![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
Методические рекомендации Методические рекомендации по технологии производства керамдора для применения в конструкциях дорожных одежд.
Министерство транспортного строительства СССР
ГОСУДАРСТВЕННЫЙ ВСЕСОЮЗНЫЙ ДОРОЖНЫЙ НАУЧНО - ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ (СОЮЗДОРНИИ)
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВА КЕРАМДОРА ДЛЯ ПРИМЕНЕНИЯ В КОНСТРУКЦИЯХ ДОРОЖНЫХ
ОДЕЖД
Одобрены Минавтошосдором
Латвийской ССР
Москва 1974
СОДЕРЖАНИЕ
|
Требования к сырью для производства керамдора Технология производства керамдора |
Даны требования к сырью для производства керамдора, методы испытаний сырья, технология и контроль производства керамдора, правила техники безопасности.
Методические рекомендации разработаны на основе результатов исследований Ленинградского и Омского филиалов Союздорнии и технологии получения керамзитового гравия с учетом опыта производства плотной керамики.
Табл. - 2, рис.- 2.
Предисловие
В ряде районов СССР (республики Прибалтики, Западная Сибирь, некоторые области европейской части РСФСР и Украинской ССР и др.) вследствие геологических особенностей территории отсутствуют прочные каменные материалы. Использование больших объемов привозных каменных материалов значительно удорожает дорожное строительство и вызывает организационные трудности.
В такие районах целесообразно применять искусственные каменные материалы, по своим физико-механическим свойствам не уступающие природным, но имеющие меньшую стоимость. Одним из таких материалов является керамический материал - керамдор.
Технология получения керамдора разработана на основе результатов исследований Ленинградского и Омского филиалов Союздорнии и с учетом технологии получения керамзитового гравия и опыта производства плотной керамики.
При разработке технологии получения керамдора в первую очередь исходили из требования к каменным материалам для дорожных покрытий (асфальтобетон, цементобетон, битумоминеральные смеси и др.).
При составлении Методических рекомендаций по технологии производства керамдора использованы "Указания по испытанию сырья для производства керамзитового гравия" (М., 1965) и данные "Справочника по производству строительной керамики" (тт. I - III, М., 1961).
"Методические рекомендации" составили канд. техн. наук В.М. Галузин при участии Н.С. Ценюги (Ленфилиал Союздорнии), В.М. Бескровного и Т.А. Трусова (Омский филиал Союздорнии) под общим руководством докт. техн. наук А.А. Калерта.
Общие положения
1. Керамдор, представляет собой искусственный щебень (гравий) х), получаемый путем обжига гранулированных глинистых грунтов во вращающихся печах. Частицы керамдора размером 25 - 5 мм хх) имеют плотную структуру, обеспечивающую высокую прочность и морозостойкость. Характер поверхности частиц обусловливает хорошее сцепление с органическими вяжущими материалами и с цементным камнем.
х) Керамдор включает понятия "керамдоровый щебень", "керамдоровый гравий" и как производный продукт "керамдоровый песок".
хх) Получение керамдора размером более 25 мм возможно по той же технологии при некотором увеличении длительности термической обработки гранул.
2. В зависимости от вида и свойств сырья керамдор можно получить тремя способами: мокрым, сухим и пластическим. При мокром способе используются высокодисперсные глины в виде шлама с влажностью 45 - 55 %, при сухом способе - камневидное глинистое сырье (аргиллиты, глинистые сланцы и т.д.), которые загружаются в печь после дробления и отсева. Наиболее рационален пластический способ, позволяющий шире использовать пластические глины и суглинки различного состава.
В "Методических рекомендациях" изложены основные положения технологии получения керамдора пластическим способом.
3. Керамдор должен иметь водопоглощение не более 7 %, объемный вес частиц - не менее 1,8 г/см3.
Керамдор как заменитель природных каменных материалов необходимо испытывать в соответствии с ГОСТ 8269-64 и классифицировать по ГОСТ 8267-64.
Примечание, При определении марки материала по показателям дробимости и износа (ГОСТ 8267-64, пп. 6 и 7, табл. 3 и 4) керамдор рассматривается как щебень из метаморфических пород.
4. Керамдор для дорожных смесей (с органическими вяжущими материалами) необходимо испытывать по ГОСТ 12801-67, ГОСТ 9128-67, ГОСТ 17060-71 и ВСН 123-65.
При применении керамдора в составе цементобетона следует руководствоваться следующими стандартами: ГОСТ 8424-63, ГОСТ 10181-62, ГОСТ 10180-67, ГОСТ 12730-67, ГОСТ 10060-62, а также ВСН 139-68.
5. Целесообразность производства и применения керамдора должна быть обоснована технико-экономическим расчетом и, в частности, сравнением стоимости привозного щебня (гравия) и себестоимости керамдора.
Примечание. Ориентировочная себестоимость 1 м3 керамдора 5 - 10 руб.
Требования к сырью для производства керамдора
6. Для получения керамдора могут использоваться глины и суглинки различного состава и происхождения, отвечающие требованиям ГОСТ 9169-59 последующим показателям:
- огнеупорность ниже 1350° (легкоплавкие);
- содержание Al2O3 + TiO2 в прокаленном состоянии: 30 - 15 % для полукислых, менее 15 % для кислых;
- спекаемость: а) сильноспекающиеся и среднеспекающиеся (глины, способные при обжиге давать черепок без признаков пережога с водопоглощением соответственно, не более 2 - 5 %); б) низкотемпературного спекания (температура спекания до 1100°) и среднетемпературного спекания (температура спекания 1100 - 1300°);
- содержание красящих окислов в прокаленном состоянии: все группы позиции (с очень низким, низким, средним и высоким содержанием красящих окислов Fe2O3 и Ti02);
- пластичность: высокопластичные, среднепластичные, умереннопластичные (число пластичности соответственно более 25, 25 - 15, 15 - 7);
- содержание тонкодисперсных фракций: дисперсные и грубодисперсные (с содержанием частиц мельче 0,001 мм соответственно 60 - 20 % и менее 20 %);
- содержание крупнозернистых включений: а) по количеству включений - с низкими средним содержанием включений размером более 0,5 мм (соответственно не более 1 % и 1 - 5 %); б) по размеру включений - с мелкими включениями (размер преобладающих включений менее 2 мм); в) по виду включений (кварцевые, железистые, карбонатные, гипсовые и органические включения).
7. Пластичность сырья должна быть достаточной для приготовления гранул определенной формы. Целесообразно применять глины с числом пластичности 10 - 20. При использовании высокопластичных глин (более 25) целесообразно применять отощающие добавки (п. 17).
8. Следует применять сырье с содержанием глинистых частиц (менее 0,005 мм) в пределах 10 - 40 % и пылеватых частиц (0,05 - 0,005 мм) - 30 - 60 %. Использование глин с содержанием глинистых частиц более 45 % усложняет технологию переработки сырья, сушку и обжиг, а с содержанием глинистых частиц менее 8 - 10 % не обеспечивает прочности полуфабриката и приводит к дроблению гранул, образованию пыли и мелочи.
9. Следует применять сырье с содержанием окиси кремния не менее 60 - 65 %, так как значительное количество SiO2 уменьшает время термической обработки гранул.
Присутствие свободного кварца в количестве более 15 - 20 % улучшает сушильные свойства глины и уменьшает вспучиваемость гранул при обжиге.
10. Сырье для керамдора должно содержать 10 - 20 % окиси алюминия. Содержание. Al2О3 более 20 - 25 % при малом количестве плавней свидетельствует о повышенной огнеупорности глины.
11. Содержание окиси железа Fe2O3 в сырье нормируется 5 - 10 %.
12. В глине не должно быть карбонатных включений размером более 0,5 мм. Присутствие тонкодисперсной окиси кальция допустимо, однако значительное количество уменьшает интервал спекания и усложняет процесс обжига. Рекомендуется использовать глины, содержащие 1 - 3 %, но не более 6 %, окиси кальция.
13. Присутствие серы и сернистых соединений нежелательно, так как, разлагаясь при температуре спекания, они выделяют газообразные продукты, способствующие увеличению пористости материала.
14. Органические соединения являются нежелательными компонентами сырья для получения керамдора (особенно при наличии окиси железа в количестве более 4 - 5 %), их содержание не должно превышать 0,5 %.
15. Потери при прокаливании (составляющие в основном сумму потерь веса при разложении карбонатов, окислении органических соединений и удалении химически связанной воды) должны составлять не более 8 %.
16. Интервал спекания должен быть не менее 50°.
17. Пластичность и термическую характеристику, сырья можно улучшить добавками (отощителями, плавнями) песка, супеси или другого материала подобной дисперсности, глины и суглинка, соли и других соединений.
Применение добавок-отощителей для высокодисперсных, высокопластичных глин позволяет сократить время и увеличить интенсивность сушки и обжига. Песок размером менее 0,3 мм можно применять в количестве до 40 % при получении керамдора размером более 15 мм и при невысоких требованиях к плотности и прочности материала. Песок размером менее 0,2 мм можно применять в количестве 20 - 40 % при получении керамдора размером более 10 мм, а песок размером менее 0,1 мм - в количестве до 50 %; супесь допустимо применять в количестве до 70 %.
Интервал спекания может быть увеличен добавкой тугоплавкой глины.
Количество добавки определяется - по результатам лабораторных испытаний.
18. Содержание отдельных компонентов в количествах, отличных от рекомендованных в пп. 7 - 16, не может быть причиной браковки сырья. Пригодность сырья или необходимость его улучшения устанавливают технологическими испытаниями.
19. Использование сырья для производства керамдора допускается только после проведения лабораторных и заводских испытаний.
Методы испытаний сырья
Лабораторные испытания
20. Лабораторное исследование сырья проводят с целью:
а) определить состав сырья и дать предварительную оценку его пригодности для получения керамдора;
б) установить оптимальный .режим обжига;
в) определить показатели физико-механических свойств керамдора.
21. Лабораторными испытаниями глинистого сырья определяют:
а) макроописание;
б) естественную (карьерную) влажность;
в) засоренность крупнозернистыми, в том числе известняковыми, включениями;
г) нормальную формовочную влажность;
д) пластичность;
е) гранулометрический состав;
ж) химический состав;
з) спекаемость;
и) водопоглощение и объемный вес обожженных образцов.
Методы лабораторных испытаний приведены в приложении.
22. На основании результатов испытаний, перечисленных в п. 21, проводят специальные технологические испытания (см.приложение) с целью определить:
а) интенсивность влагоотдачи при сушке;
б) наибольшую безопасную температуру начала обжига;
в) режим обжига.
В процессе этих испытаний устанавливают термический режим и показатели физико-механических свойств керамдора, а также целесообразность применения добавки, вид и количество ее.
Производственные испытания
23. Производственные испытания сырья проводят с целью:
а) окончательно оценить пригодность сырья для производства керамдора и эффективность введения добавок;
б) отработать режимы сушки и обжига и уточнить технологические параметры производства;
в) уточнить показатели физико-механических свойств керамдора.
24. Производственные испытания можно проводить на керамдоровых и керамзитовых заводах и на опытных установках.
25. Условия проведения испытаний должны обеспечивать реализацию требуемых термических режимов и соответствие основных характеристик технологического процесса результатам лабораторных испытаний.
Основные агрегаты и устройства технологической линии (сушильный агрегат, вращающаяся печь и др.) должны быть снабжены необходимыми приборами для получения информации о характере технологического процесса.
26. Количество сырьевых материалов для производственных испытаний определяется производительностью вращающейся печи, степенью изученности и качеством сырья (по результатам лабораторных испытаний), а также предполагаемым использованием керамдора, полученного в результате производственных испытаний (лабораторное исследование, строительство опытного участка и т.д.).
27. Полученный при производственных испытаниях керамдор проверяют в соответствии с требованиями стандарта, указанными в п. 4.
Правила приемки проб для лабораторных и заводских испытаний
28. Проба сырья для лабораторных испытаний должна поступать и храниться в условиях, исключающих загрязнение ее стружками, волокнами ткани, химическими соединениями. К пробе должен быть приложен паспорт, где указывают наименование месторождения, номера проб и горных выработок (скважины, шурфы и т.д.), мощность пласта, глубину залегания и время отбора. Вместе с паспортом в адрес организации, испытывающей сырье, направляют:
- краткое геологическое описание месторождения с указанием характера залегания сырья;
- план месторождения с указанием точки отбора пробы с геологическими разрезами, выполненными в соответствующем масштабе.
29. Проба для заводских испытаний должна сопровождаться паспортом с указанием наименования месторождения, номера выработки, слоя и его мощности, глубины взятия пробы, веса пробы и даты отбора.
Сырье должно храниться в сухом помещении или под навесом в условиях, исключающих его загрязнение.
Технология производства керамдора
30. Технологический процесс получения керамдора пластическим способом состоит из следующих oneраций: добычи глинистой породы, пластической переработки сырья и изготовления гранулированного сырца, сушки сырца, обжига полуфабриката, охлаждения керамдора, рассева и складирования готового продукта (рис. 1).
31. Глинистые породы (глины, суглинки) добывают открытым способом, который включает:
а) подготовительные работы: удаление кустарников, пней, деревьев и др., отвод воды с поверхности карьера, устройство дорог;
б) вскрышные работы: удаление растительного слоя, почвы и подпочвенного слоя;
в) добыча породы: выемка ее из массива и погрузка в транспортные средства.
32. Переработка сырья пластическим способом должна обеспечивать разрушение природной структуры обычно неоднородной породы и ее гомогенизацию. Доставленную из карьера или глинохранилища глину подают в приемный бункер и далее в рыхлительную машину СМ-1031А-00, где происходит дробление крупных комьев глины. Через решетку бункера глина поступает в дозирующий аппарат, обеспечивающий равномерное питание технологической линии.
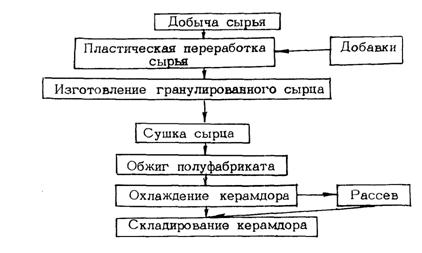
Рис. 1. Технологическая схема производства керамдора пластическим способом
В качестве дозатора используют ящичные подаватели типов СМ-25, СМ-26, СМ-229, СМ-664, лотковые питатели типов К-1 и К-2 или ленточные питатели типов ПТ-4, ПТ-5 или ПТ-8. Для удаления крупных включений и дальнейшего измельчения комьев глина поступает на камневыделительные вальцы, куда подается и дозируемая с необходимой точностью добавка. Применяют вальцы дезинтеграторные типов СМ-22, СМ-150, СМ-150А, CM-231 или винтовые СМ-416. Дальнейшее измельчение глины происходит в процессе ее переработки вальцами тонкого помола типов Крок № 2, 3, 4, СМ-23, СМ-24 или дырчатыми перерабатывающими вальцами СМ-369А. При использовании высокопластичных неоднородных глин, а также при применении добавок для получения более однородной массы следует использовать вальцы тонкого помола и дырчатые формирующие вальцы или бегуны мокрого помола СМ-268. Далее глина поступает в глиномешалку, где интенсивно перемешивается, а при необходимости и увлажняется. Рекомендуется применять двухвальные глиномешалки типов СМ-27, СМ-27А, СМ-447, СМ-246.
33. Увлажненная до нормальной формовочной (оптимальной) влажности и тщательно перемешанная однородная глинистая масса из глиномешалки поступает в ленточный пресс для получения гранулированного сырца, на котором устанавливается лобовая решетка с квадратными отверстиями со стороной от 5 до 25 мм. Целесообразно иметь 2 - 3-сменные решетки с отверстиями 10×10; 15×15; 20×20 мм и т.д. Формирование сырца узкого гранулометрического состава облегчает его транспортировку (отсутствие слипания гранул), сушку до определенной остаточной влажности обусловливает получение более качественного и однородного материала при обжиге. Рекомендуется использовать безвакуумные ленточные прессы типов СМ-58, СМ-294, СМ-28 или вакуумные типов СМ-277, СМ-443, СМ-142, СМ-446, СМ-32.
34. Сырые гранулы поступают в сушильный барабан, где сушатся за счет тепла отходящих газов вращающейся печи.
Можно применять сушильные барабаны типов СМ-45А, СМ-147, СМ-455, СОБУ-5, 168-00. При получении керамдорового щебня целесообразно применять ленточные конвейерные сушила, обеспечивающие сохранение исходного гранулометрического состава и остроугольности сырца.
Начальная температура сушки не должна превышать 100 - 150°C режим сушки должен обеспечивать получение полуфабриката с остаточной влажностью, установленной по результатам лабораторных и заводских испытаний.
После сушки полуфабрикат элеватором (типов ЭГЦО-450, Т-52 или др.) подается в бункер сухих гранул, рассчитанный не менее чем на 18-часовой запас работы печи. Из бункера питателем (маятниковым С-633, тарельчатым или др.) полуфабрикат подается во вращающуюся печь для обжига.
35. Обжиг полуфабриката во вращающейся печи является основной операцией технологического процесса, в значительной степени определяющей структуру, свойства и характер поверхности частиц керамдора.
Режим обжига должен обеспечивать условия, необходимые для получения материала плотной структуры с необходимыми показателями физико-механических свойств; должны быть выдержаны температурные интервалы, время обжига и другие параметры, рекомендованные на основании лабораторных испытаний.
36. Для обжига гранул можно использовать вращающиеся печи различной длины; типовые печи имеют следующие размеры (длину и диаметр): 12×1,2; 22×2,3; 40×2,5 (рис. 2).
37. В зависимости от свойств сырья керамдор можно обжигать за один или два цикла термообработки - прокаливание и обжиг. За один цикл следует обжигать:
- глины с небольшим содержанием глинистых частиц (менее 30 %) и с интервалом обжига (75 – 100°);
- при наличии сушильного оборудования, позволяющего получать полуфабрикат с влажностью не более 1 - 3 %;
- при использовании вращающейся печи длиной 40 м и более.
За два цикла целесообразно обжигать:
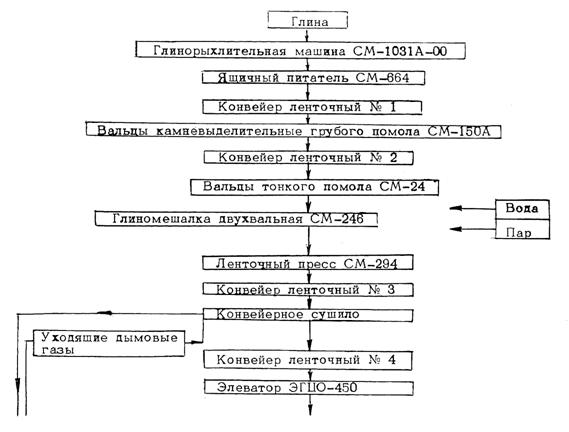
Рис. 2. Технологическая схема завода по производству керамдора (вариант)
- глины с большим содержанием глинистых частиц ("жирные", тяжелые глины) и с коротким интервалом обжига (20 - 50°);
- при наличии двух вращающихся печей небольшой длины (22 м и меньше).
При наличии двух печей можно осуществлять непрерывный обжиг, используя одну печь для прокаливания, а другую - для обжига.
Гранулы из высококачественного сырья можно обжигать за один цикл далее в печах небольшой длины (22 м и меньше). В этом случае влажность поступающих в печь гранул должна быть не более 1 - 2 %.
Начальная температура обжига в зависимости от состава сырья и влажности полуфабриката обычно находится в пределах 250 - 700°, температура прокаливания 600 - 850°. Конечная температура обжига (в зоне спекания) обычно составляет 1050 - 1250°.
38. Следует обжигать полуфабрикат узкого гранулометрического состава (5 - 10, 10 - 15, 15 - 20 мм). Совместный обжиг нескольких фракций (5 - 15, 10 - 20 мм) увеличивает вероятность слипания гранул в зоне спекания, не обеспечивает однородности качества материалов.
39. Топливосжигающая аппаратура должна обеспечивать вытянутую зону спекания без резких перепадов температуры по длине печи, исключать возможность перегрева материалов (оплавление, сваривание), создавать в печи среду с содержанием кислорода 2 - 6 %. Эксплуатация вращающихся печей, включая розжиг и разогрев печи, процесс обжига полуфабриката и мероприятия по борьбе с образованием при обжиге "спеков", "колец" и т.п. осуществляется в соответствии с правилами работы и обслуживания, а также в соответствии с "Инструкцией по обжигу керамзитового гравия" (ВНИИнеруд, Куйбышев, 1967).
40. После обжига керамдор, имеющий температуру 750 - 1000°, поступает в холодильное устройство - барабанный или шахтный холодильник.
Примечание. Рекомендуется применять самотечно-слоевой холодильник конструкции Ниикерамзита.
Правильный режим охлаждения до 50 - 70° для получения высококачественного материала должен обеспечивать:
- медленное охлаждение гранул от момента выгрузки из печи до температуры 550 - 600° (со скоростью не более 20 град/мин);
- быстрое охлаждение от температуры 550 -600°.
41. После охлаждения керамдор подается на грохот для рассева на фракции в зависимости от величины сырца (меньше 5 мм – 5 - 10 мин и т.д.) и направляется на склад готовой продукции, в силосы или бункера.
Примечание. При стабильности технологического процесса и постоянстве состава сырья по договоренности с потребителем материал может отпускаться в виде смеси фракций. Фракция менее 5 - 10 мм может быть получена путем дробления крупных частиц керамдора.
42. Агрегаты технологической линии должны быть снабжены необходимыми приборами контроля в соответствии с требованиями технических документов промышленности строительной керамики и современными проектами керамзитовых заводов.
Контроль производства керамдора
43. В процессе производства керамдора должен осуществляться систематический контроль за всеми технологическими параметрами и качеством получаемого материала. Схемы лабораторного и производственного контроля приведены в табл. 1 и 2.
Таблица 1
Схема лабораторного контроля технологического процесса производства
|
Контролируется |
Место отбора пробы |
Цикличность отбора пробы в смену |
Метод испытаний |
|
Влажность сырья, наличие включения |
Питающей цех, транспортный агрегат |
1 |
По ГОСТ 5173-64; по прилагаемой методике |
|
Рабочая формовочная влажность сырца |
При выходе сырца из пресса |
2 |
То же |
|
Остаточная влажность сырца после сушки |
Разгрузочная течка сушильного агрегата |
2 |
-"- |
|
Гранулометрический состав сырца после сушки |
То же |
2 |
Рассев на ситах с отверстиями 5, 10, 15 и 20 мм |
|
Гранулометрический состав полуфабриката после прокаливания |
Разгрузочная течка вращающейся печи |
2 |
То же |
|
Гранулометрический состав керамдора |
Разгрузочная течка холодильного устройства |
2 |
-"- |
|
Насыпной вес керамдора |
То же |
2 |
По ГОСТ 8269-64 |
|
Дробимость керамдора |
-"- |
1 |
То же |
|
Водопоглощение керамдора |
-"- |
1 |
По прилагаемой методике |
|
Объемный вес керамдора |
-"- |
1 |
То же |
Таблица 2
Схема цехового контроля технологического процесса производства
|
Механизмы и агрегаты |
Проверяемые величины |
Цикличность проверки |
Метод (прибор) контроля |
|
Ящичный подаватель |
Высота подъема шибера |
1 раз в сутки |
Масштабная линейка, визуально |
|
Вальцы камневыделительные, перерабатывающие |
Зазор между валами |
1 раз в неделю |
Измерение кронциркулем |
|
1 раз в смену |
Осмотр |
||
|
Состояние отверстий перфорированной обечайки |
1 раз в неделю |
Визуально |
|
|
Глиномешалка |
Зазор между лопастями и корытом, правильность установки и состояние лопастей |
То же |
То же |
|
Поступление воды из отверстия перфорированных труб |
Систематическая |
-"- |
|
|
Ленточный пресс |
Величина вакуума (для вакуум-пресса) |
То же |
По показаниям манометра |
|
Равномерность выхода сырца, форма и размер сырца |
-"- |
Визуально |
|
|
Сушильный агрегат |
Производительность |
1 раз в смену |
С помощью мерной емкости и секундомера |
|
Температура газов на выходе и входе |
Через каждые 2 часа |
Термопара ХА с потенциометром или милливольтметром |
|
|
Разрежение на входе в выходе |
1 раз в смену |
Тягомер |
|
|
Вращающиеся печи |
Производительность |
1 раз в смену |
С помощью мерной емкости 20 - 30 л и секундомера |
|
Температура в зоне спекания |
Через каждые 2 часа |
Радиационным или оптическим пирометром |
|
|
Температура в пылеосадительной камере |
То же |
Термопара ХА с потенциометром или милливольтметром |
|
|
Разрежение в печи |
1 раз в смену |
Тягомер |
|
|
Давление дутьевого воздуха |
Через каждые 2 часа |
Дифманометр |
|
|
Давление топлива перед горелкой |
То же |
То же |
|
|
Температура жидкого топлива |
-"- |
Технический термометр |
|
|
Расход газа или жидкого топлива |
При сдаче смены |
Счетчик |
|
|
Холодильник |
Температура керамдора, выходящего из холодильника |
1 раз в смену |
Термоизолированная емкость и технический термометр |
Правила техники безопасности
44. При выполнении всех видов работ, связанных с производством керамдора, необходимо соблюдать "Общие правила техники безопасности и производственной санитарии для предприятий промышленности строительных материалов" ГПСМ 1-63, "Правила техники безопасности и производственной санитарии на предприятиях строительной керамики" СН 235-63, а также правила техники безопасности по пп. 45 - 48.
45. Вращающиеся печи, сушильные агрегаты и холодильники ремонтируют и осматривают только после остановки и охлаждения до температуры 40°, остановки вентилятора и снятия предохранителей с электродвигателей.
46. При удалении из вращающихся печей "приваров", "козлов" необходимо:
а) все работы выполнять только в рукавицах;
б) спекшиеся куски удалять с помощью специальных приспособлений (шуровок, крючьев и т.д.);
в) по окончании работ убирать специальные приспособления в отведенное место и немедленно охлаждать их водой;
г) куски удаленного из печи спекшегося материала укладывать в огороженном месте;
д) не допускать присутствия посторонних лиц на площадке обслуживания печи.
47. Пылеосадительные камеры и головки вращающихся печей должны быть оборудованы противовзрывными клапанами.
48. Спуск людей в бункера и силосы, а также работа в них допускаются только в особо исключительных случаях с разрешения начальника (мастера) смены и под его личным руководством. Спускаться в бункера и силосы можно только с предохранительным поясом, закрепленным за веревку. При этом бункера и силосы должны освещаться электролампой напряжением 12 - 36 в.
ПРИЛОЖЕНИЕ
Методы лабораторных испытаний глинистого сырья
1. Все лабораторные испытания проводятся на средней пробе сырья, которая приготавливается следующим образом: сырье в количестве не менее 10 - 15 кг перемешивают и распределяют равномерным слоем на чистой площадке в форме квадрата со стороной 1 м. Квадрат делят по диагоналям на четыре треугольника. Глину из двух противоположных треугольников снова тщательно перемешивают, выравнивают в форме квадрата, делят на четыре треугольника и берут для пробы два из них. Квартование проводят до тех пор, пока вес средней пробы не составит 3 - 5 кг.
Для испытаний сырья от средней пробы берут навески:
- для определения влажности глины - 100 г;
- для определения гранулометрического состава – 100 - 200 г;
- для химического анализа.
2. Макроописание глинистого сырья состоит в определении:
а) цвета (при разноцветности указывают, например, "светло-серая глина с темно-серыми черными вкраплениями" или "красная со светло-серыми прожилками" и т.п.);
б) характера строения ("песчанистая", "жирная", "плотная", "рыхлая" и т.п.);
в) встречающихся включений. Определяется их количественное соотношение, размеры, распределение в глине (например, "мелкие, равномерно распределенные в глине кристаллики пирита", "изредка встречающиеся прослойки охристого песка" и т.п.).
3. Естественная (карьерная)влажность определяется в соответствии с ГОСТ 5179-84. До испытания глина должна храниться в стеклянном или пластмассовом герметически закрытом сосуде.
4. Степень засоренности сырья крупнозернистыми, в том числе известняковыми, включениями определяется следующим образом.
Глина в количестве 2,5 кг заливается 8 - 10 л теплой воды на 1 - 2 час. Суспензию после перемешивания пропускают через сито с размером отверстий 0,5 мм. Остаток на сите промывают до полной прозрачности стекающей воды, высушивают в сушильном шкафу при 110°С и взвешивают на технических весах с точностью до 0,1 г, после чего дополнительно просеивают через сита с размерами отверстий 1; 2,5 и 5 мм. Содержание в глине крупнозернистых включений соответствующих размеров выражается в процентах к первоначальному весу. Вид включений определяется визуально или петрографическим исследованием.
Наличие карбонатных включений в глине определяют по ее реакции на соляную кислоту. Остатки на ситах смачиваются в нескольких местах 10 %-ным раствором соляной кислоты. Фиксируется ход реакции - наличие или отсутствие вскипания и его интенсивность.
5. Нормальная формовочная влажность (н.ф.в.) определяется с помощью прибора Вика, рекомендованного ГОСТ 310-60, или на ощупь. В первом случае н.ф.в. является влажность глины, в которую игла прибора опускается на глубину 3 - 4 см. Способ определения н.ф.в. на ощупь состоит в последовательном увлажнении комка глины весом около 50 г порциями до 0,5 см. После каждой добавки воды пробу тщательно перемешивают шпателем на стекле. Нормальную формовочную влажность глина имеет в том случае, если последующая добавка воды приводит ее в состояние, когда она начинает прилипать к тыльной стороне руки. Влажность глины определяют в соответствии с п.3.
6. Пластичность определяют в соответствии с ГОСТ 5499-59.
7. Гранулометрический состав сырья определяется по методу Рутковского, отмучиванием или другим способом для выяснения содержания в глине частиц размером более 0,5; 0,5 - 0,1; 0,1 - 0,05; 0,05 - 0,01; 0,01 - 0,005; менее 0,005 мм.
8. Химический состав сырья находят по ГОСТ 2642-60. При этом определяется гигроскопическая влага, потери при прокаливании (п.п.п.), содержание Si02, Al203; Ti02, Fe203, Сa0, Mg0, S03, К20, Nа20.
Содержание свободного кварца в сырье определяют следующим образом: навеску породы весом 0,5 г предварительно измельченной и высушенной при 100°, нагревают на песчаной бане в маленькой платиновой чашке с 25 см3 фосфорной кислоты (удельный вес 1,8 г/см3) при температуре 250 - 280°С в течение 15 мин. После охлаждения раствор разводят дистиллированной водой до 300 см3 и дают ему отстояться для осаждения частичек кремнезема. Затем раствор фильтруют через небольшую воронку Бюхнера с фильтром, диаметр которого несколько превышает диаметр воронки. Осадок промывают несколько раз водой и вместе с фильтром переносят в платиновую чашку; прибавляют 100 см3 5 %-ного раствора безводной соды и нагревают в течение 2 час на кипящей водяной бане, Раствор декантируют и обработку повторяют еще раз. Нерастворимый осадок (кварц) тщательно промывают 1 %-ным раствором соляной кислоты и горячей водой, а затем прокаливают до постоянного веса при 100°С.
Качество анализа контролируют путем обработки прокаленного осадка плавиковой кислотой. Если разложение пробы и промывание осадка проведены правильно, то остаток после обработки плавиковой кислотой должен быть ничтожным.
Для точности анализа следует применять только раствор фосфорной кислоты с удельным весом 1,8 г/см3, проверяя его значение перед каждой серией определения.
9. Для определения спекаемости и проведения специальных технологических испытаний изготавливают образцы-кубики 15×15×15 мм из глины с нормальной формовочной влажностью. Глинистая масса должна быть совершенно однородной. Для этого глину в воздушносухом состоянии измельчают до кусков размером не более 10 мм, помещают в стеклянный или эмалированный сосуд и замачивают. Количество воды берут на 0,5 - 1,0 % больше н.ф.в. Вода к глине добавляется в два-три приема при непрерывном перемешивании. Замоченную и тщательно перемешанную глину сбивают в ком и выдерживают в течение суток во влажной ткани.
Образцы приготавливают в формах или ручным способом (на стеклянной или эмалированной поверхности с использованием ножа, шпателя и т.п.), но одним и тем же способом для проведения всех испытаний.
Изготовленные образцы маркируют, накалывая букву, обозначающую глину (состав), на одной грани кубика, а цифру, обозначающую номер образца - на другой.
10. Определение спекаемости.
При испытании на спекаемость устанавливают:
а) температуру спекания - температуру, при которой объемный вес частиц имеет наибольшее значение;
б) интервал спекания - интервал температур, ограниченный снизу температурой, при которой водопоглощение образцов имеет величину 1 % (температура начала спекания), сверху - температурой спекания;
в) интервал обжига - интервал температур, ограниченный снизу температурой начала спекания, сверху - наибольшей температурой, при которой объемный вес имеет величину не ниже нормируемой (1,8 г/см3).
Высушенные до постоянного веса при температуре 110° и охлажденные до комнатной температуры три образца симметрично располагают в корундовом или фарфоровом тигле и помещают в камере электрической (силитовой, муфельной и т.д.) печи. Печь включается; нагревание ведется со скоростью подъема температуры 200° в час. Контролируют температуру с помощью платиновой термопары, спай которой должен находиться вне посредственной близости от образцов. При достижении требуемой температуры и выдержке при этой температуре в течение 30 мин. печь выключается. Образцы оставляют в закрытой печи до охлаждения до комнатной температуры, после чего определяют водопоглощение и объемный вес.
Конечные температуры обжига и выдержки образцов: 900, 930, 1000, (1025) х), 1050, (1075), 1100, (1125), 1150, (1175), 1200°. Испытание при этих температурах проводят после испытаний при основных температурах (кратных 50°) для получения более точных значений температурных интервалов. По результатам испытания определяют указанные выше термические характеристики и строят графики зависимости водопоглощения и объемного веса от температуры спекания.
х) В скобках указаны дополнительные температуры.
11. Водопоглощение и объемный вес обожженных образцов определяют следующим образом: образцы выдерживают в кипящей воде 2 час, после чего охлаждают, не извлекая из воды (для ускорения охлаждения в сосуд с образцами можно доливать холодную воду). Насыщенные образцы извлекают из воды, обтирают влажной тканью и взвешивают с точностью до 0,01 г.
Водопоглощение W рассчитывают по формуле:
|
|
(1) |
где σ0 - вес сухого образца, г;
σ1 - вес насыщенного образца, г.
Объемный вес определяют методом гидростатического взвешивания. Для этой цели используют специальные гидростатические весы или технические весы грузоподъемностью до 200 г с точностью взвешивания до 0,05 - 0,01 г. Воду в сосуд всегда следует наливать до определенного уровня во избежание нарушения равновесия чашек.
Объемный вес образца γоб находят по формуле:
|
|
(2) |
где σ0 и σ1 - то же, что и в формуле (1);
σ2 - вес насыщенного образца при взвешивании в воде, г;
γж - удельный вес жидкости, используемой при взвешивании; для воды практически равен 1 г/см3.
12. Определение интенсивности влагоотдачи при сушке.
Три образца, изготовленные из глинистой массы с нормальной формовочной влажностью, взвешивают и, симметрично расположив в открытом бюксе, помещают в термостат, прогретый при 110°. После 20 мин. сушки образцы извлекают из термостата и в закрытом бюксе охлаждают в течение 30 мин. при комнатной температуре, после чего взвешивают каждый образец с точностью до сотых долей грамма. Аналогично осуществляют второй, третий и т.д. циклы сушки, охлаждение и взвешивание образцов. При получении одинаковых результатов двух исследованных взвешиваний испытание прекращают. За 100 % потери влаги принимают разность веса образца до начала сушки (при н.ф.в.) и после сушки. По относительной величине потери влаги после каждого цикла строится график, характеризующий интенсивность влагоотдачи и время сушки до требуемой остаточной влажности.
Если не наблюдается образование трещин на образцах при сушке, то проводятся также испытания при температурах 150 и 180°.
13. Определение наибольшей безопасной температуры начала обжига Тбез.
В муфельную печь, прогретую при температуре 500°С, ставят керамическую подставку, на которую помещают три образца, просушенные до постоянного веса при 110° и охлажденные до комнатной температуры. При разрушении хотя бы одного образца (отделение 1/3 - 1/4 образца считается разрушением) температуру испытания понижают на 100° и берут три других образца, испытывают при температуре 400°. При отсутствии нарушений целостности образцов после выдержки в течение 5 мин. образцы испытывают при 600, 700° и т.д. до температуры разрушения. При наибольшей безопасной температуре начала обжига Тбез проводится контрольное испытание. Для получения более точного значения величины Тбез можно провести испытания при температуре, кратной 50 (550, 650° и т.д.).
14. Определение режима обжига.
Три образца, просушенные до постоянного веса при 110° и охлажденные до комнатной температуры, симметрично располагают в тигле и ставят в печь, прогретую при Тбез. С этого момента начинается повышение температуры со скоростью 10 град/мин. до температуры спекания, затем дается выдержка 5 мин. После этого тигель с образцами вынимают из печи, закрывают крышкой и охлаждают до комнатной температуры, затем определяют водопоглощение и объемный вес каждого образца. Испытание повторяют в том же температурном интервале, но с большей или меньшей скоростью нагревания. Образцы, обожженные за наименьшее время, должны иметь показатели водопоглощения и объемного веса, удовлетворяющие требованиям, предъявляемым к керамдору.
При времени обжига более 50 - 60 мин отрабатывается также режим обжига за два цикла - прокаливание и обжиг. Прокаливание образцов начинается от температуры Тбез или несколько меньшей (на 50 - 100°) и продолжается в интервале температур 200 - 300° со скоростью 10 град/мин.; при конечной температуре делается пятиминутная выдержка. Прокаленные образцы охлаждают в закрытом тигле до комнатной температуры, после чего переносят в печь, прогретую при температуре 800° (850°). Нагревание до температуры спекания (или температуры, большей температуры спекания на 50°) ведется также со скоростью 10 град/мин. при выдержке 5 мин. при конечной температуре. Путем визуального осмотра обожженных образцов и определения водопоглощения и объемного веса на основании испытания на спекаемость корректируются интервалы и длительность (скорость нагрева) каждого цикла.
В результате испытания устанавливают наименьшее допустимое время обжига (за один или два цикла) и несколько термических режимов обжига для получения керамдора определенного качества.
Примеры записи термических режимов:
1. ![]() - обжиг за один цикл.
- обжиг за один цикл.
2. ![]() ;
;
![]() - обжиг за два цикла.
- обжиг за два цикла.
Примечания: 1) Числа между стрелками указывают пределы изменения температуры цикла в градусах (500→1100°, 400→600° и т.д.);
2) число над стрелкой показывает длительность обжига в минутах в данном температурном интервале (60, 20 и 25 мин);
3) знак равенства и число над ним показывает длительность выдержки (5 мин.) при температуре, после которой он стоит;
4) числа в скобках обозначают средние показатели водопоглощения в % и объемного веса в г/см3 образцов (3,4; 2,28 и т.д.), обожженных по указанному режиму.