств механизации и автоматизации
Настоящие нормы предусматривают создание в проектируемых цехах максимально допустимого уровня механизации и автоматизации, соответствующего масштабу производства.
Для единичного, мелкосерийного и среднесерийного производств, где используется универсальное оборудование, предусматривается широкое применение различных средств механизации, гибкие производственные системы.
В крупносерийном и массовом производствах, где используется специальное и специализированное оборудование, предусматривается высокий уровень механизации, а также автоматизации технологических процессов.
6.2. Степень и уровень автоматизации и механизации производства
Прогрессивность технологических процессов и оборудования характеризуется степенью и уровнем автоматизации и механизации производства, которые определяются по «Методическим указаниям по оценке степени и уровня автоматизации производства, предусматриваемой в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий», утвержденным Постановлением ГКНТ СССР от 7 августа 1985 г. № 425.
7. ОРГАНИЗАЦИЯ ЦЕХОВОГО СКЛАДСКОГО ХОЗЯЙСТВА
Расположение цеховых складов металла, заготовок, деталей и оснастки должно соответствовать принципам поточного производства.
Выбор способов хранения определяется объемами и спецификой производства, характером деталей и т.д. При этом должны быть максимально использованы объем складского помещения и высота здания.
Хранение металла, заготовок, деталей и оснастки в цехах с массовым и крупносерийным типом производства должно осуществляться на соответствующих складах, которые рассчитываются по формулам (8) и (9) и таблицам 41 - 53.
Хранение металла, заготовок, полуфабрикатов, деталей, вспомогательных материалов и оснастки в цехах (участках) особо мелкой и мелкой штамповки со среднесерийным, мелкосерийным и единичным типами производства должно осуществляться в соответствующих кладовых, которые рассчитываются по табл. 54.
Для хранения в транспортирования заготовок и деталей следует применять оборотную тару. Конструкция тары должна обеспечивать сохранность грузов, возможность эффективного использования подъемно-транспортного оборудования и многоярусного хранения в стеллажах и штабелях.
Тара должна выбираться с учетом:
габаритных размеров, массы и конфигурации хранимых заготовок и штамповок;
способа хранения, высоты складирования и характеристики подъемно-транспортного оборудования, применяемого для перемещения и складирования тары;
обеспечения комплексной механизации и автоматизации транспортно-складских работ.
Хранение деталей на складе следует осуществлять в механизированных и автоматизированных стеллажных складах, обслуживаемых штабелерами различных типов грузоподъемностью до 5 т.
В условиях массового производства при больших размерах партий штампованных деталей целесообразна организация автоматизированных стеллажных складов в отдельно стоящих зданиях из легких металлоконструкций с использованием несущей способности стеллажей.
Длинномерные штамповки следует хранить в специальной таре в многоярусных штабелях.
Хранение деталей в подвесных секциях грузонесущих и толкающих конвейеров допускается при соответствующем обосновании.
Подъемно-транспортное оборудование, применяемое в цехах холодной листовой штамповки металла, представлено в табл. 41.
Таблица 41
|
Виды транспорта и оборудования для подачи и выдачи грузов |
Оборудование для обслуживания окладов |
Примечание |
|
|
Металла |
Железнодорожный |
Краны мостовые крюковые и магнитные, оборудованные специальными захватами для пачек листов, рулонов и т.п. |
Один кран на 50 - 70 м длины пролета |
|
Автомобильный |
|||
|
Транспортеры |
|||
|
Рольганги |
|||
|
|
|
Краны-штабелеры для листовых и длинномерных грузов |
То же |
|
|
|
Краны полукозловые |
То же |
|
|
|
Электропогрузчики |
|
|
|
|
Электротележки с подъемным грузозахватным органом для рулонов и пачек листа |
|
|
|
|
Кантователи рулонов |
|
|
|
|
Оборудование для переработки упаковочных материалов |
|
|
|
|
Весовое хозяйство |
|
|
Штампованных деталей |
Краны мостовые Транспортеры, рольганги |
Краны-штабелеры мостовые и стеллажные |
1 кран на 50 - 70 м длины пролета |
|
|
Конвейеры подвесные грузонесущие и толкающие |
Электропогрузчики |
|
|
|
Монорельсовые дороги |
|
|
|
|
Электропогрузчики и электротягачи |
|
|
|
Штампов |
Краны мостовые |
Краны мостовые |
То же |
|
|
Электротележки Рольганги, транспортеры |
Краны-штабелеры мостовые и стеллажные |
|
|
|
Электропогрузчики |
Электропогрузчики |
|
Нормы расчета площадей цеховых складов приведены в табл. 42.
Таблица 42
|
Поставка |
Способ хранения |
Средняя нагрузка на 1 м2 при полной высоте укладки, кН |
Максимальная высота хранения, м |
Коэффициент использования общей площади, Кисп. |
|
|
Основные исходные материалы |
|||||
|
Прокат листовой |
В пачках |
В штабелях |
80 - 120 |
4 |
0,35 - 0,40 |
|
|
То же |
В стеллажах |
140 - 160 |
8 - 10 |
0,30 - 0,55 |
|
Прокат широкорулонный |
В рулонах |
На подставках |
100 - 120 |
4 - 5 |
0,35 - 0,40 |
|
То же |
В стеллажах |
160 - 180 |
8 - 10 |
0,30 - 0,55 |
|
|
Лента (ширина 101 - 300 мм) |
В бунтах |
На подставках |
60 - 80 |
4 |
0,35 - 0,40 |
|
То же |
В стеллажах |
120 - 140 |
8 - 10 |
0,30 - 0,55 |
|
|
Лента (ширина до 100 мм) |
В бунтах |
В штабелях |
20 - 40 |
4 |
0,35 - 0,40 |
|
То же |
В стеллажах |
40 - 60 |
8 - 10 |
0,30 - 0,55 |
|
|
Полоса |
В пачках (связках) |
В штабелях |
800 - 100 |
4 |
0,35 - 0,40 |
|
Заготовки |
|||||
|
Карточки (прямоугольные в плане) |
Стопами на поддонах |
В штабелях |
60 - 80 |
4 |
0,25 - 0,30 |
|
То же |
В стеллажах |
130 - 150 |
10 - 12 |
0,30 - 0,55 |
|
|
Сложной конфигурации |
То же |
В штабелях |
80 - 70 |
4 |
0,20 - 0,25 |
|
То же |
В стеллажах |
120 - 140 |
10 - 12 |
0,25 - 0,55 |
|
|
Штампованные детали |
|||||
|
Тонколистовые: |
|
|
|
|
|
|
Особо крупные и крупные |
В специальной таре |
В штабелях |
9 |
5 - 6 |
0,35 - 0,45 |
|
То же |
В стеллажах |
15 - 50 |
9 - 26 |
0,30 - 0,55 |
|
|
То же |
То же |
На подвесных конвейерах |
- |
- |
- |
|
Средние |
В таре |
В штабелях |
10 - 12 |
5 - 6 |
0,35 - 0,45 |
|
|
То же |
В стеллажах |
20 - 80 |
9 - 26 |
0,30 - 0,55 |
|
Толстолистовые: |
|
|
|
|
|
|
особо крупные |
В специальной таре |
В штабелях |
15 - 20 |
5 - 6 |
0,35 - 0,45 |
|
крупные |
То же |
В стеллажах |
25 - 100 |
9 - 26 |
0,30 - 0,55 |
|
средние |
В таре |
В штабелях |
20 - 30 |
5 - 6 |
0,35 - 0,45 |
|
|
То же |
В стеллажах |
50 - 150 |
9 - 26 |
0,30 - 0,55 |
|
Мелкие: |
То же |
В штабелях |
15 - 20 |
5 - 6 |
0,35 - 0,45 |
|
тонко- и толстолистовые |
То же |
В стеллажах |
30 - 120 |
9 - 26 |
0,30 - 0,55 |
Расчет площади склада производить по формуле (8):
![]() (8)
(8)
где Fp - площадь склада, включая зоны приема, хранения, сортировки и комплектования груза, м2;
Q - нагрузка от запаса материалов на складе, кН;
q - средняя нагрузка на полезную площадь склада, кН/м2;
Кисп. - коэффициент использования общей площади склада.
Запас материалов Q (в т) на складе определять по формуле (9):
![]() (9)
(9)
где Р - годовое поступление материалов, т;
П - норма запаса материалов, в днях; календарных (для склада металла), рабочих (для складов заготовок и штамповок);
Ф - число дней в году: календарных (для склада металла), рабочих (для склада заготовок и штамповок).
Нормы запасов материалов на цеховых складах приведены в табл. 43.
Таблица 43
|
Запасы материалов (П), дни |
|||
|
металла |
заготовок |
деталей |
|
|
Массовое |
3 |
8 - 10 |
|
|
Крупносерийное |
5 |
10 - 12 |
|
|
Среднесерийное |
7 |
12 - 15 |
Принимать по табл. 4 |
|
Мелкосерийное и единичное |
10 |
15 - 25 |
|
Примечание. В случае размещения общезаводского склада металла в одном корпусе с цехом холодной листовой штамповки металла, его следует рассчитывать по нормам технологического проектирования общезаводских складов.
Нормы размещения склада металла, заготовительного участка и склада заготовок в пролете шириной 36 м приведены в табл. 44.
Таблица 44
|
Обозначение размера |
Размер, м |
|
|
Ж.-д. путь и разгрузочная площадка |
В |
8,0 - 10,0 |
|
Склад металла |
В1 |
12,0 - 14,0 |
|
Проезд |
В2 |
4,0 |
|
Заготовительный участок со складом заготовок |
В3 |
10,0 - 12,0 |
|
Расстояние между штабелями металла при погрузке и перевозке краном |
з |
1,0 - 1,2 |
|
То же, при перевозке погрузчиком |
в |
2,5 - 4,5 |
Рис. 20. Схема размещения склада металла, заготовительного участка и склада заготовок в пролете шириной 36 м.
Нормы размещения склада металла, заготовительного участка и склада заготовок в двух пролетах шириной 24 м приведены в табл. 45.
Таблица 45
|
Обозначение размера |
Размер, м |
|
|
Ж.-д. путь и разгрузочная площадка |
В |
8 - 10 |
|
Склад металла |
В1 |
14 - 16 |
|
Проезды |
В2 |
4 |
|
Заготовительный участок |
В3 |
10 - 12 |
|
Склад заготовок |
В4 |
4 - 6 |
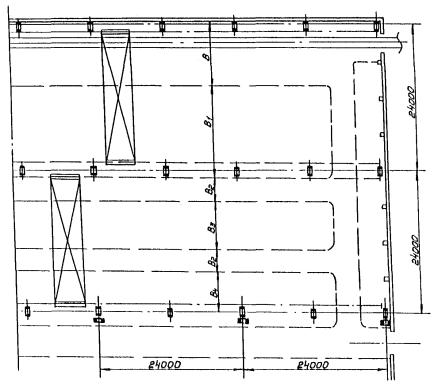
Рис. 21. Схема размещения склада металла, заготовительного участка и склада заготовок в двух пролетах шириной 24 м
Нормы размещения склада металла в пролете шириной 30 - 36 м, заготовительного участка и склада заготовок в штамповочных пролетах шириной 24 м приведены в табл. 46.
Таблица 46
|
Обозначения размера |
Размер, м |
|
|
Ж.-д. путь и разгрузочная площадка |
В |
8,0 - 10,0 |
|
Зона складирования металла |
В1 |
16,0 - 18,0 |
|
Проезд |
В2 |
4,0 |
|
Расстояние между штабелями |
β |
1,0 - 1,2 |
|
Проезд между: |
|
|
|
штабелями |
в |
2,5 - 4,5 |
|
группами штабелей однотипных материалов |
в1 |
4,0 |
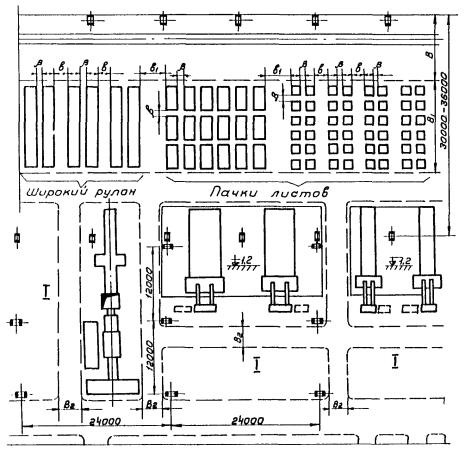
Рис. 22. Схема размещения склада металла в пролете шириной 30 - 36 м, заготовительного участка и склада заготовок в штамповочных пролетах шириной 24 м:
I - склад заготовок.
Нормы размещения склада металла в пролете шириной 30 - 36 м, заготовительного участка и склада заготовок в штамповочных пролетах шириной 30 м приведены в табл. 47.
Таблица 47
|
Обозначение размера |
Размер, м |
|
|
Ж.-д. путь и разгрузочная площадка |
В |
8,0 - 10,0 |
|
Зона складирования рулонов |
В1 |
16,0 - 18,0 |
|
Магистральный проезд |
В2 |
4,0 - 6,0 |
|
Расстояние между штабелями |
β |
1,0 - 1,2 |
|
Проезд между штабелями |
в |
2,5 - 4,5 |
|
Проезд |
В3 |
3,0 - 4,0 |
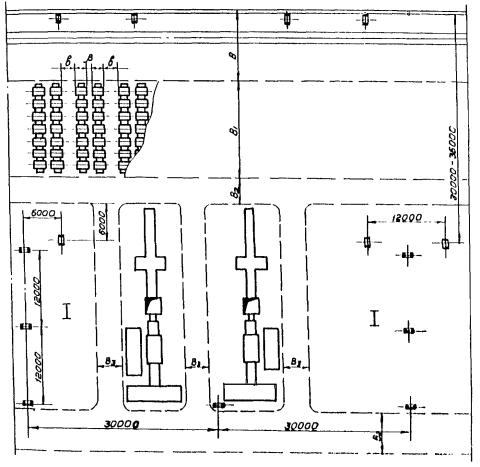
Рис. 23. Схема размещения склада металла в пролете шириной 30 - 36 м, заготовительного участка и склада заготовок в штамповочных пролетах шириной 30 м:
I - склад заготовок.
Нормы размещения промежуточного склада металла, заготовительного участка и склада заготовок в пролетах мелкой штамповки (снабжение металлом из центрального заводского или корпусного склада) приведены в табл. 48.
Таблица 48
|
Обозначение размера |
Размер, м |
|
|
Магистральный проезд |
В |
4 - 6 |
|
Промежуточный склад металла и заготовительный участок |
В1 |
16 - 18 |
|
Проезд |
В2 |
4 |
|
Склад нарезанных заготовок |
В3 |
6 - 8 |
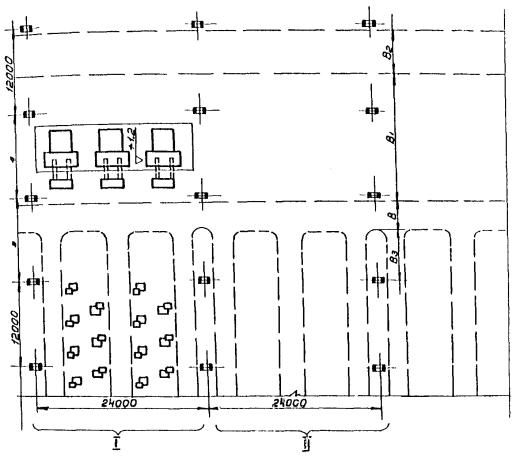
Рис. 24. Схема размещения промежуточного склада металла, заготовительного участка и склада заготовок в пролетах мелкой штамповки (снабжение металлом из центрального заводского или корпусного склада):
I, II - участок универсальных прессов и прессов-автоматов соответственно.
Нормы размещения склада штампованных деталей в пролетах шириной 24 и 30 м приведены в табл. 49.
Таблица 49
|
Способ хранения |
Обозначение размера |
Размер (м) при ширине пролета (м) |
||
|
24 |
30 |
|||
|
Проезд |
- |
В2 |
4 - 6 |
4 - 6 |
|
Зона приемки |
Штабельное |
В |
4 - 6 |
4 - 6 |
|
|
В высотных стеллажах |
В |
8 - 12 |
8 - 12 |
|
Зона складирования |
Любой |
В1 |
24 - 36 |
20 - 30 |
|
Зона отправки |
Штабельное |
В3 |
6 - 8 |
6 - 8 |
|
|
В высотных стеллажах |
В3 |
8 - 12 |
8 - 12 |
|
Расстояние между рядами стеллажей при работе опорными штабелерами |
- |
в1 |
1,5 - 2,0 |
1,5 - 2,0 |
|
То же, при работе погрузчиками г/п 1 - 2 т |
- |
в |
3,0 - 3,5 |
3,0 - 3,5 |
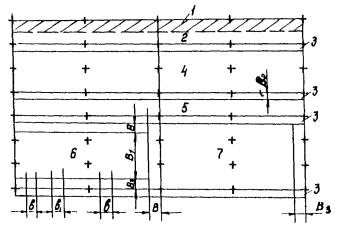
Рис. 25. Схема размещения склада штампованных деталей в пролетах шириной 24 и 30 м:
1 - фундамент под линиями крупных и средних прессов; 2 - основной фронт выдачи деталей с линий крупной и средней штамповки; 3 - проезд; 4 - склад крупных и средних штампов, контрольных приспособлений, средств автоматизации и механизации; 5 - участки доделки и исправления дефектов в штамповках, вспомогательные помещения; 6 - зона стеллажного хранения; 7 - зона штабельного хранения.
Штампы и приспособления
Основной фонд штампов и приспособлений состоит из начального фонда и дублеров.
Начальный фонд штампов и приспособлений - число штампов и приспособлений, необходимое для выполнения всех штамповочных операций по выпуску деталей, включенных в программу выпуска цеха (участка). Начальный фонд следует определять суммированием закрепленных за каждым прессом штамповочных операций на основании разработанного технологического процесса (на стадии «проект») или аналога (при разработке ТЭО или ТЭР).
Под дублерами следует понимать запасные штампы, которые необходимы для бесперебойного выполнения программы выпуска продукции. Количество дублеров зависит от стойкости штампов и типа производства.
Основной фонд следует рассчитывать для определения площади склада штампов, приспособлений и контрольной оснастки, а также потребной ремонтно-инструментальной базы.
Нормы расчета количества дублеров приведены в табл. 50.
Таблица 50
|
Число дублеров от начального фонда штампов при годовой программе в тыс. комплектов деталей изделия одного наименования, % |
|||||||
|
4 |
10 |
25 |
50 |
100 |
200 |
400 и выше |
|
|
Особо мелкие |
15 |
20 |
25 |
30 |
35 |
50 |
100 |
|
Мелкие |
10 |
15 |
20 |
25 |
30 |
45 |
90 |
|
Средние |
5 |
5 |
10 |
15 |
20 |
35 |
70 |
|
Крупные |
- |
- |
5 |
10 |
15 |
25 |
50 |
|
Особо крупные |
- |
- |
- |
5 |
10 |
20 |
40 |
|
Специальные |
- |
- |
- |
- |
5 |
15 |
20 |
Годовой расход необходим для определения стоимости расходуемых штампов, которая учитывается при определении себестоимости готовой продукции. Под годовым расходом понимают фактический расход штампов, списанных с эксплуатации в результате поломок или износа.
Нормы годового расхода штампов приведены в табл. 51.
Таблица 51
|
Годовой расход от стоимости основного фонда штампов при годовой программе в тысячах комплектов деталей изделия одного наименования, % |
|||||||
|
4 |
10 |
25 |
50 |
100 |
200 |
400 и выше |
|
|
Особо мелкие |
20 |
20 |
20 |
30 |
60 |
120 |
240 |
|
Мелкие |
20 |
20 |
20 |
25 |
50 |
100 |
200 |
|
Средние |
20 |
20 |
20 |
20 |
25 |
50 |
100 |
|
Крупные |
20 |
20 |
20 |
20 |
20 |
30 |
60 |
|
Особо крупные |
20 |
20 |
20 |
20 |
20 |
20 |
40 |
|
Специальные |
20 |
20 |
20 |
20 |
20 |
20 |
40 |
Нормы для расчета площади склада мелких штампов (хранение в стеллажах) приведены в табл. 52.
Таблица 52
|
Усилие пресса, кН |
Усредненные размеры штампов, мм |
Удельная площадь на 1 штамп с учетом проходов, проездов и размеров ячеек стеллажа, м2 |
||
|
обслуживание штабелером |
обслуживание погрузчиком |
|||
|
Особо мелкие и мелкие |
25 |
180´125´125 |
0,015 |
0,025 |
|
63 |
250´200´150 |
0,020 |
0,035 |
|
|
160 |
350´200´200 |
0,025 |
0,045 |
|
|
250 |
350´250´250 |
0,035 |
0,060 |
|
|
400 |
500´300´250 |
0,045 |
0,070 |
|
|
500 |
550´350´300 |
0,050 |
0,080 |
|
|
630 |
600´350´300 |
0,065 |
0,100 |
|
|
1000 |
700´450´400 |
0,100 |
0,150 |
|
|
1600 |
800´550´450 |
0,150 |
0,250 |
|
|
Автоматы особо мелкие и мелкие |
200 |
100´100´200 |
0,010 |
0,015 |
|
400 |
150´150´250 |
0,015 |
0,025 |
|
|
800 |
175´175´300 |
0,020 |
0,035 |
|
|
1600 |
200´200´300 |
0,020 |
0,035 |
|
|
2500 |
250´250´350 |
0,030 |
0,055 |
|
|
4000 |
300´300´350 |
0,035 |
0,060 |
|
|
6300 |
400´400´400 |
0,065 |
0,085 |
|
|
10000 |
500´500´500 |
0,075 |
0,125 |
|
Примечания: 1. При наличии большой номенклатуры штампов склады следует рассчитывать по максимальному штампу с учетом размещения в одной ячейке нескольких более мелких штампов.
2. Площади складов крупных и средних штампов принимать по табл. 22.
Нормы для расчета кладовых и других вспомогательных помещений цеха приведены в табл. 53.
Таблица 53
|
Способ хранения |
Площадь, м2 |
|
|
Контрольные пункты и участки для хранения калибров и мастер-моделей, деталь (детале-операция): |
|
|
|
крупной штамповки |
На полу |
15,0 |
|
средней " |
В стеллажах |
5,0 |
|
мелкой " |
То же |
0,3 |
|
Помещения для хранения эталонов, деталь (детале-операция): |
|
|
|
крупной штамповки |
В стеллажах |
3,0 |
|
средней " |
То же |
1,0 |
|
мелкой " |
" |
0,1 |
|
Кладовая смазочных и горючих материалов, участок приготовления смазок, пресс: |
|
|
|
крупный |
В таре, в стеллажах |
1,2 |
|
средний |
То же |
0,6 |
|
Кладовые, единица производственного оборудования: |
|
|
|
вспомогательных материалов |
В металлических шкафах |
0,3 |
|
инструмента |
В стеллажах |
0,2 |
Примечания: 1. Контрольные пункты и участки для хранения калибров и мастер-моделей размещаются на складе штампов, приспособлений и контрольной оснастки.
2. В табл. 53 не учитываются вспомогательные помещения ремонтно-инструментальных служб.
Нормы расчета цеховых кладовых для цехов особо мелкой и мелкой штамповки приведены в табл. 54.
Таблица 54
|
Назначение |
Способ хранения |
Нормы запаса хранения (рабочие дни) по видам производства |
Средняя нагрузка при полной высоте укладки, кН/м2 |
Максимальная высота хранения, м |
Коэффициент использования общей площади, Кисп. |
|||
|
мелкосерийное и единичное |
среднесерийное |
крупносерийное и массовое |
||||||
|
Материалов |
Хранение листового и профильного проката |
В стеллажах на полу |
6 |
4 |
1 - 2 |
40 - 80 |
6 |
0,35 - 0,40 |
|
Межоперационная |
Межоперационное хранение полуфабрикатов |
В таре в стеллажах |
6 |
4 |
1 - 2 |
15 - 30 |
6 |
0,25 - 0,55 |
|
Готовых изделий |
Хранение штампованных деталей |
В таре в стеллажах, поштучно в штабелях |
5 |
3 |
1 - 2 |
7 - 25 |
6 |
0,3 - 0,55 |
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
8.1. Классификация опасных и вредных производственных факторов
Опасные и вредные производственные факторы, характерные для цехов холодной штамповки металла, подразделяются по природе действия на группы: физические и психофизиологические в соответствии с ГОСТ 12.0.003-74*.
Физические факторы: движущиеся машины и механизмы; подвижные части производственного оборудования; передвигающиеся изделия, заготовки, материалы; повышенный уровень шума на рабочем месте; повышенный уровень вибрации; острые кромки; заусенцы на поверхностях заготовок, инструментов.
Психофизиологические: нервно-психические перегрузки - монотонность труда.
8.2. Требования к санитарно-технической и энергетической частям проекта.
8.2.1. Здания цехов крупной и средней штамповки следует проектировать с групповым фундаментом надземного и подземного типов. Цехи особо мелкой и мелкой штамповки допускается располагать в многоэтажных зданиях. Степень огнестойкости зданий - I и II.
8.2.2. Категорию по пожаро- взрывоопасности следует устанавливать по специальным ведомственным требованиям.
8.2.3. Метеорологические условия в помещении цеха на воздух рабочей зоны для категории средних и тяжелых работ следует принимать по ГОСТ 12.1.005-76.
8.2.4. Освещение цеха принимать по главе СНиП на освещение промзданий, разряд работ - не ниже Уб, система освещения - комбинированная.
8.2.5. На постоянных рабочих местах и в рабочих зонах уровни звукового давления в октавных полосах в дБ, уровни звука и эквивалентные уровни звука в дБ · А не должны превышать допустимых по ГОСТ 12.1.003-76.
8.2.6. На постоянных рабочих местах среднеквадратичные значения виброскорости в м/с общей вибрации, передающейся через опорные поверхности на тело сидящего или стоящего человека, и локальной вибрации, передающейся через руки работающего, не должны превышать допустимых по ГОСТ 12.1.012-78.
8.2.7. Требования к параметрам используемой воды и стокам, получающимся в технологических процессах, следует принимать на основании глав СНиП на внутренние и наружные сети и сооружения водопровода и канализации.
8.2.8. Мероприятия по пп. 8.2.2, 8.2.5 и 8.2.6 излагаются в п. 8.3, 8.4, 8.5.
8.3. Пожаро- и взрывоопасность
8.3.1. Категории производств по пожарной опасности цехов (участков) холодной штамповки следует принимать по специальным ведомственным перечням производства, устанавливающим их категории по взрывной, взрывопожарной и пожарной опасности, составленным и утвержденным министерствами на основании глав СНиП на противопожарные нормы проектирования зданий и сооружений, указаний по определению категорий производств по взрывной, взрывопожарной и пожарной опасности, общих требований ГОСТ 12.0.004-76, правил устройств электроустановок (ПУЭ).
8.3.2. Ввиду возможных незначительных протечек жидкого машинного масла (типа И-20, И-50 и др.) из закрытых систем смазки прессов зоны их установки, фундаменты, выполненные в конструкциях групповых фундаментов, должны оснащаться стационарными установками тушения пожара и специальными поддонами для сбора вытекающего масла с периодическим их опорожнением.
Типы стационарных установок (стационарные огнетушители, печные пожарные краны, спринклерные, дренчерные и др.) должны определяться специализированной проектной организацией по ведомственным нормативам.
Автоматические установки пожаротушения и пожарной сигнализации должны предусматриваться в соответствии с ведомственными перечнями, согласованными с Госстроем СССР и ГУПО МВД СССР.
В качестве средств извещения о пожаре на участках, не подлежащих оборудованию указанными установками, следует применять электрическую кнопочную пожарную сигнализацию (ЭПС) или телефон общезаводской телефонной сети.
8.3.3. Деревянные щиты перекрытия, отделяющего фундамент пресса от рабочей зоны, следует подвергать обязательной пропитке огнестойким составом.
8.3.4. Для удаления листовых отходов из цеха следует применять металлические пластинчатые конвейеры. Применение для этих целей ленточных транспортеров не допускается.
8.3.5. Первичные средства пожаротушения и пожарный инвентарь следует принимать по нормативам согласно «Типовым правилам пожарном безопасности для промышленных предприятий», утвержденным ГУПО МВД СССР.
8.4. Защита от шума и вибрации
При проектировании цехов холодной листовой штамповки металла в целях защиты от шума, воздействующего на человека на рабочих местах и в рабочих зонах, необходимо осуществлять следующий комплекс мер, включающий:
технические средства борьбы с шумом (уменьшение шума оборудования в источнике);
замену шумного оборудования малошумным;
применение звукоизолирующих кожухов для некоторых наиболее шумных типов оборудования;
снижение технологического шума путем применения штампов со скошенными режущими кромками, удаление деталей из рабочей зоны штампа при помощи устройств и тары, имеющих в конструкции звукопоглощающие материалы;
установку глушителей шума на пневмоустройства и пневмоприспособления;
строительно-акустические мероприятия в соответствии с главой СНиП по защите от шума;
дистанционное управление шумными машинами;
средства индивидуальной защиты;
организационные мероприятия (лечебно-профилактические и др.).
В целях защиты от общей и локальной вибрации в проектах необходимо осуществлять комплекс мер, включающий применение:
вибробезопасных машин и оборудования;
средств виброзащиты, снижающих вибрацию на путях ее распространения, в соответствии с рекомендациями по проектированию виброизоляции и ГОСТ 12.4.046-78;
фундаментов в соответствии с ГОСТ 17712-72 и требованиями главы СНиП по проектированию фундаментов машин с динамическими нагрузками;
средств индивидуальной защиты работающих в соответствии с ГОСТ 12.4.002-74;
организационных мероприятий (планировочные решения, улучшение санитарно-гигиенического и лечебно-профилактического обслуживания работающих и др.).
8.5. Техника безопасности
Настоящие нормы технологического проектирования учитывают требования техники безопасности и производственной санитарии.
Предусматриваемый нормами высокий уровень механизации и автоматизации производственных процессов позволяет ограничить или полностью исключить участие рабочих в выполнении технологических операций, исключая тем самым травматизм.
Линии и оборудование следует закрывать защитными решетками, оснащать руко- и корпусоотводчиками, прессы должны иметь двух- и четырех- кнопочное включение, а также другие средства безопасной работы.
Расстояние между оборудованием и элементами здания, ширина проходов и проездов, размеры пролетов, площади на оборудование и рабочие места, предусматриваемые настоящими нормами, должны обеспечивать нормальные условия труда.
В целях создания в цехе нормальных метеорологических условий должна предусматриваться эффективная система вентиляции.
Технологическое оборудование, выделяющее вредные вещества, следует оснащать местными отсосами.
В цехе должна быть предусмотрена механизированная уборка полов и остекления.
9. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
9.1. Сбор, хранение и переработка отходов производства
Образующиеся в цехах холодной листовой штамповки металлоотходы делятся на деловые (вторично используемые) и неделовые (неиспользуемые).
В условиях крупносерийного и массового производства сортировка отходов на деловые и неделовые должна осуществляться непосредственно в штампах без участия рабочего-оператора.
В условиях серийного и единичного производства сортировка отходов является технологической операцией.
Деловые отходы собираются в тару и направляются на участок подготовки к повторному использованию.
Неделовые отходы подразделяются на пакетируемые и непакетируемые. К непакетируемым отходам относятся листовые отходы в виде мелких обрезков (длиной до 100 мм) и высечек, а также толщиной свыше 4 мм.
Отходы из цветных металлов и легированных сталей сортируются отдельно по маркам и видам и отправляются на заводскую скрапобазу.
Пакетируемые отходы (преимущественно листовые) собирают либо в тару, либо сбрасывают на систему пластинчатых конвейеров и доставляют к месту переработки.
9.1.1. Участки подготовки деловых отходов к повторному использованию
Состав и размеры участка зависят от годового количества деловых отходов, образующихся в основном производстве.
Производственная площадь участка рассчитывается по аналогии с заготовительными участками. Вспомогательная площадь рассчитывается по табл. 55.
Нормы расчета складов участка подготовки деловых отходов приведены в табл. 55.
Таблица 55
|
Поставка |
Способ храпения |
Средняя нагрузка при полной высоте укладки, кН/м2 |
Максимальная высота хранения, м |
Коэффициент использования общей площади Кисп. |
|
|
До подготовки |
В таре |
В штабелях |
10 - 12 |
4 |
0,35 - 0,45 |
|
После подготовки |
Тоже, стопами на поддонах |
То же |
20 - 30 |
4 |
0,35 - 0,45 |
|
" |
60 - 80 |
4 |
0,35 - 0,45 |
Нормы запасов хранения деловых отходов приведены в табл. 56.
Таблица 56
|
Запасы хранения отходов, дни |
||
|
до подготовки |
после подготовки |
|
|
Массовое и крупносерийное |
10 |
8 |
|
Серийное и единичное |
12 |
10 |
Состав и количество оборудования и работающих рассчитываются по аналогии с заготовительными участками.
9.1.2. Участки пакетирования отходов
Нормы выбора системы уборки пакетируемых отходов приведены в табл. 57.
Таблица 57
|
Система уборки при среднем количестве отходов на 1 пресс в час, кг |
||
|
напольным транспортом, в таре |
механизированным транспортом |
|
|
Крупной |
До 50 |
Св. 50 |
|
Средней |
" 75 |
" 75 |
|
Мелкой и особо мелкой |
" 100 |
" 100 |
Пакетирование металлоотходов осуществляется на специальных пакетировочных прессах, которые подразделяются по усилию и принципу пакетирования.
При немеханизированной уборке металлоотходов применяются прессы периодического действия. При механизированной уборке предусматриваются прессы непрерывного действия.
Количество пакетировочных прессов следует определять по формуле (10):
![]() (10)
(10)
где N - количество пакетировочных прессов, ед.;
П - годовое количество пакетируемых отходов, т;
q - часовая производительность пресса по паспорту, т;
Фэ - эффективный фонд времени работы оборудования, ч;
Кисп. - допустимый коэффициент использования пресса.
Для прессов периодического действия Кисп. = 0,80 - 0,85; для прессов непрерывного действия Кисп. = 0,45 - 0,50.
В условиях массового и крупносерийного производства наиболее распространенной является механизированная система уборки с применением пластинчатых конвейеров.
Расположение и количество линейных пластинчатых транспортиров зависит от типа штамповочных линий, ширина определяется количеством, характером отходов, скоростью транспортирования (см. рис. 27, 28).
При определении зоны размещения участка пакетирования должны учитываться следующие факторы: количество пакетируемых отходов, условия генплана завода, компоновочно-планировочное решение корпуса, в состав которого входит цех холодной листовой штамповки металла. Во всех случаях участок пакетирования должен быть размещен в зонах, достаточно удаленных от основного производства.
При количестве отходов до 7000 т в год участок пакетирования допускается размещать в корпусе основного производства, где он блокируется с участком подготовки деловых отходов.
Во всех остальных случаях участок пакетирования следует размещать в отдельно стоящем здании. Здания, в которых расположены участки, должны быть оборудованы мостовыми кранами, грузоподъемность кранов зависит от типов устанавливаемых прессов и способов эвакуации пакетов.
Габариты здания участка (высота и ширина пролетов) зависят от типов устанавливаемых прессов, схемы их загрузки отходами и определяются в каждом конкретном случае отдельно.
Нормы размещения люков сброса листовых отходов приведены в табл. 58.
Таблица 58
|
Длина стола пресса слева направо, м |
Размеры, м |
|||
|
а |
в |
с |
||
|
Крупный |
3,5 - 4,5 |
0,6 - 0,8 |
0,20 - 0,60 |
0 - 0,5 |
|
Крупный |
2,5 - 3,0 |
1,5 - 2,5 |
0,20 - 0,50 |
0 - 0,5 |
|
Средний |
до 2,5 |
1,0 - 2,0 |
0,15 - 0,30 |
0 - 0,5 |
Примечания. 1. Размеры «а» и «в» уточняются по габаритам пакетируемых отходов.
2. От стола пресса на расстоянии «2в» не должно быть несущих конструкций перекрытия фундамента.
Рис. 26. Схема размещения люков для сброса листовых отходов.
Нормы размещения пластинчатых конвейеров для уборки листовых отходов приведены в табл. 59.
Таблица 59
|
Количество линий в пролете |
Количество конвейеров |
Размеры, м |
|||
|
д |
в |
h |
|||
|
Крупных |
2 |
1 - 2 |
0,4 - 0,6 |
0,6 - 1,6 |
0,8 - 1,2 |
|
Средних |
3 |
2 - 3 |
0,4 - 0,6 |
0,6 - 1,0 |
0,8 - 1,2 |
Рис. 27. Схема размещения пластинчатых конвейеров:
а - для крупной штамповки; б - для средней штамповки.
Рис. 28. Схема размещения пластинчатых конвейеров для уборки листовых отходов в плане (вариант):
1, 2, 3 - линейный, собирающий и главный конвейеры соответственно; I - склад металла; II - заготовительный участок; III - участок крупной штамповки; IV - участок средней штамповки.
Количество собирающих конвейеров определяется положением пакетировочного участка по отношению к корпусу и размерами последнего.
9.2. Охрана воздушного и водного бассейнов
В выбросах в атмосферу из цеха (корпуса) холодной листовой штамповки металла в количествах, не превышающих допустимые концентрации, присутствуют частицы пыли, продукты сгорания после сварки, пары воды и щелочь, тепловыделения.
В цехе холодной листовой штамповки вода на технологические нужды используется для охлаждения крупных прессов, сварочного оборудования и промывки деталей и заготовок.
В целях предотвращения загрязнения водоемов от сбрасываемых из цеха стоков и экономичного использования воды предусматриваются следующие мероприятия:
стоки категории «а» заключаются в замкнутый оборотный цикл и многократно используются после охлаждения;
стоки категории «б» очищаются на очистных сооружениях и используются вновь.
ПРИЛОЖЕНИЕ 1
ПРИМЕР РАСЧЕТА КОЛИЧЕСТВА И ЗАГРУЗКИ ОБОРУДОВАНИЯ, ТЕХНОЛОГИЧЕСКОЙ ТРУДОЕМКОСТИ ГОДОВОЙ ПРОГРАММЫ
Таблица
|
Данные |
Оборудование |
Примечание |
|||
|
автоматическая линия крупной штамповки |
поточно-механизированная линия средней штамповки |
пресс-автомат многопозиционный, усилие 10000 кН |
пресс открытый, усилие 630 кН |
||
|
Расчет количества и загрузни оборудования |
|||||
|
1. Количество детале-операций на годовую программу, тыс. шт. |
- |
- |
- |
- |
По ведомости маршрутного технологического процесса или технологическим картам |
|
2. Средняя производительность оборудования, опер./ч |
- |
- |
- |
- |
По отраслевым нормам производительности оборудования |
|
3. Эффективная загрузка, ст. ч |
3125,0 |
3180,00 |
2625,00 |
6780,00 |
- |
|
4. Время на наладку, ч |
500,0 |
600,00 |
400,00 |
1300,00 |
Определяется по ведомости технологических процессов и по табл. 5, 6, 8 |
|
5. В том числе в рабочие смены |
150,0 |
300,00 |
80,00 |
1300,00 |
|
|
6. Расчетная загрузка оборудования |
3275,0 |
3480,00 |
2705,00 |
8080,00 |
Определяется суммированием поз. 3 и 5 |
|
7. Расчетное количество оборудования, ед. |
0,8 |
0,79 |
0,77 |
1,66 |
Определяется делением загрузки на элементы и годовой фонд времени работы оборудования |
|
8. Принятое количество оборудования, ед. |
1,0 |
1,00 |
1,00 |
2,00 |
- |
|
9. Коэффициент использования оборудования |
0,8 |
0,79 |
0,77 |
0,83 |
Определяется делением расчетного количества оборудования на принятое |
|
Расчет технологической трудоемкости годовой программы |
|||||
|
10. Эффективная загрузка, ст. ч |
3125,0 |
3180,00 |
2625,00 |
6780,00 |
Из поз. 3 |
|
11. Плотность бригады, чел. |
4 |
7 |
2 |
1 |
|
|
12. Технологическая трудоемкость годовой программы, чел. ч |
12500,0 |
22260,00 |
5250,00 |
6780,00 |
Определяется умножением величины поз. 10 на поз. 11 |
ПРИЛОЖЕНИЕ 2
ОСНОВНЫЕ ПАРАМЕТРЫ ЭНЕРГОНОСИТЕЛЕЙ
|
Вид энергия |
Потребители |
Источник снабжения |
|
Электроэнергия, напряжение 220/380 В |
Электродвигатели прессов, средств механизации и автоматизации |
Трансформаторные подстанции |
|
Сжатый воздух (осушенный) 0,3 - 0,6 МПа |
Пневмосистемы оборудования, средств механизации и автоматизации |
Компрессорные подстанции |
|
Пар 0,3 - 0,4 МПа |
Моечно-сушильные агрегаты, ванны и т.п. |
Котельная установка предприятия или районная теплоцентраль |
|
Газы |
Сварочное оборудование, приготовление защитной атмосферы |
Баллоны, реже централизованно по корпусу (предприятию) |
|
Производственная вода |
Моечные агрегаты, ванны, крупные прессы, сварочное оборудование |
Насосная станция (корпусная или предприятия) |
ПРИЛОЖЕНИЕ 3
СРЕДНИЕ РАСХОДЫ ВОЗДУХА ПРЕССОВЫМ ОБОРУДОВАНИЕМ И СРЕДСТВАМИ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
|
Типы и краткая характеристика оборудования, средств механизации и автоматизации |
Средний расход воздуха, м3 |
||
|
режим одиночных ходов в час |
автоматическая работа в час |
на 1 ход ползуна пресса |
|
|
Ножницы гильотинные, габариты реза (максим.), мм: |
|
|
|
|
4´3200 |
8 - 12 |
5 - 6 |
- |
|
12´5000 |
20 - 35 |
15 - 20 |
- |
|
Прессы однокривошипные, усилием кН: |
|
|
|
|
до 1600 |
8 - 10 |
3 - 5 |
- |
|
2500 - 6300 |
15 - 20 |
5 - 8 |
- |
|
8000 - 12500 |
25 - 35 |
10 - 15 |
- |
|
св. 12500 |
40 - 50 |
15 - 20 |
- |
|
Прессы двух-, четырех- кривошипные простого действия, усилием кН: |
|
|
|
|
до 3150 |
18 - 20 |
7 - 10 |
- |
|
4000 - 8000 |
35 - 50 |
15 - 20 |
- |
|
св. 8000 |
55 - 60 |
20 - 25 |
- |
|
Прессы двух-, четырех- кривошипные двойного действия, усилием кН: |
|
|
|
|
до 2500 |
20 - 25 |
8 - 12 |
- |
|
3150 - 8000 |
40 - 45 |
18 - 25 |
- |
|
св. 8000 |
60 - 65 |
25 - 30 |
- |
|
Пневмосдуватели |
- |
- |
0,004 - 0,006 |
|
Пневмосъемники |
- |
- |
до 0,004 |
|
Полосоподаватели |
- |
- |
до 0,030 |
|
Листоукладчики |
- |
- |
до 0,045 |
|
Механические руки для деталей: |
|
|
|
|
мелких |
- |
- |
до 0,005 |
|
крупных и средних (навесные и напольные) |
- |
- |
0,020 - 0,035 |
|
Подъемные столы, до 30 кН |
- |
- |
0,080 - 0,5 |
|
Кантователи |
- |
- |
до 0,05 |
|
Пневмопитатели |
- |
- |
0,006 - 0,009 |
ПРИЛОЖЕНИЕ 4
ПЕРЕЧЕНЬ МАТЕРИАЛОВ, ИСПОЛЬЗОВАННЫХ ПРИ РАЗРАБОТКЕ НОРМ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ЦЕХОВ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ МЕТАЛЛА
1. НТП-37.047.001-75. Нормы технологического проектирования цехов холодной листовой штамповки машиностроительных заводов массового и крупносерийного производства. М., Гипроавтопром.
2. Предложения к проекту норм. Арх. № 241909-А, Гипротракторосельхозмаш, г. Харьков, 1979.
3. Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Цехи холодной штамповки металла. М., Гипроэнергопром, 1980.
4. Проект норм технологического проектирования холодной листовой штамповки предприятий отрасли (для разработки общесоюзных норм). ЛГПИ, г. Ленинград, 1979.
5. СН 470-75*. Инструкция о порядке разработки новых и пересмотра действующих норм технологического проектирования, 1981.
6. СНиП 1.01-82*. Строительные нормы и правила. Общие положения. Система нормативных документов, 1984.
7. СНиП II-2-80. Противопожарные нормы проектирования зданий и сооружений.
8. СНиП II-4-79. Естественное и искусственное освещение.
9. СНиП II-12-77. Защита от шума.
10. СНиП II-30-76. Внутренний водопровод и канализация зданий.
11. СНиП 2.01.02-84. Водоснабжение. Наружные сети и сооружения.
12. СНиП II-32-74. Канализация. Наружные сети и сооружения.
13. СНиП II-33-75*. Отопление, вентиляция и кондиционирование воздуха, 1982.
14. СНиП II-90-81. Производственные здания промышленных предприятий. Нормы проектирования.
15. СН 463-74. Указания по определению категории производств по взрывной, взрывопожарной и пожарной опасности.
16. СН 245-71. Санитарные нормы проектирования промышленных предприятий, 1979.
17. ГОСТ 12.0.003-74*. Опасные и вредные производственные факторы. Классификация.
18. ГОСТ 12.1.003-76. ССБТ. Шум. Общие требования безопасности.
19. ГОСТ 12.4.051-78. ССБТ. Средства индивидуальной защиты органов слуха. Общие технические условия.
20. ГОСТ 12.1.012-78. ССБТ. Вибрация. Общие требования безопасности.
21. ГОСТ 12.4.046-78. ССБТ. Методы и средства вибрационной защиты. Классификация.
22. ГОСТ 17712-72. Вибрация. Опоры виброизолирующие резинометаллические равночастотные для установки стационарных машин. Параметрический ряд. Технические требования.
23. СНиП II-19-79. Фундаменты машин с динамическими нагрузками.
24. ГОСТ 12.4.002-74. ССБТ. Средства для индивидуальной защиты для рук от вибрации. Общие технические требования.
25. ГОСТ 12.1.004-76. Пожарная безопасность. Общие требования.
26. ГОСТ 12.1.005-76. ССБТ. Воздух рабочей зоны. Общие санитарные требования.
27. ГОСТ 12.2.003-74*. ССБТ. Оборудование производственное. Общие требования безопасности.
28. Правила устройства электроустановок (ПУЭ), 1985.
29. СТ СЭВ 1052-78. Метрология. Единицы физических величин.
30. Международная система единиц (СИ).
31. ОНТП. 06-80. Фонды времени оборудования и рабочих. М., Гипростанок.
32. Общесоюзный классификатор. Профессия рабочих, должности служащих и тарифные разряды 1 75 016. М., Экономика, 1977.
33. ОНТП 01-80. Нормы технологического проектировали общезаводских складов предприятий машиностроения, приборостроения и металлообработки.
34. ГОСТ 23837-79. Здания промышленных предприятий одноэтажные. Габаритные схемы.
35. ГОСТ 24336-80. (СТ СЭВ 1404-78, СТ СЭВ 1408-78). Здания производственные, вспомогательные и складские многоэтажные. Параметры.
36. Методические указания по оценке степени и уровня автоматизации производства, предусматриваемой в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий. ГКНТ СССР, постановление от 7 августа 1985 г. № 425.
ПРИЛОЖЕНИЕ 5
ВАЖНЕЙШИЕ ЕДИНИЦЫ МЕЖДУНАРОДНОЙ СИСТЕМЫ (СИ), ИСПОЛЬЗОВАННЫЕ В НОРМАХ
|
Величина |
Единицы СИ |
|
|
наименование |
обозначение (русское) |
|
|
Длина |
метр |
м |
|
Масса |
килограмм |
кг |
|
Время |
секунда |
с |
|
Площадь |
квадратный метр |
м2 |
|
Объем, вместимость |
кубический метр |
м3 |
|
Сила |
ньютон |
Н |
|
Поверхностная нагрузка |
ньютон на квадратный метр |
Н/м2 |
|
Давление |
паскаль |
Па |
|
Частота |
герц |
Гц |
|
Электрическое напряжение |
вольт |
В |
|
Грузоподъемность |
тонна |
т |
СОДЕРЖАНИЕ