![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
Руководство Руководство по проектированию, изготовлению и сборке монтажных фланцевых соединений стропильных ферм с поясами из широкополочных двутавров.
С изданием настоящего Руководства выпуск ЦНИИпроектстальконструкции ОЭИ-268 "Руководство по проектированию, изготовлению и сборке монтажных фланцевых соединений стропильных ферм с поясами из широкополочных двутавров" отменяется.
Госстрой СССР
Главпромстройпроект
Союзметаллостройниипроект
Ордена Трудового Красного Знамени
Центральный научно-исследовательский и проектный институт строительных металлоконструкций
ЦНИИПРОЕКТСТАЛЬКОНСТРУКЦИЯ
УТВЕРЖДАЮ:
Директор института
В.В. Кузнецов
18 ноябри 1982 г.
РУКОВОДСТВО
ПО ПРОЕКТИРОВАНИЮ, ИЗГОТОВЛЕНИЮ И СБОРКЕ МОНТАЖНЫХ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
СТРОПИЛЬНЫХ ФЕРМ С ПОЯСАМИ ИЗ ШИРОКОПОЛОЧНЫХ ДВУТАВРОВ
Москва,
1982
СОДЕРЖАНИЕ
Руководство по проектированию, изготовлению и сборке монтажных фланцевых соединений стропильных ферм с поясами из широкополосных двутавров. - М., Изд. ЦНИИпроектстальконструкции, 1982.
Руководство составлено в дополнение к главам СНиП II-23-81 и СНиП III-18-75.
В Руководстве изложены требования к качеству материала фланцев растянутых поясов в направлении толщины проката и высокопрочных болтов, методика расчета фланцевых соединений растянутого пояса, особенности технологии изготовления и монтажа конструкций. Приведены сортаменты фланцевых соединений растянутых и сжатых поясов ферм из широкополочных двутавров от 20К и 20Ш до 30К и 30Ш.
В Руководстве использованы результата экспериментальных исследований серии образцов фланцевых соединений, выполненных в ЦНИИпроектстальконструкции и ВНИКТИСталъконструкции, а также отечественные и зарубежные материалы по расчету фланцевых соединений.
Руководство разработано кандидатами техн. наук И.В. Левитайским, Л.И. Гладштейном, инженерами О.И. Ганиза, В.В. Севрюгиным, докт. техн. наук В.И. Малым, инж. В.М. Деренковским (ЦНИИпроектстальконструкция), канд. техн.наук В.В. Каленовым (ВНИЦИпромстальконструкция), при участии инж. Г.Б. Гордона, кандидатов техн. наук В.В. Волкова, Б.Б. Ягубова,. докт. техн. наук Н.Н. Стрелецкого, инженеров В.М. Бабушкина, Л.Г. Гавриленко, кандидатов техн. наук К.В. Шишокиной В.Г. Кравченко, инженеров А.М. Петрова, Е.М. Привезенцевой, В.К. Садовникова, М.М. Кравцова, В.Д. Мартынчука (ЦНИИпроектстальконструкция), кандидатов техн .наук Б.С. Цетлина, О.И. Цешковского (ВНИКТИстальконструкция), инж. В.М. Краснова (В/О Союзстальконструкция), кандидатов техн. наук П.Д. Одесского (ЦНИИСК), Ю.В. Соболева (МИСИ).
1. ОБЩИЕ УКАЗАНИЯ
1.1. Настоящее Руководство распространяется на проектирование, изготовление и сборку монтажных фланцевых соединений стропильных ферм с поясами из широкополочных двутавров на высокопрочных болтах для зданий и сооружений, возводимых в районах с расчетной температурой минус 40°С и выше.
Фланцевые соединения рекомендуются для применения как экономичные по расходу стали, высокотехнологичные монтажные соединения, исключающие применение монтажной сварки.
1.2. В Руководстве приводятся сортаменты фланцевых соединений нижнего (растянутого) и верхнего (сжатого) поясов ферм из двутавровых профилей от 20К до 30K и от 20Ш до 30Ш (раздел 5), Фланцевые соединения других типоразмеров профилей могут быть выполнены индивидуально в соответствии, с положениями Руководства.
1.3. При выборе схемы решетки ферм необходимо учитывать требования, вызванные особенностями конструктивной формы фланцевых соединений (рис.1 и раздел 5),
1.4. Фланцевые соединения растянутых поясов могут быть выполнены как при предварительном натяжении высокопрочных болтов (тип А), так и без натяжения, при затяжке болтов стандартным ручным ключом (тип Б).
Фланцевые соединения типа Б могут применяться в зданиях без мостовых и подвесных кранов, монорельсов и другого подвесного подъемно-транспортного оборудования при временных нагрузках, не превышающих 35 % суммарных. В соединениях типа Б допускается образование зазоров между фланцами в процессе эксплуатации (см. п.7.18).
Фланцевые соединения сжатых поясов выполняются при затяжке высокопрочных болтов по типу Б соединений растянутых поясов.
1.5. Фланцевые соединения
растянутых поясов могут быть применены при действии растяжения с изгибом, при
однозначной эпюре растягивающих напряжений в поясах ![]() .
.
Соединения типа А могут воспринимать местные поперечные усилия за счет трения контактирующих поверхностей и наличия "рычажного" эффекта. Сдвигающие усилия в фермах, действующие в зонах расположения монтажных стыков, должны передаваться через поверхности трения фланцевых соединений сжатых поясов.
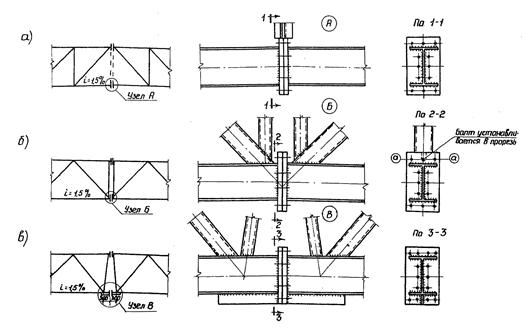
Рис. 1. Рекомендуемые конструктивные решения фланцевых соединений растянутых (нижних) поясов стропильных ферм
1.6. Механические свойства стали, фланцев соединений растянутых поясов в направлении толщины проката должны отвечать требованиям раздела 2.
1.7. Материалы Руководства составлены на основе экспериментально-теоретического исследования, проведенного ЦНИИпроектстальконструкцией и ВНИКТИстальконструкцией в 1979-1980 гг. с использованием зарубежных данных по расчету фланцевых соединений.
2.
МАТЕРИАЛЫ
Общие положения
2.1. Для поясов ферм применяются широкополочные двутавры с параллельными гранями полок по ТУ 14-2-24-72. Материал широкополочных двутавров назначается в соответствии с требованиями СНиП II-23-81. Основные марки стали двутавров - 14Г2, 09Г2С.
2.2. Для фланцевых соединений применяются высокопрочные болты из стали 40Х "Селект" по ГОСТ 22353-77 с характеристикой 6gi110ХЛ1, гайки по ГОСТ 22354-77 с характеристикой 6Н110ХЛ1 и шайбы по ГОСТ 22355-77 (технические требования по ГОСТ 22356-77).
2.3. Фланцы сжатых поясов изготавливаются из стали марки ВСт3пс6 по ГОСТ 380-71* или ТУ 14-1-3023-80.
2.4. Для полуавтоматической сварки фланцевых соединений применяется сплошная сварочная проволока марки Св-08Г2С по ГОСТ 2246-70 или порошковая проволока ПП-АН8 по ТУ 14-4-1059-80.
Требования к материалу фланцев растянутых поясов
2.5. Требования к материалу фланцев (механические свойства в направлении толщины проката и отсутствие металлургических дефектов типа несплошностей) должны оговариваться в специальных технических условиях на поставку металлопроката. До введения этих ТУ допускается изготовление фланцев из стали марки 14Г2АФ (14Г2АФД) по ГОСТ 19282-73 или ТУ I4-1-1176-74 толщиной до 50 мм. Категория качества стали (по хладостойкости и склонности к механическому старению) выбирается в соответствии с требованиями СНиП II-23-80 (табл. 50, группа I) с учетом расчетной температуры района.
Примечание. Сталь для фланцев поставляется в термически обработанном состоянии (нормализация или закалка с отпуском) с указанием об этом в сертификате металлургического завода.
2.6. Материал фланцев на заводе-изготовителе металлоконструкций подвергается испытанию на статическое растяжение на образцах, вырезанных из листов в направлении толщины, по специальной методике (приложение 1).
Нормируемыми характеристиками являются временное сопротивление σвz и относительное сужение ψz, имеющие значения:
средние для трех образцов: σвz ≥ 0,8; σн; ψz = 10 %; минимальные для одного из трех образцов: ψz ≥ 5 %, где σн - нормативное значение временного сопротивления (нормативное сопротивление) для основного металла по ГОСТу или ТУ.
Значения предела текучести и относительного удлинения не нормируются, но заносятся в протокол испытаний.
2.7. Материал фланцев или готовые фланцы до приварки к поясам ферм подвергаются ультразвуковому дефектоскопическому контролю на наличие внутренних расслоев, грубых шлаковых включений и т.п. Качество стали должно удовлетворять требованиям, указанным в табл. 1.
3. РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ И УСИЛИЯ
3.1. Расчетные сопротивления металла профилей, фланцев сварных швов и коэффициенты условий работы принимаются по СНиП II-23-81.
|
Зоны дефектоскопии |
Характеристика дефектов |
||||
|
площадь минимального учитываемого дефекта |
площадь максимального допустимого дефекта |
допустимая частота дефекта |
максимальная допустимая длина дефекта |
минимально допустимое расстояние между дефектами |
|
|
см2 |
см |
||||
|
Площадь листов (фланцев) |
0,5 |
1,0 |
10 м-2 |
- |
10 |
|
Прикромочные зоны |
0,5 |
1,0 |
3 м-1 |
4 |
10 |
Примечания:
1. Дефекты, расстояния между краями которых меньше протяженности минимального из них, оцениваются как один дефект.
2. По усмотрению завода-изготовителя металлоконструкций разрешается дефектоскопический контроль материала фланцев после их приварки к поясам ферм.
3.2. Расчетные усилия на высокопрочные болты фланцевых соединений следует принимать по табл. 2.
|
Характеристика расчетного усилия растяжения |
Фланцевое соединение растянутого пояса |
Фланцевое соединение сжатого пояса |
|
|
тип А |
тип Б |
||
|
Предварительное натяжение болта при монтажной сборке Рнм |
0,94 Rвh∙Авn |
(0,1-0,2) |
(0,1-0,2) |
|
Rвh∙Авn |
Rвh∙Авn |
||
|
Предварительное натяжение болта, принимаемое при расчете Рнр |
0,85 Rвh∙Авn |
- |
- |
|
Усилие в отдельном болте Рδ |
Rвh∙Авn |
0,77 Rвh∙Авn |
- |
Примечание: Rвh = 0,7 Rвvn - расчетное сопротивление растяжению высокопрочных болтов; Rвvn -сопротивление стали болтов; Rвn - площадь сечение болта
3.3. Величина предварительного натяжения болтов, принимаемая при расчете фланцевых соединений (см. раздел 4 Руководства), учитывает релаксацию болтов введением коэффициента условий работы γв = 0,9, Pнр = Pнм,∙γв = 0,85Rвh∙Авn
4. РАСЧЕТ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ РАСТЯНУТОГО ПОЯСА
4.1. Методика расчета фланцевых соединений растянутых поясов распространяется на соединения, сконструированные в соответствии с требованиями раздела 5.
Комментарии к расчетным формулам и примеры расчета фланцевых соединений приведены в приложении 2.
4.2. Фланцевое соединение растянутого пояса проверяется расчетами:
а) на прочность болтов в зонах полки и стенки;
б) на прочность фланцев на изгиб и поверхностный отрыв в околошовной зоне;
в) на прочность сварных швов соединения фланца и профиля;
г) по критерию нераскрытия соединения (по условию передачи поперечной силы для соединений типа А).
4.3. В соединении, нагруженном продольной силой N изгибающим моментом М, необходимое минимальное количество болтов nmin определяется по формуле:
![]() (1)
(1)
где hср - расстояние между центрами тяжести полок двутавра;
![]() -
допускаемое среднее усилие, приходящееся на один болт от продольной силы N, принимаемое по табл. 3.
-
допускаемое среднее усилие, приходящееся на один болт от продольной силы N, принимаемое по табл. 3.
|
Толщина фланца tф, мм |
Допускаемые средние усилия на один болт от продольной силы при типе соединения |
|
|
А |
Б |
|
|
< 28 |
0,67Rвh∙Aвn |
- |
|
≥ 28 |
0,77Rвh∙Aвn |
0,67Rвh∙Aвn |
Если выполняются условия (7) или (20), болтов достаточно.
4.4. Для расчета на прочность болтов и фланца усилие Ni(i = n,c) приходящееся на один болт, вычисляется по формулам:
- для зоны полки
- для зоны стенки
где для пс > 2
для nc= 2
nc, nn - число болтов соответственно вдоль стенки и полки двутавра (рис. 2);
An, Aw, Af - площади сечения двутавра нетто, его стенки и полки.
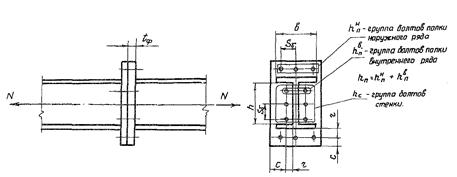
Рис. 2. Схема фланцевого соединения
4.5. "Рычажный" эффект и увеличение относительной жесткости фланцев можно учитывать при удовлетворена условия
где r - расстояние от стенки (полки) до оси болта (см. рис. 2);
C - расстояние от оси болта до края фланца (см. рис. 2);
S - расчетный шаг установки болтов принимается наименьшим из двух величин: шага установки болтов
Sδ или (2r + 1,5 d) (см. рис.2);
dδ - диаметр болта.
При выполнении условия (6) для соединений типа Б их рассчитывают по методике (с соответствующими расчетными усилиями для болтов), предусмотренной для типа А, если для них выполняются аналогичные технологические требования (см. п.6.11).
4.6. Прочность болтов соединений типа А проверяется по формуле
где Рδ принимается по данным раздела 3;
К1 = 1,05 - если ![]() в остальных случаях
(в том числе для болтов стенки) Ki = 1;
в остальных случаях
(в том числе для болтов стенки) Ki = 1;
![]() - количество болтов соответственно по
наружному и внутреннему рядам вдоль полки (см. рис.2);
- количество болтов соответственно по
наружному и внутреннему рядам вдоль полки (см. рис.2);
γв = 0,8 - при количестве болтов в соединении п ≤ 7;
β1 - коэффициент, вычисляемый по формуле (9) при выполнении условия
В остальных случаях β1 определяется по табл.4 в зависимости от параметров ρ и α
где
Kf - катет сварного шва (Кfn или Kfc, см. рис. 3);
β1(α = 0) определяется по табл.4 интерполяцией по ρ значений β1 при α = 0.
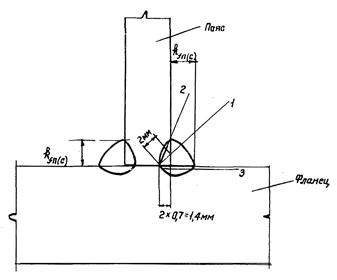
Рис. 3. Схема расчетных сечений сварного фланцевого соединения растянутого пояса (сварка полуавтоматическая):
1 - сечение по металлу шва; 2 - сечение по металлу границы сплавления с профилем; 3 - сечение по металлу границы сплавления с фланцем.
Значения α вычисляются по формулам (13), (15.)
при
при
|
ρ |
Коэффициенты β1 при параметре α |
||||||||||||||||
|
0 |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
|
|
0,6 |
1,16 |
1,12 |
1,10 |
1,08 |
1,06 |
1,05 |
1,05 |
1,04 |
1,04 |
1,03 |
1,03 |
1,02 |
1,02 |
1,01 |
1,01 |
1,01 |
1,01 |
|
0,8 |
1,24 |
1,19 |
1,15 |
1,12 |
1,10 |
1,04 |
1,08 |
1,06 |
1,06 |
1,05 |
1,04 |
1,04 |
1,03 |
1,02 |
1,02 |
1,02 |
1,01 |
|
1,0 |
1,32 |
1,25 |
1,21 |
1,17 |
1,14 |
1,12 |
1,11 |
1,09 |
1,08 |
1,07 |
1,06 |
1,05 |
1,04 |
1,03 |
1,03 |
1,02 |
1,02 |
|
2,0 |
1,78 |
1,63 |
1,52 |
1,44 |
1,38 |
1,33 |
1,29 |
1,26 |
1,23 |
1,21 |
1,19 |
1,15 |
1,12 |
1,10 |
1,09 |
1,08 |
1,07 |
|
3,0 |
2,26 |
2,02 |
1,85 |
1,73 |
1,63 |
1,55 |
1,49 |
1,44 |
1,40 |
1,36 |
1,33 |
1,27 |
1,22 |
1,19 |
1,16 |
1,14 |
1,12 |
|
4,0 |
2,74 |
2,42 |
2,20 |
2,03 |
1,89 |
1,79 |
1,70 |
1,63 |
1,57 |
1,52 |
1,48 |
1,39 |
1,33 |
1,28 |
1,24 |
1,21 |
1,19 |
|
ρ |
Коэффициенты β2,при параметре α |
||||||||||||||||
|
0 |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
|
|
0,6 |
0,73 |
0,75 |
0,77 |
0,79 |
0,80 |
0,81 |
0,82 |
0,83 |
0,84 |
0,85 |
0,86 |
0,87 |
0,88 |
0,89 |
0,90 |
0,91 |
0,92 |
|
0,8 |
0,69 |
0,72 |
0,74 |
0,75 |
0,76 |
0,78 |
0,79 |
0,80 |
0,81 |
0,82 |
0,83 |
0,84 |
0,86 |
0,87 |
0,88 |
0,89 |
0,89 |
|
1,0 |
0,67 |
0,69 |
0,71 |
0,72 |
0,74 |
0,75 |
0,76 |
0,77 |
0,78 |
0,79 |
0,80 |
0,82 |
0,83 |
0,85 |
0,86 |
0,87 |
0,88 |
|
2,0 |
0,60 |
0,62 |
0,63 |
0,64 |
0,66 |
0,67 |
0,68 |
0,69 |
0,70 |
0,71 |
0,72 |
0,73 |
0,75 |
0,76 |
0,78 |
0,79 |
0,80 |
|
3,0 |
0,57 |
0,58 |
0,60 |
0,61 |
0,62 |
0,63 |
0,64 |
0,64 |
0,65 |
0,66 |
0,67 |
0,68 |
0,70 |
0,71 |
0,73 |
0,74 |
0,75 |
|
4,0 |
0,56 |
0,57 |
0,58 |
0,58 |
0,59 |
0,60 |
0,61 |
0,62 |
0,62 |
0,63 |
0,64 |
0,65 |
0,67 |
0,68 |
0,69 |
0,70 |
0,71 |
Примечание: Для промежуточных значений ρ и α допускается линейная интерполяция
Расстояние от оси болта до края фланца должно удовлетворять условию
при этом удовлетворяется условие нераскрытия соединения при расчетной нагрузке.
4.7. Прочность болтов соединений типа Б проверяется по формуле:
где значения Pδ - принимаются по данным раздела 3;
К1 = 1,10 - при условиях, оговоренных в п.4.6;
γв = 0,8 при количестве болтов п ≤ 8.
4.8. Прочность фланца на изгиб в зонах полки и стенки проверяется по формуле

где Мф - местный изгибающий момент во фланце у основания сварного шва, вычисляемый по формулам (22), (24),
Для соединений типа А
где r' определяется по формуле (11)
 - для зоны фланца, прилегающей к полке;
- для зоны фланца, прилегающей к полке;
K2=0,8 - для зоны фланца, прилегающей к стенке;
в - ширина полки профиля;
вф - расчетная ширина фланца, принимаемая равной действительной величине, но не более в+ 2Kf+tф;
β2 - коэффициент, вычисляемый по формуле (23) при выполнении условия (8)
где β2(α=0) определяется по табл.5 интерполяцией по ρ значений β2 при α = 0.
В остальных случаях β2 определяется по табл.5 в зависимости от параметров ρ (10) и α (18), (15).
Для соединении типа Б
где
r" = r-Kf. (25)
4.9. Прочность фланцевого
соединения типа А на действие поперечной силы Q проверяется по формуле (26), при ![]() РНР/Ni
> 1
РНР/Ni
> 1
в остальных случаях - по формуле (27)
где β1n, β1c - коэффициенты β1, определяемые по указаниям п.4.6 для полок и стенок соответственно;
μ - коэффициент трения поверхностей фланцев, принимаемый в соответствии с указаниями раздела 7.
При отсутствии местной поперечной силы в расчет вводится условное значение Q = 0,1μN
4.10. Расчет сварного соединения растянутого пояса и фланца производится по СНиП II-23-81 с учетом глубины проплавления корня шва на 2 мм по трем сечениям (см. рис.3): по металлу шва (сечение 1)
по металлу границы сплавления с профилем (сечение 2)
по металлу границы сплавления с фланцем в направлении толщины проката (сечение 3)
где lw - расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
βf и βz - коэффициенты: βf = 0,7; βz принимается по табл. 34 СНиПа;
γwf, γwz - коэффициенты условий работы шва;
γc - коэффициент условий работы сварного соединения; γc = 1,0
Rwf,; Rwz - расчетные сопротивления угловых швов срезу (условному) по металлу шва и металлу границы сплавления с профилем соответственно, принимается по табл. 3 СНиПа;
Rth, - расчетное сопротивление растяжению стали в направлении толщины фланца; принимается по табл.1.
5. ПРОЕКТИРОВАНИЕ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Фланцевые соединения растянутого пояса
5.1. Фланцевые соединения растянутого пояса рекомендуется применять в фермах со схемами решетки (см. рис. 1), чтобы обеспечить возможность установки болтов в верхних частях фланцев.
5.2. При схемах решетки ферм, представленных на рис.1а, фланцевые соединения рекомендуется назначать по сортаменту 1 (табл.6). Если схемы решетки ферм выполняются по рис.1.б, соединения по сортаменту 1 могут быть применены, когда усилия на болты ряда "а" от продольной силы не менее чем на 15 % ниже расчетных; при этом 1-2 болта могут быть установлены "в прорезь" при сохранении на этой риске двух болтов, установленных в отверстие без прорезей.
5.3. При схеме решетки ферм, представленной на рис.1в, с усилением профилей растянутого пояса на участках между узлами решетки дополнительными ребрами фланцевые соединения рекомендуется назначать по сортаменту 2 (табл.7). Усиление профилей дополнительными ребрами компенсирует различие продольных усилий в смежных участках пояса и изгиб пояса из-за перелома в узле.
СОРТАМЕНТ 1
Фланцевые соединения растянутого пояса
|
Типоразмеры фланцев |
Схема фланцевого соединения |
Марка профиля |
N кН (тс) |
Геометрические характеристики, мм |
|||||
|
№п/п |
Марка фланца |
kfn |
kfc |
tф |
|||||
|
тип А |
тип Б |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
1 |
Ф20-I-tф |
|
20K1 |
1160 |
7 |
6 |
28 |
32 |
|
|
(118) |
|||||||||
|
20Ш1 |
1160 |
8 |
6 |
28 |
40 |
||||
|
(118) |
|||||||||
|
20Ш2 |
1190 |
8 |
6 |
28 |
40 |
||||
|
(121) |
|||||||||
|
2 |
Ф20-II-tф |
|
20K1 |
1355 |
8 |
6 |
28 |
40 |
|
|
(138) |
|||||||||
|
20K1 |
1520 |
9 |
6 |
32 |
40 |
||||
|
(155) |
|||||||||
|
20K2 |
1720 |
10 |
6 |
32 |
40 |
||||
|
(175) |
|||||||||
|
3 |
Ф20-III-tф |
|
20K3 |
1905 |
12 |
7 |
28 |
40 |
|
|
(194) |
|||||||||
|
20K4 |
2090 |
14 |
7 |
32 |
40 |
||||
|
(213) |
|||||||||
|
4 |
Ф23-I-tф |
|
23K1 |
1915 |
9 |
6 |
28 |
40 |
|
|
(195) |
|||||||||
|
23K2 |
2060 |
10 |
6 |
28 |
40 |
||||
|
(210) |
|||||||||
|
23K3 |
2285 |
12 |
7 |
28 |
40 |
||||
|
(233) |
|||||||||
|
23K4 |
2520 |
14 |
8 |
32 |
40 |
||||
|
(257) |
|||||||||
|
5 |
Ф23-II-tф |
|
23Ш1 |
1285 |
8 |
6 |
28 |
40 |
|
|
(131) |
|||||||||
|
23Ш2 |
1440 |
10 |
6 |
32 |
40 |
||||
|
(147) |
|||||||||
|
6 |
Ф26-I-tф |
|
26K1 |
2215 |
10 |
6 |
28 |
40 |
|
|
(226) |
|||||||||
|
26К2 |
2490 |
12 |
7 |
28 |
40 |
||||
|
(254) |
|||||||||
|
26К3 |
2805 |
14 |
8 |
28 |
40 |
||||
|
(286) |
|||||||||
|
26К4 |
3060 |
14 |
8 |
28 |
40 |
||||
|
(312) |
|||||||||
|
26К5 |
3345 |
16 |
9 |
28 |
40 |
||||
|
(341) |
|||||||||
|
7 |
Ф26-II-tф |
|
26Ш1 |
1355 |
7 |
6 |
28 |
40 |
|
|
(138) |
|||||||||
|
26Ш1 |
1599 |
9 |
6 |
28 |
40 |
||||
|
(163) |
|||||||||
|
26Ш2 |
1765 |
10 |
6 |
28 |
40 |
||||
|
(180) |
|||||||||
|
8 |
Ф30-I-tф |
|
30K1 |
3140 |
12 |
8 |
32 |
40 |
|
|
(320) |
|||||||||
|
30К2 |
3375 |
14 |
8 |
32 |
40 |
||||
|
(344) |
|||||||||
|
9 |
Ф30-II-tф |
|
30К3 |
3700 |
16 |
9 |
28 |
40 |
|
|
(377) |
|||||||||
|
30K4 |
4080 |
18 |
10 |
28 |
40 |
||||
|
(416) |
|||||||||
|
30K5 |
4490 |
20 |
12 |
32 |
40 |
||||
|
(458) |
|||||||||
|
10 |
Ф30-III-tф |
|
30Ш1 |
1980 |
10 |
7 |
28 |
40 |
|
|
(202) |
|||||||||
|
11 |
Ф30-IV-tф |
|
30Ш2 |
2215 |
12 |
7 |
32 |
40 |
|
|
(226) |
|||||||||
|
30Ш3 |
2480 |
14 |
8 |
32 |
40 |
||||
|
(253) |
|||||||||
Примечания к таблице 6:
1. Материал фланцев - сталь марки 14Г2АФ (14Г2АФД) по ГОСТ 19282-73 или ТУ 14-1-1176-74.
2. Все болты - высокопрочные, М24, из стали 40Х "Селект" по ГОСТ 22353-77, диаметр отверстий под болты - 28 мм.
3. Усилия предварительного натяжения болтов при монтажной сборке: тип А - 250 кН (25,5 тс); тип Б - 39-49 кН (4-5 тс).
4. Данные расчета фланцевых соединений сортаментов 1, 2 представлены в табл.10 Приложения 3.
Условные обозначения
N - продольная сила в поясе, определенная из формулы (5) СНиПа
N = AnRyγc, где
Ry - расчетное сопротивление стали профилей растяжению; принято для сталей марок 09Г2С и 14Г2 при толщинах полок до 9 мм Ry =330 МПа (3350 кгс/см2), больше 9 мм Ry = 310 МПа (3150 кгс/см2);
An - площадь сечения двутавра нетто;
γc = 0,95. - коэффициент условий работы растянутого пояса стропильных ферм;
kfn, kfc - катеты угловых швов по полкам и стенке профиля;
tф - толщина фланцев (в готовом изделии).
При наличии изгибающего момента расчетные усилия в соединениях определяются в соответствии с указаниями раздела 4 Руководства.
5.4. При конструировании фланцевых соединений растянутого пояса болты должны быть расположены равномерно по контуру профиля, с соблюдением соответствия количества болтов, относящихся к полкам и стенке профиля, их площадям. При расстановке болтов должны быть выдержаны размеры, приведенные на рис.4.
Рис. 4. Рекомендуемые схемы расстановки болтов М24 во фланцевых соединениях растянутого пояса
5.5. Двутавровые профили растянутого пояса рекомендуется выбирать с учетом следующих критериев:
- высота профиля принимается минимально возможной, обеспечивающей требуемое центрирование узлов;
- стержни поясов, стыкуемые через фланцевое соединение и имеющие различное сечение, должны назначаться из двутавров одинаковой высоты;
- толщина полок профилей принимается наибольшей возможной;
- ширина полок профилей принимается минимально возможной по условию размещения и приварки стержней решетки.
СОРТАМЕНТ 2
Фланцевые соединения растянутого пояса с усиливающим ребром
|
Типоразмеры фланца |
Схема фланцевого соединения |
Марка профиля |
N, кН (тс) |
Геометрические характеристики, мм |
||||||
|
№ п/п |
Марка фланца |
lцт |
hp x tp |
kfn |
kfc |
tф |
||||
|
Тип А |
Тип Б |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
ФР20-I-tф |
|
20K1 |
1295 (132) |
19 |
90 × I2 |
7 |
6 |
32 |
32 |
|
2 |
ФР23-I-tф |
|
23KI |
2130 |
20 |
90 × 14 |
12 |
6 |
28 |
40 |
|
(217) |
||||||||||
|
23К2 |
2275 |
18 |
90 × 14 |
12 |
6 |
32 |
40 |
|||
|
(232) |
||||||||||
|
23К3 |
2480 |
16 |
90 × I4 |
12 |
7 |
32 |
40 |
|||
|
(253) |
||||||||||
|
3 |
ФР26-I-tф |
|
26K1 |
2440 |
19 |
90 × 14 |
12 |
6 |
28 |
40 |
|
(249) |
||||||||||
|
26K2 |
2735 |
19 |
90 × 16 |
14 |
7 |
28 |
40 |
|||
|
(279) |
||||||||||
|
26K3 |
3040 |
17 |
90 × 16 |
14 |
8 |
28 |
40 |
|||
|
(310) |
||||||||||
|
26K4 |
3315 |
18 |
90 × 18 |
16 |
8 |
32 |
40 |
|||
|
(338) |
||||||||||
|
26K5 |
3600 |
16 |
90 × 18 |
16 |
9 |
32 |
40 |
|||
|
(367) |
||||||||||
|
4 |
ФР30-I-tф |
|
30K1 |
3385 |
16 |
90 × 16 |
14 |
8 |
32 |
40 |
|
(345) |
||||||||||
|
30K2 |
3650 |
18 |
90 × 18 |
16 |
8 |
32 |
40 |
|||
|
(372) |
||||||||||
Примечания к табл. 7: 1. Материал усиливающих ребер - сталь тех же марок (ВСт3пс6, 09Г2С, 14Г2), что и основного профиля.
2. Остальные примечания - см. к Сортаменту 1.
Условные обозначения
hp; tр - высота и толщина усиливающих ребер соединении;
lц∙т - расстояние от оси центра тяжести сечения профиля с усиливающим ребром и с учетом ослабления нижних полок профиля отверстиями для закрепления связей (2 отверстия - диаметром 23 мм) до оси двутаврового профиля;
kfn - катеты угловых швов по полкам и усиливающим ребрам.
Остальные условные обозначения см. в примечаниях к Сортаменту 1.
СОРТАМЕНТ 3
Фланцевые соединения сжатого пояса
|
Типоразмеры фланцев |
Схема фланцевого соединения |
Марка профиля |
Kf, мм |
Типоразмеры фланцев |
Схема фланцевого соединения |
Марка профиля |
Kf, мм |
|||
|
№ п/п |
марка |
|
|
|||||||
|
1 |
2 |
3 |
4 |
5 |
1 |
2 |
3 |
4 |
5 |
|
|
1 |
ФС20-I |
|
20K1 |
7 |
3 |
ФС26-I |
|
26K1 |
7 |
|
|
20К2 |
|
|||||||||
|
20К3 |
26К2 |
|
||||||||
|
20K4 |
|
|||||||||
|
20Ш1 |
|
|||||||||
|
20Ш2 |
26Ш1 |
|||||||||
|
26Ш2 |
||||||||||
|
2 |
ФС23-I |
|
23K1 |
7 |
4 |
ФС26-II |
26К3 |
10 |
|
|
|
23К2 |
26К4 |
|
||||||||
|
23Ш1 |
26К5 |
|||||||||
|
23Ш2 |
5 |
ФС30-I |
|
30Ш1 |
7 |
|
||||
|
23К3 |
|
|||||||||
|
23К4 |
||||||||||
|
30Ш2 |
|
|||||||||
|
30Ш3 |
|
|||||||||
|
30Ш4 |
||||||||||
|
6 |
ФС30-II |
|
30KI |
10 |
Примечания к табл. 8: 1. Материал фланцев - сталь марки ВСт3пс6 (см. раздел 2 Руководства 2. Усилие предварительного натяжения болтов при монтажной сборке - 39 - 49 кН (4-5 тс) 3. Толщина фланцев tf, = 20 мм (в готовом изделии). 4. См. п.2 примечаний к Сортаменту 1 Условные обозначения kf - катеты угловых швов по контуру профилей. |
|||||
|
30K2 |
||||||||||
|
30K3 |
||||||||||
|
30K4 |
||||||||||
|
30К5 |
||||||||||
Фланцевые соединения сжатого пояса
5.6. Фланцевые соединения сжатого пояса рекомендуется конструировать по типу, изображенному на рис. 5.
Сортамент сланцевых соединений сжатого пояса приведен в табл.8.
5.7. При выборе стержней сжатого пояса должно быть учтено требование максимально возможной жесткости профилей из плоскости ферм (дополнительно к требованиям п.5.5).
Рис 5. Рекомендуемый тип фланцевого соединения сжатого (верхнего) пояса,
6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Обработка деталей
6.1. Резка двутавровых профилей растянутого и сжатого поясов ферм должна производиться на заводах металлоконструкций механическим способом (отрезные и ленточные станки) или с помощью машинной газовой резки под требуемым углом. Допускается ручная газовая резка двутавров с последующей фрезеровкой торцов (для фланцевых соединений сжатого пояса).
6.2. Листовой металл фланцев, как правило, используется без механической обработки торцевых поверхностей, в случае несоблюдения допусков на искривление поверхности, указанных в п.6.11, металл фланцев должен быть выправлен. При вырезке заготовок фланцев на них наносят (выбивают) номера плавок, места нанесения которых указываются в проекте.
6.3. Отверстия рекомендуется сверлить в заготовках фланцев, по кондукторам, после сверления заусенцы должны быть удалены.
Сборка и сварка
6.4. Сборку ферм (полуферм) следует производить поэлементно, в общем сборочном кондукторе. Рекомендуется сборку и сварку двутавровых стержней поясов и фланцев производить в отдельном поворотном кондукторе, в случае необходимости с последующим фрезерованием торцевых поверхностей фланцев (тип А). Установочные плиты кондукторов должны иметь фрезерованные поверхности с отклонением от проектного положения по тангенсу угла не более 1/1500.
6.5. Пояса и фланцы при сборке соединяются между собой электроприхватками с применением электродов, соответствующих маркам стали фланцев и поясов. Катеты прихваток равны 5 мм, длина - 50 мм, количество прихваток на одно фланцевое соединение - не менее 6 (по 2 на стенку и полки двутавра).
6.6. Фланцевые соединения следует сваривать только после проверки правильности их сборки. Сварные швы выполняются полуавтоматической сваркой в СО2 с применением материалов, указанных в п.2.2 с проплавлением корня шва не менее 3 мм.
6.7. Приварку фланцев рекомендуется выполнять в следующем порядке: сначала по стенке, а затем по полкам профиля. В случаях необходимости рекомендуется принимать меры к снижению сварочных деформаций (сварка в прижимах и др.).
6.8. После выполнения сварных швов фланцевых соединений должно быть поставлено клеймо сварщика. Места для установки клейма должны указываться в проекте.
6.9. Каждая первая и в последующем каждая десятая ферма одного типа должна проходить контрольную сборку, в процессе которой проверяется соответствие ее изготовления рабочим чертежам и допускам, указанным в п.6.11.
Грунтование и окраска
6.10. Поверхности фланцев верхнего и нижнего поясов грунтуются и окрашиваются теми же материалами и способами, что и конструкция ферм в целом.
Контроль качества
6.11. Отклонения от проектных линейных размеров и геометрической формы элементов фланцевых соединений не должны превышать предусмотренных в табл.9.
6.12. В процессе выполнения работ по сварке фланцевых соединений контролируются:
- квалификация сварщиков и дефектоскопистов (в соответствии с правилами предприятия, изготовляющего конструкции);
- качество сварочных материалов в соответствии с действующими стандартами и паспортами изделий;
- качество подготовки и сборки деталей под сварку (в соответствии со СНиП III-18-75, раздел I);
- качество сварных швов (в соответствии со СНиП III-18-75, в соединениях сжатых поясов по поз. 1, 2 табл. 3 раздела I; в соединениях растянутых поясов по поз. 3 табл. 41; поз. 1, 2 табл. 42 раздела 9, по ГОСТ 14771-76 и требованиями п.6.6).
Неисправленные подрезы и трещины любого вида не допускаются.
|
Отклонение |
Допускаемое отклонение от проектных размеров и геометрической формы, мм |
|
Отклонение толщины фланца (при механической обработке торцевых поверхностей) |
± 0,02 tф |
|
Зазор между поверхностью заготовки фланца и ребром стальной линейки |
0,3 |
|
Взаимное смещение осей поясов ферм в соединении (при контрольной сборке) |
3 |
|
Зазоры между фланцами (при контрольной сборке): |
|
|
а) в типе А по краям фланцев при клиновидном зазоре |
1,2 |
|
при зазоре по контуру |
0,7 |
|
б) по краям фланцев в типе Б |
4,0 |
6.13. Фланцы растянутых поясов ферм после их приварки к двутаврам подвергаются 100-процентному контролю ультразвуковой дефектоскопией. Результаты контроля должны удовлетворять требованиям п.2.7.
7. МОНТАЖНАЯ СБОРКА ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Подготовительные работы
7.1. Элементы фланцевых соединений проверяют на монтажной площадке на отсутствие погнутостей, надрывов сварных швов и т.п. Заусенцы вокруг отверстии и по краям фланцев, оставшиеся после изготовления, удаляют. Исправлять прочие дефекты без согласования с проектной организацией запрещается.
7.2. Высокопрочные болты, гайки и шайбы для фланцевых соединений подготавливаются в соответствии с действующими нормативами для сдвигоустойчивых соединений.
Болты, гайки и шайбы для соединений типа Б и сжатого пояса можно использовать без специальной расконсервации и определения нормативных значений коэффициента закручивания.
Сборка
7.3. Торцевые поверхности фланцев соединений типа А очищают стальными щетками от грязи, снега и льда.
7.4. Технологический процесс сборки каждого фланцевого соединения должен предусматривать:
- совмещение отверстий фланцев и фиксацию полуферм с помощью монтажных пробок (не менее 2 в соединении);
- установку в свободные отверстия высокопрочных болтов и предварительную стяжку фланцев;
- проверку геометрических размеров собранной конструкции.
При этом допуски на взаимное смещение осей поясов и зазоры между фланцами должны удовлетворять требованиям табл.9, п.6.11.
После этого пробки заменяют высокопрочными болтами и производится проектное натяжение всех болтов соединения. Применять другие болты в качестве сборочных запрещается.
7.5. При установке болтов гайки должны свободно (от руки) наворачиваться на резьбу, в противном случае болт или гайку следует заменить.
7.6. Под головки и гайки высокопрочных болтов устанавливают по одной шайбе.
Натяжение высокопрочных болтов
7.7. Натяжение высокопрочных болтов рекомендуется производить гайковертами (со специальными переходными приспособлениями) или динамометрическими ключами, тарированными по крутящему моменту.
7.8. Отклонение фактического крутящего момента от необходимого для натяжения высокопрочных болтов на заданное усилие не должно превышать 0; + 10 %, Натяжение болтов производится в последовательности от стенки профиля к полкам с повторной дозатяжкой всех болтов соединения.
7.9. Болты фланцевых соединений сжатого пояса и типа Б равномерно затягиваются при сборке с проверкой затяжки и дозатяжкой после установки ферм в проектное положение.
7.10. При установке болтов соединений сжатого пояса и типа Б проектом определяются меры, предотвращающие возможность развинчивания гаек.
Приемка и герметизация соединений
7.11. Монтажная сборка фланцевых соединений производится под руководством ответственного лица, назначенного приказом по организации.
7.12. Натяжение высокопрочных болтов фланцевых соединений типа А контролируется выборочной проверкой до подъема ферм в соответствии с п.1.138 СНиП III-18-75.
7.13. После приемки соединений все наружные поверхности подлежат защите, выполняемой по указаниям проекта.
При выборе методов герметизации соединений типа Б учитывается возможность увеличения зазоров между фланцами при эксплуатации конструкций ферм.
7.14. При выполнении монтажных фланцевых соединений ответственное лицо (см. п.7.11) ведет журналы по форме, предусмотренной для сдвигоустойчивых соединений на высокопрочных болтах.
7.15. После окончательного выполнения фланцевого соединения бригадир (звеньевой) сборщиков должен поставить присвоенное ему клеймо в месте, указанном в проекте.
Приложение
1
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по проведению испытаний толстолистового проката для фланцев монтажных соединений стропильных ферм с поясами из широкополочных двутавров на статическое растяжение в направлении толщины
1. Общие положения
1.1. Настоящие указания
распространяются на толстолистовой прокат строительных сталей толщиной от 12 до
50 мм включительно, предназначенный для изготовления фланцев растянутых
соединений стропильных ферм с поясами из широкополочных двутавров, и
устанавливают методику испытаний на статическое растяжение с целью определения
следующих характеристик механических свойств металлопроката в направлении
толщины при температуре ![]() : предела текучести (физического или условного); временного
сопротивления разрыву; относительного удлинения после разрыва; относительного
сужения после разрыва.
: предела текучести (физического или условного); временного
сопротивления разрыву; относительного удлинения после разрыва; относительного
сужения после разрыва.
1.2. Определяемые в соответствии с настоящими методическими указаниями механические свойства могут быть использованы для контроля качества проката для металлоконструкций; анализа причин разрушения конструкций; сопоставления материалов при обосновании их выбора для конструкций; расчета прочности несущих элементов с учетом их работы по толщине листов; сравнения сталей в зависимости от химического состава, способа выплавки и раскисления, сварки, вида термообработки, толщины и т.д.
1.3. При испытании на статическое растяжение принимаются следующие обозначения и определения:
- рабочая длина l*, мм - часть образца с постоянной площадью поперечного сечения между его головками или участками для захвата;
- начальная расчетная длина образца lд, мм - участок рабочей длины образца до разрыва, на которой определяется удлинение;
* Буквенные обозначения приняты по ГОСТ 1497-73.
- конечная расчетная длина образца после его разрыва 11 мм;
- начальный диаметр рабочей части цилиндрического образца до разрыва d0, мм;
- минимальный диаметр цилиндрического образца после его разрыва d1, мм;
- начальная площадь поперечного сечения рабочей части образца до разрыва F0, мм;
- площадь поперечного сечения образца после его разрыва F1, мм2;
- осевая растягивающая нагрузка Р, Н - нагрузка, действующая на образец в данный момент испытания;
- предел текучести (физический) σr, МПа - наименьшее напряжение, при котором образец деформируется без заметного увеличения нагрузки;
- предел текучести условный σ0,2 напряжение, при котором остаточное удлинение достигает 0,2 % длины участка образца, удлинение которого принимается в расчет при определении указанной характеристики;
- временное сопротивление σB, MПа - напряжение, соответствующее наибольшей нагрузке Рmax, предшествующей разрушению образца;
- относительное удлинение после разрыва δ -отношение приращения расчетной длины образца (l1∙l0) после разрыва к ее первоначальной длине l0;
- относительное сужение после разрыва ψ, % - отношение разности начальной площади и площади поперечного сечения после разрыва F1 - F0 к начальной площади поперечного сечения образца F0.
2. Форма, размеры образцов и их изготовление
2.1. Для испытаний на
растяжение в направлении толщины проката применяют укороченные цилиндрические
образцы (рис. 6, а) диаметром 5 мм с начальной
расчетной длиной ![]() = 12,5 мм по п.2.1 ГОСТ 1497-73.
При этом металл, испытываемый в направлении толщины, условно рассматривается
как хрупкий. Рабочая длина образца в соответствии с п.2.3 ГОСТ 1497-73 составляет l = l0 + 0,5 d0 = 15 мм.
= 12,5 мм по п.2.1 ГОСТ 1497-73.
При этом металл, испытываемый в направлении толщины, условно рассматривается
как хрупкий. Рабочая длина образца в соответствии с п.2.3 ГОСТ 1497-73 составляет l = l0 + 0,5 d0 = 15 мм.
Рис. 6. Образец (а) и этапы его изготовления из сварного соединения (б)
2.2. Образец вырезается из испытываемого листа таким образом, чтобы ось образца была перпендикулярна к поверхности листа.
2.3. На торцах образцов, выполненных из металлопроката толщиной 30 мм, сохраняется прокатная корка. При толщине испытываемого проката более 30 мм такая корка сохраняется на одном торце образца.
2.4. Для испытания металлопроката толщиной 12-29 мм применяются сварные образцы. С этой целью к листовой заготовке испытываемого металла приваривают в тавр две пластины из стали той же прочности, чтобы получить крестовое соединение со сплошным проваром. Цилиндрические образцы вырезают из сварного соединения таким образом, чтобы испытываемый металл попадал в рабочую часть образца. При этом продольная ось образца должна совпадать с направлением толщины испытываемого листа. Этапы изготовления сварных образцов указаны на рис.6,б.
2.5. Для испытания металлопроката толщиной 24-29 мм допускаемся применять несварные образцы с укороченной рабочей длиной по сравнению с указанной в п.2.1 и на рис.6,а. При этом высота головок образцов не изменяется.
2.6. Образцы рекомендуется обрабатывать на металлорежущих станках. Глубина резания при последнем проходе не должна превышать 0,3 мм. Чистота обработки поверхности образцов и точность изготовления должны соответствовать требованиям ГОСТ 1497-73.
2.7. При определении относительного удлинения нужно обходиться без нанесения кернов на рабочей части образца; за начальную расчетную длину следует принимать общую длину образца вместе с головками
2.8. Начальную и конечную расчетную длину образца измеряют штангенциркулем с точностью до 0,1 мм и полученные значения округляют в большую сторону. Диаметр рабочей части образца до испытания измеряют микрометром в трех местах (посередине и с двух краев) с точностью до 0,01 мм; в каждом сечении диаметр измеряется дважды (второе измерение производится при повороте образца на 90°) и за начальный диаметр принимается среднее значение из двух измерений; причем фиксируются все три значения начальных диаметров (в середине и с двух краев рабочей части образца). После испытания определяют, вблизи какого измеренного сечения произошел разрыв образца, и в дальнейшем при определении относительного сужения после разрыва ψz диаметр этого сечения принимают за начальный диаметр. Диаметр образцов после испытания следует измерять штангенциркулем с точностью до 0,1 мм.
2.9. Для испытаний изготавливают по три образца от каждого листа, отбор проб проводится из средней трети листа (по ширине).
3. Испытание образцов
3.1. Для определения механических свойств в направлении толщины проката при статическом растяжении используют универсальные испытательные машины с механическим, гидравлическим или электрогидравлическим приводом с усилием не выше 100 кН (10 тс) при условии соответствия их требованиям ГОСТ 1497-73 и ГОСТ 7855-74.
3.2. При проведении испытаний должны соблюдаться следующие основные условия:
- надежное центрирование образца в захватах испытательной машины;
- плавность нагружения;
- скорость перемещения подвижного захвата при испытании до предела текучести - не более 0,1, за пределом текучести - не более 0,4 длины расчетной части образца, выраженная в мм/мин.
3,3. Рекомендуется оснащать машины регистрирующей аппаратурой для записи диаграмм: усилие - перемещение в масштабе не менее 25:1.
3.4. Испытания на растяжение образцов для определения механических свойств в направлении толщины проката и подсчет результатов испытаний проводят в полном соответствии с § 3 и 4 ГОСТ 1437-73.
3.5. При разрушении сварных образцов вне основного металла испытываемого листа из-за возможных дефектов соединения (пор, непроваров, шлаковых включений, трещин и др.) результаты их испытания не принимают во внимание и испытание повторяют на новых образцах.
3.6. Результаты испытании каждого образца в виде значений σТ, σ0,2, σв, δ и ψ заносят в журнал испытаний и фиксируют в протоколе, прикладываемом к сертификату на металлоконструкции, σ и ψ нормируются и служат критериями при выборе и назначении толстолистового проката для изготовления фланцев. Значения других характеристик (σТ. (σ0,2), δ факультативны и используются для накопления данных.
В журнал испытаний заносят также данные из сертификата .металлургического завода - изготовителя металлоизделий: марку стали, № партии., № плавки, № листа, химический состав и механические свойства при обычных испытаниях.
Приложение
2
КОММЕНТАРИИ К РАСЧЕТНЫМ ФОРМУЛАМ И ПРИМЕРЫ РАСЧЕТА ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
1. Комментарии к расчетным формулам
1.1. Основой методики расчета фланцевых соединений растянутого пояса является плоская расчетная схема независимо работающих зон, включающих болты и отнесенные к ним участки фланцевых листов. Для соединений типа А учитывается упругое обжатие материала в зоне контакта, относительная гибкость фланцев, влияние расстояния от оси болтов до края фланцев и предварительное натяжение болтов.
Результирующее усилие в болтах определяется с учетом "рычажного" эффекта, а изгибающий момент во фланце - с учетом упругого защемления фланца под болтом.
В соединениях типа Б за основу принята консольная схема, участки фланцевых листов рассчитываются как консоли с вылетом, равным расстоянию от оси болта до границы сварного шва. Факторы, обусловленные предварительным натяжением болтов, не учитываются.
1.2. Условие (6) составлено на основании равенства перемещений точек фланца по оси болта, вычисленных по консольной и учитывающей "рычажный" эффект схемам. Отрицательное значение правой части неравенства (6) указывает на то, что геометрия соединения обеспечивает "рычажный" эффект.
При положительном значении правой части "рычажный" эффект определяется величиной предварительного натяжения. Как правило, расчет соединений по типу Б (консольная схема) имеет место при tф > 40 мм.
1.3. Неравномерность распределения продольной силы N по болтам учитывается только при расчете на прочность болта введением коэффициента К1, полагая, что болт - наиболее уязвимый элемент соединения. Коэффициент К1 для болтов в соединениях типа А имеет меньшее значение из-за более равномерной их работы. В формуле (7) значение R1 равное 1,05, относится к произведению β1 Nn что в среднем эквивалентно 10-процентному увеличению усилия на болт Nn от продольной силы N.
1.4. Апробирование методики на экспериментальных образцах показало, что прочность фланца обеспечивается с запасом и введения коэффициента неравномерности внешнего усилия не требуется.
1.5. Эксперимент, предусматривающий изгиб болта в пределах назначенных технологических допусков на соединение показал, что его прочность определяется осевой силой.
1.6. Условия (8) и (12), (14) определяют различные стадии работы болтового соединения.
Интерполяционная формула (9) определяет значения
Р в интервале от РН до
1,15 РН, т.е. до образования зазора в зоне болта. Формулы
(13) и (15) аппроксимируют
нелинейную зависимость α от ![]() , J и ρ;
α, - относительное расстояние от оси болта до пятна контакта
фланцевых листов. Условия (12), (14) определяют участки указанной аппроксимации.
, J и ρ;
α, - относительное расстояние от оси болта до пятна контакта
фланцевых листов. Условия (12), (14) определяют участки указанной аппроксимации.
Формула (23) аналогична (9) и интерполирует параметр β2 от величины 0.5, соответствующей жесткой заделке, до β2 при α = 0.
1.7. Формула (11) определяет расчетное плечо приложения продольной силы по отношению к оси болта. Слагаемое 0,25 αδ учитывает жесткость головки болта и шайбы, а слагаемое 0,17 S - влияние шага установки болтов. Коэффициенты при величинах r, s, αδ получены на основании экспериментальных данных.
1.8. Условная поперечная сила
определяется как минимальная по условию (19) из формулы
(27), где β1i -
вычисляется для ![]() и равно ~ 1,1, т.е.
минимальная рычажная сила составляет 10 % от усилия в болте от продольной силы.
и равно ~ 1,1, т.е.
минимальная рычажная сила составляет 10 % от усилия в болте от продольной силы.
2. Примеры расчета фланцевых соединений
2.1. Соединения типа А
Провести проверочный расчет фланцевого соединения (рис.7). Данные, необходимые для расчета:
- площадь сечения пояса нетто (30К2)
Ап = 115 см2
- усилие на фланцевое соединение Nфс = 3551 кН (362 тс);
- материал фланца - сталь 14Г2АФ с расчетным сопротивлением изгибу по пределу текучести Ry = 368 МПа (3750 кгс/см);
- диаметр болтов dδ = 24 мм;
- площадь сечения болта нетто Авл= 3,52 см2;
- расчетное усилие в болте Рδ = 266 кН (27,1 тс);
- площадь сечения полки пояса Af = 44,6 см;
- площадь сечения стенки пояса Aw = 25,8 см;
- количество болтов вдоль полки Пп = 9, вдоль стенки Пc = 6;
- катет сварного шва по полке Кfn =1,4 см, по стенке Кfc < = 0,8 см (см. п.2.3 приложения 2);
- усилие предварительного натяжения Рн =225 кН (23 тс);
- толщина фланца принята tф = 3,2 см.
Рис. 7. Схема фланцевого соединения для примера расчета
2.1.1. Проверка прочности болтов соединения.
По формулам (4) вычисляются:
![]()
![]()
![]()
![]() ;
;
По формулам (2) и (3) вычисляется усилие, приходящееся на один болт от продольной силы N
![]()
![]()
![]()
Коэффициент K1 = 1.
Расчетная величина S принимается равной шагу установки болтов Sδ
Проверка условия (6)
1,30 > -2,05; 1,13 > -0,91.
По формулам (11) и (10) вычисляются значения r' и ρ
r' = 0,67r + 0,17S - Kf - 0,25αδ;
![]() =
0,67∙5,11 + 0,17∙7 - 1,4 - 0,25∙2,4
= 2,6 см,
=
0,67∙5,11 + 0,17∙7 - 1,4 - 0,25∙2,4
= 2,6 см,
![]() = 0,67∙4,54
+ 0,17∙9 - 0,8-0,25∙2,4 = 3,2
см;
= 0,67∙4,54
+ 0,17∙9 - 0,8-0,25∙2,4 = 3,2
см;
![]()
![]()
![]()
Для вычисления коэффициента β1 проверяется условие (8)
![]()
![]()
![]()
1,50 > 1,46 1,30 < 1,58
αc вычисляется по формуле (13) с учетом формул (16), (17) и (18):
![]()
![]()
![]()
![]()
![]()
![]()
α =(1,9-0,382-3,8∙0,38 + 2,8) (1-0,52) [1-0,52(1-0,6∙0,38)] = 1,63∙0,48∙0,598 = 0,47.
Коэффициент β1 для полки определяется по формуле (9), для стенки - по табл.4 в зависимости от параметров ρ1 и αc.
![]()
ρ = 1.54; αc = 0,47;
β1(α=0) = 1,44; β1с = 1,36
![]()
Усилия в болтах вычисляются по формуле (7)
γв = 1, так как п > 7; K1∙β1i∙Ni ≤ Рδ∙γв;
Рδп = 1∙1,49∙173 = 257 кН (26,2 тс);
Рδс = 1∙1,36∙199 = 270 кН (27,5 тс).
Условия прочности для болтов выполняются.
Проверка условия (19)
0,64tф(α + 0,5) ≤ С
0,64∙3,2 (0 + 0,5)=1,02 < 5,5; 0,64∙3,2 (0,47 + 0,5) = 1,99 < 14.
2.1.2. Проверка прочности фланца.
Коэффициент β2 для полки вычисляется по формуле (23), а для стенки определяется по табл.5 в зависимости от параметров ρ и α
ρс = 1,54, αс = 0,47;
β2С = 0,67
![]()
Принимается:
вф = 30 + 2∙1,4 + 3,2 = 36 см;
 К2в = 0,8.
К2в = 0,8.
По формуле (22) вычисляется изгибающий момент
Мфп = 173∙2,6∙0,91∙0,64 = 262 кНсм = 2,62 кНм (26,71 тссм);
Мфс = 199∙-3,2∙-0,8∙-0,67=341 кНсм = 3,41 кНм (34,76 тссм).
Прочность фланца, на изгиб проверяется по формуле (21)

![]()
![]()
Прочность фланца обеспечена.
2.1.3. Прочность на действие поперечной силы.
Рн / Ni > 1, поэтому соединение проверяется на действие условной поперечной силы Q = 0,1 μN по формуле (26) при μ = 0,25 (для поверхностей без обработки)
Q = 0,1 μN = 0,1∙0,25∙3551 = 88,8 кН (9,1 тс),
![]()
2.2. Соединение типа Б
Исходные данные для расчета те же, что для соединения типа А (см. п.1), кроме предварительного натяжения болтов: Рнр = 49 кН (5 тс).
2.2.1. Проверка прочности болтов производится по формуле (20)
KiNi ≤ Рδγв,
Рв = 0,77∙0,7∙1100∙3,52∙102 = 209 кН (20,9 тс) (см. табл.2);
Nп =173 кН < 209 кН; Nс =199 кН < 209 кН.
Прочность болтов обеспечена.
2.2.2. Проверка прочности фланца на изгиб производится по формуле (21). Изгибающий момент определяется по формуле (24)
Мф = Ni∙r"∙K2,
r" = r - Kf
r"n = rn - Kfn = 5,11-1,4 = 3,71 см; r"c = rc - Kfc =4,54 - 0,8 = 3,74 см;
K2n = 0,91 (см. п.2.1.2); K2c =0,6;
Мфп = 173 × 3,71 × 0,91 = 584 кНсм; Мфс =199 × 3,74 × 0,8 = 596 кНсм;
![]()
![]()
Толщина фланца недостаточна. Требуемая толщина фланца определяется из формулы (21)

![]()
где 10 - переводной коэффициент.
Принимается tф = 4,0 см.
2.3. Расчет угловых сварных швов соединения двутавра и фланца
Материал профиля - сталь марки 09Г2С или 14Г с временным сопротивлением стали разрыву Run = 453 МПа (4620 кгс/см2).
Сварка - полуавтоматическая, сварочная проволока - марки Св-08Г2С или Св-08Г2СЦ с нормативным сопротивлением металла шва Rwцп = 490 МПа (5000 кгс/см2).
Швы полки
1. Расчет по металлу шва. Из формулы (28)
по табл. 3 СНиП II-23-81
![]()
γwf = 1,0; γc = 1,0; βz = 0,7; lw = 58,7 см
Усилие, приходящееся на одну полку
![]()
![]()
2. Расчет по металлу границы сплавления с профилем. Из формулы (29)
![]()
по табл.3
Rwz = 0,45 Run = 0,45∙453 = 204 МПа (2070 кгс/см2);
γwz = 1,0; βz= 1,0 по табл. 34 СНиП II-23-81 для швов с Кf > 9 мм;
![]()
3. Расчет по металлу граниw сплавления с фланцем в направлении толщины проката. Из формулы (30)
![]()
Rth = 0,5∙368 = 184 МПа (1648 кгс/см2)
γwz = 1,0;
![]()
Принимается Кfn = 14 мм.
Расчет швов стенки произведен аналогично.
Приложение 3
Данные расчета фланцевых соединений растянутых поясов по сортаментам 1, 2
Таблица 10
|
№ п/п |
Марка фланца |
Марка профиля |
Усилия, приходящиеся га 1 болт от продольной силы Nфс, кН (тс) |
Тип соединения |
Степень защемления фланца β2 |
Напряжение изгиба фланца σф |
Результирующие усилия в болтах, кН (тс) |
Допускаемая поперечная сила на стык, кН(тс) Q |
tф, мм |
|||||||
|
среднее по стыку Nф |
на 1 болт Nn |
на 1 болт Nc |
в зоне полок β2п |
в зоне стенки β2с |
в зоне полок σфп |
в зоне стенки σфс |
полки K1,β1,Nn |
Стенки K1,β1,Nc |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
I2 |
13 |
14 |
15 |
||
|
1 |
Ф20-1-tф |
(Сортамент 1) |
|
|||||||||||||
|
|
|
|
|
А |
0,610 |
0,610 |
229 |
208 |
265 |
256 |
147 |
28 |
||||
|
|
|
(2338) |
(2126) |
(27,0) |
(26,1) |
(15,0) |
||||||||||
|
20К1 |
152 |
157 |
137 |
Б |
|
|
|
|
|
|
- |
32 |
||||
|
(15,5) |
(16,0) |
(14,0) |
- |
- |
327 |
330 |
157 |
137 |
||||||||
|
|
|
|
(3340) |
(3370) |
(16,0) |
(14,0) |
||||||||||
|
20Ш1 |
|
|
|
А |
0,610 |
0,636 |
150 |
216 |
257 |
265 |
162 |
32 |
||||
|
152 |
143 |
177 |
|
|
(1525) |
(2200) |
(26,2) |
(27,0) |
(16,5) |
|||||||
|
(15,5) |
(14,6) |
(18,1) |
Б |
- |
- |
171 |
274 |
143 |
177 |
- |
40 |
|||||
|
|
|
|
(1750) |
(2790) |
(14,6) |
(18,1) |
||||||||||
|
20Ш2 |
|
|
|
A |
0?607 |
0,622 |
198 |
260 |
262 |
267 |
139 |
28 |
||||
|
156 |
152 |
168 |
|
|
(2015) |
(2650) |
(26,7) |
(27,2) |
(14,2) |
|||||||
|
(15,9) |
(15,5) |
(17,1) |
Б |
- |
- |
210 |
260 |
152 |
168 |
- |
40 |
|||||
|
|
|
|
(2125) |
(2642) |
(15,5) |
(17,1) |
||||||||||
|
2 |
Ф20-I1-tф |
20K1 |
|
|
|
A |
0,624 |
0,616 |
255 |
246 |
254 |
263 |
208 |
28 |
||
|
142 |
138 |
161 |
|
|
(2596) |
(2510) |
(25,9) |
(26,8) |
(21,2) |
|||||||
|
(14,5) |
(14,1) |
(16,4) |
Б |
- |
- |
325 |
246 |
138 |
161 |
- |
40 |
|||||
|
|
|
|
(3315) |
(2510) |
(14,1) |
(16,4) |
||||||||||
|
20K1 |
|
|
|
A |
0,641 |
0,639 |
246 |
220 |
255 |
266 |
165 |
32 |
||||
|
160 |
155 |
180 |
|
|
(2510) |
(2240) |
(26,0) |
(27,1) |
(16,8) |
|||||||
|
(16,3) |
(15,8) |
(18,4) |
Б |
- |
- |
357 |
277 |
155 |
180 |
- |
40 |
|||||
|
|
|
|
(3650) |
(2830) |
(15,8) |
(18,4) |
||||||||||
|
20K2 |
|
|
|
A |
0,657 |
0,658 |
245 |
245 |
257 |
266 |
113 |
32 |
||||
|
180 |
176 |
197 |
|
|
(2500) |
(2495) |
(26,2) |
(27,1) |
(11,5) |
|||||||
|
(18,4) |
(18,0) |
(20,1) |
Б |
- |
- |
361 |
300 |
I76 |
197 |
- |
40 |
|||||
|
|
|
|
(3690) |
(3060) |
(18,0) |
(20,1) |
||||||||||
|
3 |
Ф20-II1-tф |
20К3 |
|
|
|
А |
0,616 |
0,598 |
324 |
257 |
265 |
251 |
176 |
28 |
||
|
|
|
(3300) |
(2625) |
(27,0) |
!25,6) |
(18,0) |
||||||||||
|
167 |
194 |
110 |
Б |
- |
- |
351 |
305 |
194 |
110 |
- |
40 |
|||||
|
(17,0) |
(19,8) |
(11,2) |
||||||||||||||
|
|
|
|
(3560) |
(3110) |
(19,8) |
(11,2) |
||||||||||
|
20К4 |
|
|
|
А |
0,695 |
0,612 |
273 |
213 |
266 |
252 |
127 |
32 |
||||
|
183 |
213 |
119 |
|
|
(2780) |
(2170) |
(27,1) |
(25,7) |
(13,0) |
|||||||
|
(18,7) |
(21,9) |
(12,1) |
Б |
- |
- |
348 |
331 |
213 |
119 |
- |
40 |
|||||
|
|
|
|
(3555) |
(3380) |
(21,9) |
(12,1) |
||||||||||
|
4 |
Ф23-1-tф |
23K1 |
|
|
|
А |
0,623 |
0,607 |
248 |
273 |
255 |
259 |
286 |
28 |
||
|
143 |
143 |
147 |
|
|
(2530) |
(2780) |
(26,0) |
(26,4) |
(29,2) |
|||||||
|
(14,6) |
(14,6) |
(15,0) |
Б |
- |
- |
271 |
300 |
143 |
147 |
- |
40 |
|||||
|
|
|
|
(2765) |
(3050) |
(14,6) |
(15,0) |
||||||||||
|
23К2 |
|
|
|
А |
0,632 |
0,613 |
246 |
293 |
256 |
263 |
247 |
28 |
||||
|
155 |
154 |
158 |
|
|
(2505) |
(2985) |
(25,6) |
(26,8) |
(25,2) |
|||||||
|
(15,8) |
(15,7) |
(16,1) |
Б |
- |
- |
279 |
320 |
154 |
158 |
- |
40 |
|||||
|
|
|
|
(2840) |
(3245) |
(15,7) |
(16,1) |
||||||||||
|
23К3 |
|
|
|
А |
0,636 |
0,625 |
266 |
308 |
260 |
266 |
188 |
28 |
||||
|
172 |
171 |
171 |
|
|
(2715) |
(3140) |
(26,4) |
(27,2) |
(19,2) |
|||||||
|
(17,5) |
(17,4) |
(17,4) |
Б |
- |
- |
282 |
330 |
171 |
171 |
- |
40 |
|||||
|
|
|
|
(2870) |
(3370) |
(17,4) |
(17,4) |
||||||||||
|
23К4 |
|
|
|
А |
0,663 |
0,647 |
204 |
254 |
259 |
267 |
127 |
32 |
||||
|
191 |
190 |
188 |
|
|
(2080) |
(2590) |
(26,4) |
(27,2) |
(13,0) |
|||||||
|
(19,5) |
(19,4) |
(19,2) |
Б |
- |
- |
280 |
349 |
190 |
188 |
- |
40 |
|||||
|
|
|
|
(2850) |
(3555) |
(19,4) |
(19,2) |
||||||||||
Продолжение табл. 10
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|||
|
5 |
Ф23-I1-tф |
23Ш1 |
|
|
|
A |
0,608 |
0,605 |
227 |
206 |
266 |
250 |
338 |
28 |
|||
|
135,4 |
156 |
99 |
|
|
(2050) |
(2100) |
(27,2) |
(25,5) |
(34,5) |
||||||||
|
(13,8) |
(15,9) |
(10,7) |
Б |
- |
- |
350 |
228 |
156 |
99 |
- |
40 |
||||||
|
|
|
|
(3570) |
(2325) |
(15,9) |
(10,7) |
|||||||||||
|
23Ш2 |
|
|
|
A |
0,637 |
0,613 |
174 |
165 |
265 |
250 |
299 |
32 |
|||||
|
151 |
179 |
107 |
|
|
(1770) |
(1680) |
(27,1) |
(25,5) |
(30,5) |
||||||||
|
(15,4) |
(18,3) |
(10,9) |
Б |
- |
- |
366 |
237 |
179 |
107 |
- |
40 |
||||||
|
|
|
|
(3735) |
(2410) |
(18,3) |
(10,9) |
|||||||||||
|
6 |
Ф26-1-tф |
26KI |
|
|
|
A |
0,613 |
0,615 |
249 |
219 |
254 |
254 |
432 |
28 |
|||
|
129 |
128 |
133 |
|
|
(2540) |
(2230) |
(25,9) |
(25,9) |
(44,0) |
||||||||
|
(13,2) |
(13,1) |
(13,6) |
Б |
- |
- |
274 |
231 |
128 |
133 |
- |
40 |
||||||
|
|
|
|
(2800) |
(2360) |
(13,6) |
(13,6) |
|||||||||||
|
26K2 |
|
|
|
A |
0,621 |
0,619 |
258 |
233 |
256 |
256 |
361 |
28 |
|||||
|
145 |
144 |
146 |
|
|
(2632) |
(2375) |
(26,1) |
(26,1) |
(36,8) |
||||||||
|
(14,8) |
(14,7) |
(14,9) |
Б |
- |
- |
290 |
246 |
144 |
146 |
- |
40 |
||||||
|
|
|
|
(2950) |
(2500) |
(14,7) |
(14,9) |
|||||||||||
|
26K3 |
|
|
|
A |
0,632 |
0,623 |
266 |
249 |
258 |
259 |
276 |
28 |
|||||
|
164 |
166 |
163 |
|
|
(2710) |
(2535) |
(26,3) |
(26,4) |
(28,2) |
||||||||
|
(16,7) |
(16,9) |
(16,6) |
Б |
- |
- |
298 |
262 |
166 |
163 |
- |
40 |
||||||
|
|
|
|
(3035) |
(2680) |
(16,9) |
(16,6) |
|||||||||||
|
26K4 |
|
|
|
A |
0,641 |
0,634 |
283 |
270 |
261 |
264 |
211 |
28 |
|||||
|
178 |
180 |
176 |
|
|
(2890) |
(2750) |
(26,6) |
(26,9) |
(21,5) |
||||||||
|
(18,2) |
(18,4) |
(18,0) |
Б |
- |
- |
312 |
280 |
180 |
176 |
- |
40 |
||||||
|
|
|
|
(3180) |
(2855) |
(18,4) |
(18,0) |
|||||||||||
|
26K5 |
|
|
|
A |
0,664 |
0,654 |
283 |
281 |
264 |
266 |
135 |
28 |
|||||
|
195 |
197 |
193 |
|
|
(2880) |
(2870) |
(26,9) |
(27,2) |
(13,8) |
||||||||
|
(19,9) |
(20,1) |
(19,7) |
Б |
- |
- |
309 |
296 |
197 |
193 |
- |
40 |
||||||
|
|
|
|
(3150) |
(3020) |
(20,1) |
(19,7) |
|||||||||||
|
7 |
Ф26-I1-tф |
26Ш1 |
|
|
|
A |
0,616 |
0,615 |
265 |
180 |
252 |
249 |
321 |
28 |
|||
|
119 |
124 |
110 |
|
|
(2700) |
(1840) |
(25,7) |
(25,4) |
(32,7) |
||||||||
|
(12,1) |
(12,6) |
(11,2) |
Б |
- |
- |
330 |
190 |
124 |
110 |
- |
40 |
||||||
|
|
|
|
(3370) |
(1940) |
(12,6) |
(11,2) |
|||||||||||
|
26Ш1 |
|
|
|
A |
0,616 |
0,615 |
314 |
214 |
257 |
253 |
255 |
28 |
|||||
|
140 |
145 |
129 |
|
|
(3205) |
(2180) |
(26,2) |
(25,8) |
(26,0) |
||||||||
|
(14,3) |
(14,8) |
(13,2) |
Б |
- |
- |
375 |
224 |
145 |
129, |
- |
40 |
||||||
|
|
|
|
(3830) |
(2290) |
(14,8) |
(13,2) |
|||||||||||
|
26Ш2 |
|
|
|
A |
0,626 |
0,615 |
327 |
222 |
258 |
254 |
211 |
28' |
|||||
|
155 |
166 |
134 |
|
|
(3335) |
(2260) |
(26,3) |
(25,9) |
(21,5) |
||||||||
|
(15,8) |
(16,9) |
(13,7) |
Б |
- |
- |
371 |
228 |
166 |
134 |
- |
40 |
||||||
|
|
|
|
(3780) |
(2330) |
(16,9) |
(13,7) |
|||||||||||
|
8 |
Ф30-1-tф |
30K1 |
|
|
|
A |
0,635 |
0,649 |
220 |
200 |
257 |
266 |
301 |
32 |
|||
|
165 |
159 |
188 |
|
|
(2245) |
(2035) |
(26,2) |
(27,1) |
(30,7) |
||||||||
|
(16,8) |
(16,2) |
(19,2) |
Б |
- |
- |
310 |
237 |
159 |
188 |
- |
40 |
||||||
|
|
|
|
(3165) |
(2410) |
(16,2) |
(19,2) |
|||||||||||
|
30K2 |
|
|
|
A |
0,645 |
0,663 |
219 |
222 |
258 |
270 |
240 |
32 |
|||||
|
177 |
171 |
199 |
|
|
(2234) |
(2265) |
(26,2) |
(27,5) |
(24,5) |
||||||||
|
(18,1) |
(17,6) |
(20,3) |
Б |
- |
- |
309 |
248 |
176 |
199 |
- |
40 |
||||||
|
|
|
|
(3150) |
(2530) |
(17,6) |
(20,3) |
|||||||||||
|
9 |
Ф30-I1-tф |
30K3 |
176 |
187 |
144 |
A |
0,654 |
0,634 |
280 |
234 |
263 |
254 |
267 |
28 |
|||
|
(18,0) |
(19,1) |
(14,7) |
|
|
(2860) |
(2390) |
(26,8) |
(25,9) |
(27,2) |
||||||||
|
|
|
|
Б |
- |
- |
307 |
262 |
187 |
144 |
- |
40 |
||||||
|
|
|
|
(3130) |
(2670) |
(19,1) |
(I4;7) |
|||||||||||
|
30K4 |
|
|
|
A |
0,680 |
0,640 |
307 |
246 |
266 |
256 |
167 |
28 |
|||||
|
195 |
209 |
160 |
|
|
(3130) |
(2510) |
(27,1) |
(26,1) |
(17,0) |
||||||||
|
(19,9) |
(21,3) |
(16,3) |
Б |
- |
- |
300 |
276 |
209 |
160 |
- |
40 |
||||||
|
|
|
|
(3060) |
(2815) |
(21,3) |
(16,3) |
|||||||||||
|
30K5 |
|
|
|
А |
0,733 |
0,666 |
234 |
191 |
266 |
256 |
59 |
32 |
|||||
|
215 |
230 |
174 |
|
|
(2385) |
(1945) |
(27,1) |
(26,1) |
(6,0) |
||||||||
|
(21,9) |
(23,5) |
(17,7) |
Б |
- |
- |
288 |
278 |
230 |
174 |
- |
40 |
||||||
|
|
|
|
(2940) |
(2830) |
(23,5) |
(17,7) |
|||||||||||
|
10 |
Ф30-II1-tф |
30Ш1 |
|
|
|
А |
0 |
0 |
337 |
229 |
266 |
266 |
155 |
28 |
|||
|
175 |
177 |
165 |
|
|
(3435) |
(2335) |
(27,1) |
(27,1) |
(15,8) |
||||||||
|
(17,8) |
(18,1) |
(16,8) |
Б |
- |
- |
372 |
217 |
177 |
165 |
- |
40 |
||||||
|
|
|
|
(3800) |
(2215) |
(18,0) |
(16,8) |
|||||||||||
|
11 |
Ф30-IV-tф |
30Ш2 |
|
|
|
А |
0,640 |
0,628 |
246 |
182 |
257 |
863 |
206 |
32 |
|||
|
167 |
166 |
171 |
|
|
(2505) |
(1855) |
(26,2) |
(26,8) |
(21,0) |
||||||||
|
(17,0) |
(16,9) |
(17,4) |
Б |
- |
- |
366 |
222 |
166 |
171 |
- |
40 |
||||||
|
|
|
|
(3730) |
(2265) |
(16,9) |
(17,4) |
|||||||||||
|
30Ш3 |
|
|
|
А |
0,653 |
0,649 |
257 |
200 |
258 |
266 |
137 |
32 |
|||||
|
|
|
|
|
|
(2525) |
(2035) |
(26,3) |
(27,1) |
(14,0) |
||||||||
|
186 |
184 |
188 |
Б |
- |
- |
371 |
237 |
184 |
188 |
- |
40 |
||||||
|
(19,0) |
(18,8) |
(19,2) |
(3780) |
(2420) |
(18,8) |
(19,2) |
|||||||||||
Продолжение табл. 10
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Сортамент 2 |
||||||||||||||
|
1 |
Ф20-1-tф |
20K1 |
|
|
|
А |
0,632 |
0,622 |
192 |
182 |
265 |
258 |
110 |
32 |
|
170 |
175 |
154 |
|
|
(1960) |
(1855) |
(27,0) |
(26,3) |
(11,2) |
|||||
|
(17,3) |
(17,9) |
(15,7) |
Б |
- |
- |
232 |
235 |
175 |
154 |
- |
32 |
|||
|
|
|
|
(2370) |
(2405) |
(17,9) |
(15,7) |
||||||||
|
2 |
Ф23-1-tф |
23K1 |
|
|
|
А |
0,619 |
0,618 |
223 |
310 |
259 |
266 |
227 |
28 |
|
161 |
159 |
164 |
|
|
(2275) |
(3160) |
(26,4) |
(27,1) |
(23,2) |
|||||
|
(16,4) |
(16,2) |
(16,8) |
Б |
- |
- |
235 |
334 |
159 |
164 |
- |
40 |
|||
|
|
|
|
(2400) |
(3410) |
(16,2) |
(16,8) |
||||||||
|
23К2 |
|
|
|
А |
0,634 |
0,631 |
181 |
254 |
259 |
265 |
191 |
32 |
||
|
171 |
169 |
174 |
|
|
(1845) |
(2590) |
(26,4) |
(27,0) |
(19,5) |
|||||
|
(17,4) |
(17,3) |
(17,7) |
Б |
- |
- |
238 |
350 |
169 |
174 |
- |
40 |
|||
|
|
|
|
(2435) |
(3570) |
(17,3) |
(17,7) |
||||||||
|
23К3 |
|
|
|
А |
0,649 |
0,643 |
198 |
271 |
263 |
269 |
137 |
32 |
||
|
186 |
186 |
185 |
|
|
(2015) |
(2760) |
(26,8) |
(27,4) |
(14,0) |
|||||
|
(19,0) |
(19,0) |
(18,9) |
Б |
- |
- |
238 |
357 |
186 |
185 |
- |
40 |
|||
|
|
|
|
(2430) |
(3640) |
(19,0) |
(18,9) |
||||||||
|
3 |
Ф26-1-tф |
26K1 |
|
|
|
A |
0,609 |
0,615 |
220 |
241 |
257 |
257 |
373 |
28 |
|
142 |
141 |
146 |
|
|
(2240) |
(2460) |
(26,2) |
(26,2) |
(38,0) |
|||||
|
(14,5) |
(14,4) |
(14,9) |
Б |
- |
- |
232 |
254 |
.141 |
146 |
- |
40 |
|||
|
|
|
|
(2370) |
(2595) |
(14,4) |
(14,9) |
||||||||
|
26K2 |
|
|
|
A |
0,618 |
0,620 |
227 |
257 |
258 |
258 |
294 |
28 |
||
|
|
|
|
|
|
(2320) |
(2620) |
.(26,3) |
(26,3) |
(30,0) |
|||||
|
160 |
159 |
162 |
Б |
- |
- |
241 |
270 |
159 |
162 |
- |
40 |
|||
|
(16,3) |
(16,2) |
(16,5) |
(2460) |
(2760) |
(16,2) |
(16,5) |
||||||||
|
26K3 |
|
|
|
A |
0,635 |
0,634 |
233 |
274 |
266 |
265 |
216 |
28 |
||
|
|
|
|
|
|
(2560) |
(2795) |
(27,1) |
(27,0) |
(22,0) |
|||||
|
177 |
179 |
176 |
Б |
- |
- |
242 |
280 |
179 |
176 |
- |
40 |
|||
|
(18,1) |
(18,1) |
(18,0) |
(2470) |
(2855) |
(18,1) |
(18,0) |
||||||||
|
26K4 |
|
|
|
A |
0,618 |
0,655 |
194 |
231 |
264 |
265 |
142 |
32 |
||
|
|
|
|
|
|
(1980) |
(2360) |
(26,9) |
(27,0) |
(14,5) |
|||||
|
194 |
195 |
191 |
Б |
- |
- |
241 |
306 |
195 |
191 |
- |
40 |
|||
|
(19,8) |
(19,9) |
(19,5) |
(2465) |
(3125) |
(19,9) |
(19,5) |
||||||||
|
26K5 |
|
|
|
A |
0,688 |
0,679 |
211 |
239 |
266 |
267 |
69 |
32 |
||
|
210 |
211 |
208 |
|
|
(2150) |
(2440) |
(27,1) |
(27,2) |
(7,0) |
|||||
|
(21,4) |
(21,5) |
(21,2) |
Б |
- |
- |
251 |
320 |
211 |
208 |
- |
40 |
|||
|
|
|
|
(2560) |
(3260) |
(21,5) |
(21,2) |
||||||||
|
4 |
Ф30-1-tф |
30K1 |
|
|
|
A |
0,662 |
0,642 |
261 |
179 |
265 |
251 |
257 |
32 |
|
177 |
196 |
135 |
|
|
(2660) |
(1820) |
(27,0) |
(25,6) |
(24,2) |
|||||
|
(18,1) |
(20,0) |
(13,8) |
Б |
- |
- |
255 |
256 |
196 |
135 |
- |
40 |
|||
|
|
|
|
(2600) |
(2610) |
(20,0) |
(13,8) |
||||||||
|
30K2 |
|
|
|
A |
0,690 |
0,643 |
263 |
188 |
267 |
253 |
167 |
32 |
||
|
192 |
213 |
144 |
|
|
(2680) |
(1920) |
(27,2) |
(25,8) |
(17,0) |
|||||
|
(19,6) |
(21,7) |
(14,7) |
Б |
- |
- |
255 |
270 |
213 |
144 |
- |
40 |
|||
|
|
|
|
(2595) |
(2745) |
(21,7) |
(14,7) |
||||||||
Примечания: 1. Марки профилей и фланцев см. табл. 6, 7 Сортаментов.
2. Фланцевые соединения рассчитаны на продольные силы
Nфс = An∙Ry∙γc. где γс = 1.0 - коэффициент условий работы соединения, ![]()
ВСЕСОЮЗНОЕ ОБЪЕДИНЕНИЕ
по проектированию и научным исследованиям строительных металлоконструкций
СОЮЗМЕТАЛЛОСТРОЙНИИПРОЕКТ
РАСПОРЯЖЕНИЕ № 4
г. Москва 20 апреля 1983 г.
Применение в проектах фланцевых соединений в качестве монтажных стыков стропильных ферм, рамно-балочных узлов и других конструкций имеет большое народно-хозяйственное значение, так как существенно снижает трудоемкость монтажных работ и ускоряет ввод сооружений в эксплуатацию, В настоящее время разработана толстолистовая горячекатаная термообработанная сталь марки 14Г2АФ (по ТУ 14-105-465-82), предназначенная для фланцевых стыков растянутых поясов стропильных ферм и аналогичных им соединений, что повышает их качество и надежность.
На основании изложенного всем подразделениям объединения предлагается:
1. Принять все меры к применению в проектах для фланцевых соединений растянутых и изгибаемых элементов стальных конструкций стали 14Г2Ф по ТУ 14-105-465-82.
2. В связи c тем, что указанная сталь имеет повышенные пластические свойства в направлении толщины проката, при ее применении в качестве фланцев следует принимать расчетное сопротивление растяжению в направлении толщины проката величиной:
0,75 × 370 (3750) = 275 МПа (2800 кгс/см2).
3. При проектировании монтажных фланцевых соединений в соответствии с "Руководством по проектированию, изготовлению и сборке монтажных фланцевых соединений стропильных ферм с поясами из широкополочных двутавров" М.,1982 г., пункты Руководства, касающиеся применения стали для фланцев, дополняются сталью 14Г2АФ по ТУ 14-105-462-82, в этом случае п.п.2.5; 2.6 отменяются.
Главный инженер'
Объединения В.В. Ларионов
Руководство по проектированию, изготовлению и сборке монтажных фланцевых соединений стропильных ферм с поясами из широкополочных двутавров
Ответственная за выпуск О.И. Ганиза
Литературный редактор Н.А. Дмитриева
Технический редактор Л.А. Пыжова