![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
Технологическая карта Технологическая карта. Заполнение температурных швов новыми видами мастик и герметиков.
ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ И
НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ "ОРГТРАНССТРОЙ"
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

ЗАПОЛНЕНИЕ ТЕМПЕРАТУРНЫХ ШВОВ НОВЫМИ ВИДАМИ МАСТИК И ГЕРМЕТИКОВ
Содержание
1. Область применения
Технологическая карта составлена на основе применения методов научной организации труда и предназначена для использования при разработке проекта производства работ и организации работ и труда на объекте.
В технологической карте предусмотрено заполнение температурных швов битумно-полимерной мастикой (БПМ-1), тиоколовым герметиком и неопреновыми прокладками.
В основу технологической карты положены следующие исходные данные: однослойное цементобетонное покрытие имеет толщину 22 см и ширину 7,5 м; продольный шов и поперечные швы сжатия (через 6 м) нарезаны в твердом бетоне нарезчиками с алмазными дисками Д-903 (ДС-510) или модернизированным нарезчиком Д-432А. Швы нарезаны ступенчатого сечения. Глубина заполнения швов изоляционными материалами - 3 см.
Во всех случаях применения настоящей технологической карты необходима привязка ее к местным условиям производства работ.
2. Указания по технологии производственного процесса
Швы заполняют изоляционными материалами не позднее, чем черев 80 суток после нарезки пазов.
В процесс заполнения швов (рис.1) входят прочистка швов «жатым воздухом и их заполнение изоляционными материалами (битумно-полимерной мастикой, тиоколовым герметиком, неопреновыми прокладками).
Прочистка швов
Машинист компрессора прочищает шов стальным крючком, насаленным на штуцер воздуховода компрессора и одновременно продувает шов сжатый воздухом. Вслед за ним рабочий тщательно прочищает стенки ива стальной щеткой. Затем шов окончательно продувают сжатым воздухом, очищая при этом прилегающие к шву полосы покрытия шириной 20 см с каждой стороны шва.
Для облегчения прочистки рекомендуется сразу после нарезки швов тщательно промывать их водой и оберегать от загрязнения.

Рис.1. Технологическая схема, организация рабочего места и расстановка рабочих при заполнении швов битумно-полимерной мастикой:
1 - конусная лейка емкостью 16 л на тележке; 2 - передвижной битумный котел Д-124А емкостью 350 л; 3 - шов расширения; 4 - шов сжатия; 5 - емкость с бензином; 6 - передвижной битумный котел емкостью 100 л; 7 - компрессор ЗИФ-55; 8 - продольный шов
Цифрами в кружке обозначен разряд рабочего, буквами - последовательность заливки швов, стрелками - переход рабочих в процессе работы, римскими цифрами обозначена очередность стоянок машин и оборудования в течение смены
Заполнение швов битумно-полимерной мастикой
Битумно-полимерная мистика составляется из следующих компонентов (табл. 1).
Таблица 1
Состав битумно-полимерной мастики БПМ-1
|
Материалы, составляющие мастику |
Количество весовых частей |
Назначение материала |
|
Битум гидроизоляционный тепломорозостойкий "Пластбит" |
70 |
Основной компонент мастики |
|
Битум нефтяной дорожный БНД 40/60 /БНД 60/90/ /ГОСТ 11954-66/ |
30 |
Улучшает пластические и адгезионные свойства мастики |
|
Раствор /15 %-ный/ двинилстирольного термоэластопласта /ДСТ/ в сольвенте (нефтяном или каменноугольном), ксилоле или в бензине А-72 |
13 |
Повышает деформативность, упругость, теплостойкость |
|
Минеральный порошок /ГОСТ 9128-67/ или тонкомолотый строительный асбест /ГОСТ 12871-67/ |
25 |
Заполнитель |
Битумно-полимерная мастика (БПМ) получена на основе экспериментальных исследований, проведенных. Центральной лабораторией Управления строительства автомобильной дороги Москва-Рига Главдорстроя совместно с СоюздорНИИ.
Мастика предназначена для герметизации швов бетонных покрытий автодорог, а также аэродромных покрытий, не подвергающихся интенсивному тепловому воздействию факела реактивных двигателей (перроны, рулежные дорожки).
Приготовление мастики
Битумно-полимерную мастику готовят централизованно на строительной базе или на месте производства работ.
В стеклянной или в металлической емкости растворяют дивинилстирольный термоэластопласт (ДСТ) в одном из растворителей, указанных в табл. 1 из расчета 85 % растворителя на 15 % ДСТ (по весу). При небольшой емкости (бутыль, бочка) полное растворение ДСТ происходит в течение 2-3 суток при температура, воздуха 18-20 °С; при большой емкости (цистерна) обеспечивают перемешивание с помощью битумного насоса для ускорения растворения ДСТ. В дальнейшем с помощью этого же насоса раствор ДСТ подают в котел с расплавленным пластбитом. Все работы по приготовлению ДСТ ведут на открытом воздухе.
Большие емкости (цистерны) до начала работ зарывают в землю, оставляя только горловину, которую плотно закрывают крышкой на болтах. Для выпуска скапливающихся газов горловина цистерны должна иметь предохранительный клапан, а малые емкости должны иметь отверстие (стеклянная трубка в пробке или отверстие в крышке бочки).
Смесь пластбита с дорожным битумом расплавляют и доводят до температуры 140 °С. Затем топку гасят и дают смеси несколько остыть. В смесь с температурой 120-130 °С вводят при тщательном перемешивании раствор ДСТ, а затем выдерживают для улетучивания легких фракций растворителя не менее 3 ч.
В готовую смесь пластбита и ДСТ при температуре не ниже 120 °С и непрерывном перемешивании вводят сухой, желательно, предварительно подогретый наполнитель - минеральный порошок или асбестовую крошку.
Готовую смесь разливают в формы и доставляют на место заполнения швов в виде брикетов, которые хранят в сухом, закрытом помещении при высоте штабелей не более 1 м (во избежание слипания брикетов).
Заполнения швов мастикой
В начале смены рабочие готовят жидкий битум (60 % битума и 40 % бензина по весу) для прогрунтовки стенок швов и разогревают брикеты БПМ. Для этого на участке работ должны быть два передвижных котла.
Для прогрунтовки стенок швов в котел загружают битум БНД 40/60 или БНД 60/90 и разогревают его до жидкого состояния. Затеи в емкость с отмеренным количеством бензина наливают тонкой струйкой, непрерывно перемешивая, битум. Стенки швов прогрунтовывают не позже, чем за 2-3 ч до заполнения швов мастикой.
Брикеты БПМ загружают в другой котел и разогревают до температуры 120-130 °С.
Для предупреждения утечки мастики и ее оседания после срабатывания шва, в него перед заполнением закладывают и прикатывают вручную диском хлопчатобумажный шнур.
Непосредственно перед заполнением швов мастикой, для получения ровного, чистого шва и облегчения очистки поверхности покрытия от мастики после заполнения шва, полосы бетонной поверхности шириной по 5-10 см, прилегающие к очищенному шву, слегка посыпают минеральным порошком, для чего предварительно на шов накладывают веревку, диаметр которой в 1,5-2 раза больше ширины шва. После посыпки минерального порошка веревку снимают и приступают к заполнению швов мастикой.
Швы заполняют мастикой заливщиком швов или конусной лейкой в один или два приема, в зависимости от величины оседания мастики. При использовании конусной лейки (рис. 2) ее заполняют горячей мастикой и устанавливают над швом так, чтобы носок лейки вошел в шов. Затем слегка открывают клапан и равномерно перемещают лейку вдоль шва, заполняя шов мастикой. В конце шва клапан закрывают, прекращая подачу мастики в шов.

Рис.2. Конусная лейка для заливки мастикой в швах цементно-бетонного покрытия:
1 - шток с пробкой; 2 - корпус лейки; 3 - залитый шов; 4 - бетонная плита покрытия
После того, как мастика в шве застывает, ее излишки и наплывы срезают лопаточкой и загружают в котел для повторного применения.
Формирование мастики в шве длится 2-4 недели.
В сухую и жаркую погоду, когда дню заливки швов предшествовали не менее трех дней с температурой воздуха не ниже + 25 °С можно заливать мастику без прогрунтовки стенок швов.
Чтобы исключить ожидание выдержки грунтовки в течение 2-3 ч, в процессе работы периодически прогрунтовывают швы, поддерживая необходимую величину задела (примерно 50-80 м покрытия).
В процессе работы по мере расходования мастики загружают котел брикетами мастики, следят за ее температурой, а также перемещают битумные котлы по участку работ.
В конце работы топки в котлах должны быть погашены, а конусные лейки или заливщик швов - промыты бензином.
Заполнение швов тиоколовым герметиком
Тиоколовый герметик, изготавливаемый на основе синтетического каучука (тиокола), представляет собой вязкую пасту, способную после вулканизации превращаться в резиноподобную эластичную массу.
Этот герметик применяют для заполнения температурных швов бетонных покрытий на дорогих I-III категорий, а также в районах с суровыми климатическими условиями (устойчивая минимальная температура воздуха в зимний период ниже - 25 °С).
Тиоколовый герметик рекомендуется также для заливки швов в бетонных покрытиях аэродромов.
Приготовление тиоколового герметика и заполнение швов производят комплектом машин конструкции СоюздорНИИ, состоящем из мешалки и двух заливщиков швов.
Приготовление тиоколового герметика
Тиоколовый герметик приготовляют на месте работ непосредственно перед заполнением швов путем онемения в холодном состоянии герметизирующей и отверждающей пасты, поставляемых заводами химической промышленности.
Герметизирующая паста сметанообразной консистенции, черного цвета поступает в алюминиевых баках емкостью 50 л.
Отвергающая паста - густая, темно-серого цвета поступает в баках емкостью 50 л перед употреблением ее разводят небольшим количеством воды (5-7 %) и тщательно перевешивают.
Пасты загружают в заливщик емкостью 45 л (герметизирующей пасты - 100 и отверждающей пасты - 20 весовых частей). Затем вращают вручную или электромотором мешалку принудительного действия, вставляемую в заливщик до загрузки материалов. При механическом перемешивании в комплект необходимо включать передвижную электростанцию ЖЭС-4,5. Смесь перемешивают до получения однородной по цвету и консистенции пасты. После этого мешалку вынимают из заливщика и устанавливают во второй заливщик. Приготовленная паста пригодна для употребления в течение 6-3 ч.
Заполнение швов
После очистки паза шва для обеспечения прочного оцепления герметика с бетоном торцевые грани бетонных плит протирают ацетоном и подсушивают сжатым воздухом. При наполнении швов тиоколовым герметиком грани швов не грунтуют.
Перед заполнением шва герметиком в него закладывают хлопчатобумажный шнур, а полосы бетонной поверхности, прилегающие к очищенному шву, посыпают тонким слоем минерального порошка, для чего предварительно на шов накладывают веревку диаметром большим ширины шва в 1,5-2 раза. Затем веревку убирают и заполняют шов тиоколовым герметиком заливщиком швов под давлением. Для создания давления в заливщике применяют тот же компрессор, что и для очистки швов. Давление (от 0,5 ати и выше) подбирают опытным путем, в зависимости от ширины шва и величины сопла.
Скорость заполнения швов тиоколовым герметиком зависит от ширины шва, давления в системе, температуры воздуха, навыка оператора.
Излишки герметика, выступающие из шва, до завершения процесса вулканизации срезают шпателем, собирают и употребляют в дело.
Швы заполняют тиоколовыми мастиками только в сухую погоду при положительной температуре воздуха (не менее + 5 °С). В случае дождя, а также если по участку происходит движение автомобилей, заполненные швы укрывают битуминизированной бумагой или полиэтиленовой пленкой. Вулканизация тиоколового герметика происходит в зависимости от температуры окружающего воздуха и марки герметика черва 7-15 суток.
По мере заполнения швов все оборудование передвигают автомобилями по участку работ.
Закончив смену, рабочие промывают заливщики и мешалку растворителями, очищают инструмент.
Заполнение швов неопреновыми прокладками
Неопреновые прокладки специального фигурного профиля, изготовленные заводами химической промышленном и, доставляют на участки работ в бухтах.
Прокладки из неопрена эластичны и сохраняют свои свойства в течение 4-5 лет. Запрессовка таких прокладок обеспечивает полную герметизацию швов. Для получения надежной и долговечной герметизации при устройстве швов кромки шва должны быть ровными и строго параллельными, отклонение ширины шва от проектной не должно превышать 1-1,5 мм. Для соблюдения этих требований необходимо постоянно следить за степенью износа дисков при нарезке швов.
Запрессовка прокладок в шов
Очищенный и просушенный шов смазывают разжиженным тиоколовым герметиком, который обеспечивает плотный контакт прокладки со стенками шва, а значит, и хорошее прилипание прокладки к бетону. Кроме того, при закладке в шов прокладки, излишки разжиженного тиоколового герметика сдвигаются вниз по граням шва, образуя после затвердевания небольшие валики на гранях шва, которые препятствуют смещению прокладки вниз в процессе эксплуатации покрытия.
Разжиженный тиоколовый герметик доставляют к месту производства работ в готовом виде.
Неопреновые прокладки отрезками на 10 см длиннее шва вводят в паз электрическим запрессовщиком конструкции СоюздорНИИ, который прост, удобен в работе и производителен. Запрессовщик устанавливают в начале шва так, чтобы направляющее колесо стало на шов, а рабочий орган над началом шва, заправляют прокладку, включают ток и перемещают запрессовщик вдоль шва. При перемещении запрессовщика вводит в паз прокладку, которую в конце шва обрезают.
Наряду с высокой погодоустойчивостью неопреновые прокладки обеспечивают полную водонепроницаемость шва и хорошо сопротивляются вдавливанию в них инородных предметов.
Применение неопреновых прокладок в качестве изоляционного материала позволяет увеличить сменную производительность по сравнению с заполнением швов мастиками или тиоколовыми герметиками почти в два раза.
Применение готовых прокладок позволяет упростить процесс герметизации швов и исключить необходимость использования громоздкого оборудования для приготовления мастик.
Указания по технике безопасности
При выполнении работ по заполнению швов герметизирующими
материалами следует выполнять "Правила техники безопасности при
строительстве, ремонте и содержании автомобильных дорог", М., Транспорт,
1969, а также основные требования, изложенные в разделе 4 "Технических
указаний по устройству деформационных швов в цементнобетонных дорожных
покрытиях" ![]() ,
,
Оргтрансстрой, М., 1969.
3. Указания по организации труда
Работы по заполнению температурных швов изоляционными материалами выполняют, как правило, в одну смену.
Длину сменной захватки назначают равной длине двухсменной захватки потока по устройству цементнобетонного покрытия, что составляет, примерно, 310 м дороги или 700 м шва (при устройстве швов сжатия через 6 м и продольного шва).
а) Заполнение швов битумно-полимерной мастикой
|
Состав звена |
|
|
Машинист компрессора |
4 разр.-1 |
|
Дорожные рабочие |
3 " -2 |
|
|
2 " -1 |
Машинист компрессора 4 разр. обеспечивает подачу сжатого, воздуха, прочищает швы крючком, прикрепленным к штуцеру воздуховода, с одновременной продувкой швов сжатым воздухом.
Дорожный рабочий 2 разр. очищает швы стальной щеткой, закладывает в них хлопчатобумажный шнур и посыпает покрытие около швов минеральным порошком.
Два дорожных рабочих 3 разр. разогревают в котле битумно-битумно-полимерной мастики и готовят жидкий битум, а затем грунтуют грани швов и заливают швы мастикой, применяя конусные лейки на тележке. После остывания мастики они срезают шпателем наплывы, собирают их и загружают в котел с мастикой, а по мере ее расходования загружают в котел брикеты мастики.
Все оборудование и механизмы в течение смены имеют 6 стоянок через 54 м (между швами расширения).
б) Заполнение швов тиоколовыми герметиками
|
Состав звена |
|
|
Машинист компрессора |
4 разр.-1 |
|
Дорожные рабочие |
3 " -3 |
|
|
2 " -1 |
Машинист компрессора 4 разр. обеспечивает подачу сжатого воздуха во время работы заливщиков СоюздорНИИ (заливка герметика под давлением); прочищает швы крючком с одновременной продувкой швов сжатым воздухом; после обезжиривания граней плит ацетоном подсушивает их сжатым воздухом.
Дорожный рабочий 2 разр. прочищает швы стальной щеткой, обезжиривает грани шва ацетоном, закладывает в шов хлопчатобумажный шнур и посыпает минеральным порошком покрытие с каждой стороны шва.
Дорожный рабочий 3 разр. взвешивает компоненты, загружает их в заливщики, обслуживает мешалку, приготовляет тиоколовую мастику, следит за качеством перемешивания ее компонентов. Излишки герметика, выступающие из шва, он срезает шпателем, собирает и загружает их в смеситель.
Двое дорожных рабочих 8 разр. участвуют в приготовлении тиоколового герметика и заполняют швы герметиком с помощью двух заливщиков швов комплекта СоюздорНИИ.
в) Запрессовка в шов неопреновых прокладок
|
Состав звена |
|
|
Машинист запрессовщика (он же машинист электростанции ЖЭС-4,5) |
4 разр.-1 |
|
Машинист компрессора |
4 " –1 |
|
Дорожный рабочий |
2 " -1 |
Машинист запрессовщика 4 разр. обмазывает грани швов разжиженным тиоколовым герметиком, заправляет в запрессовщик неопреновую прокладку, запрессовывает ее в шов, исправляет неровности стальной лопаточкой и перемещает машину к следующему шву. Он же обслуживает электростанцию ЖЭС-4,5.
Машинист компрессора 4 разр. и дорожный рабочий 2 разр. прочищают швы крючками, прикрепленными к штуцерам воздуховодов и одновременно продувают швы сжатым воздухом, а также прочищают швы стальными щетками.
4. График заполнения температурных швов неопреновыми прокладками на захватке длиной 310 м (700 м швов)
Примечание. Цифра над линией - длина участка в м
Цифра под линией - продолжительность операции в минутах
↓ - рекомендуемое время для принятия пищи
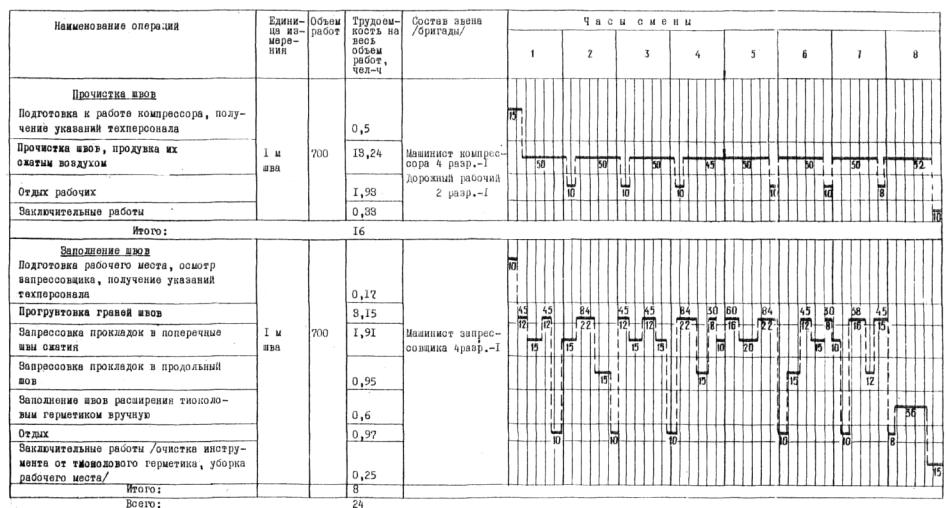
5. График заполнения температурных швов тиоколовым герметикой на захватке длиной 310 м (700 м швов)

Примечание. Цифра над линией - количество рабочих, участвующих в операции
Цифра под линией - продолжительность операции в минутах
↓ - рекомендуемое время для принятия пиши
6. График заполнения температурных швов мастикой БПМ-1 на захватке длиной 310 м (700 м швов)

Примечание. Цифра над линией - количество рабочих, участвующих в операции
Цифра под линией - продолжительность операции в минутах
↓ - рекомендуемое время для принятия пиши
7. Калькуляция затрат труда на заполнение температурных швов мастикой БПМ-1 на захватке длиной 310 м (700 м швов)
|
Шифр норм и расценок |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб.-коп. |
Нормативное время на полный объем работ чел-ч |
Стоимость затрат труда на полный объем работ, руб.-коп. |
|
ЕниР §17-32 № 2 |
Машинист компрессора 4 разр.-1 Дорожные рабочие 3 разр.-2 |
Заполнение швов мастикой вручную при помощи лейки с предварительной очисткой швов сжатым воздухом, разогреванием мастики в передвижном котле емкостью до 350 л и отделкой швов с приданием прямолинейности очертаниям кромок |
100 м шва |
7 |
5 |
2-89 |
35 |
20-23 |
|
Повременно Дорожный рабочий 3 разр.-1 |
Прогрунтовка граней швов с приготовлением разжиженного битума |
чел-ч |
3,5 |
- |
- |
3,5 |
1-94 |
|
|
Итого: на сменную захватку 700 м швов |
38,5 |
22-17 |
||||||
|
на 100 м швов |
5,5 |
3-17 |
||||||
8. Основные технико-экономические показатели
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
Ни сколько процентов показатель по графику больше (+) или
меньше (-), чем по калькуляции |
|
а) При заполнении швов битумно-полимерной мастикой |
||||
|
Трудоемкость работ на сменную захватку - 310 м цементнобетонного покрытия или 700 м швов |
чел.-дн. |
4,81 |
4 |
-16,8 |
|
Средний разряд рабочих |
|
3,3 |
3 |
-9,1 |
|
Средняя заработная плата на одного рабочего |
руб.-коп. |
4-61 |
5-54 |
+20,2 |
|
б) При заполнении швов тиоколовым герметиком |
||||
|
Трудоемкость работ на сменную захватку - 310 м цементно-бетонного покрытия или 700 м швов |
чел.-дн. |
- |
5 |
- |
|
Средний разряд рабочих |
|
- |
3 |
- |
|
в) При заполнении швов неопреновыми прокладками |
||||
|
Трудоемкость работ на сменную захватку - 310 м цементнобетонного покрытия или 700 м швов |
чел.-дн. |
- |
3 |
- |
|
Средний разряд рабочих |
|
- |
3,3 |
- |
9. Материально-технические ресурсы
А. Основные материалы
|
Наименование |
Марка, ГОСТ |
Единица измерения |
На 100 м шва |
На сменную захватку 310 м покрытия или 700 м швов |
|
1 |
2 |
3 |
4 |
5 |
|
а) При заполнении швов битумно-полимерной мастикой |
||||
|
Битумно-полимерная мастика в том числе: |
БПМ-1 |
кг |
|
215 |
|
для швов сжатия (655 м) |
|
" |
28 |
183 |
|
для швов расширения (45 м) |
|
" |
70 |
32 |
|
Минеральный порошок |
ГОСТ 9128-67 |
" |
13 |
91 |
|
Битум |
БНД 40/60 или БНД 60/90 |
" |
3,8 |
27 |
|
Автомобильный бензин |
А-72 |
" |
2,6 |
18 |
|
б) При заполнении швов тиоколовым герметиком |
||||
|
Тиоколовый герметик в том числе: |
|
кг |
|
215 |
|
для швов сжатия (655 м) |
|
" |
28 |
188 |
|
для швов расширения (45 м) |
|
" |
70 |
32 |
|
Минеральный порошок |
ГОСТ 9128-67 |
" |
13 |
91 |
|
в) При заполнении швов неопреновыми прокладками |
||||
|
Неопреновые прокладки для швов сжатия |
|
м |
94,3 |
660 |
|
Тиоколовый герметик |
|
|
|
|
|
а) для заполнения швов расширения (45 м) |
|
кг |
70 |
32 |
|
б) для грунтовки граней швов оказия |
|
" |
6,4 |
41,9 |
|
Минеральный порошок |
ГОСТ 9128-67 |
" |
13 |
6 |
|
Примечание. Для расчета материалов принята глубина заполнения шва битумно-полимерной мастикой и тиоколовым герметиком - 3 см, ширина шва сжатия - 0,8 см, ширина шва расширения - 2 см. |
||||
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка |
Количество |
|
1 |
2 |
3 |
|
а) При заполнении швов битумно-полимерной мастикой |
||
|
Компрессор |
ЗИФ-55 |
1 |
|
Передвижной котел емкостью 350 л для разогрева мастики |
Д-124А |
1 |
|
Передвижной котел для разогрева битума емкостью 100 л |
изготовляются в мастерских строительной организации |
1 |
|
Емкость для бензина |
1 |
|
|
Конусные лейки емкостью 16 л на тележке |
- |
2 |
|
Стальной крючок |
- |
1 |
|
Стальная щетка (ерш) |
- |
1 |
|
Шпатель |
- |
2 |
|
Веревка диаметром 12 мм длиной 7,8 м |
- |
4 |
|
Веревка диаметром 30 мм длиной 7,8 м |
- |
1 |
|
Шнур хлопчатобумажный диаметром 6 мм длиной 770 м |
- |
1 |
|
Ведра |
- |
2 |
|
Кисти |
- |
2 |
|
б) При заполнении швов тиоколовым герметиком |
||
|
Компрессор |
ЗИФ-55 |
1 |
|
Комплект для заливки швов (мешалка принудительного действия и 2 заливщика) |
Конструкция СоюздорНИИ |
1 |
|
Стальной крючок |
- |
1 |
|
Стальная щетка (ерш) |
- |
1 |
|
Шпатель |
- |
1 |
|
Веревка диаметром 12 мм длиной 7,8 м |
- |
4 |
|
Веревка диаметром 30 мм длиной 7,8 м |
- |
1 |
|
Шнур хлопчатобумажный диаметром 6 мм длиной 770 м |
- |
1 |
|
Ведра |
- |
2 |
|
Весы технические |
- |
1 |
|
в) При заполнении швов неопреновыми прокладками |
||
|
Компрессор |
ЗИФ-55 |
1 |
|
Запрессовщик электрический |
Конструкция СоюздорНИИ |
1 |
|
Емкость о тиоколовый герметиком (100 л) |
изготовляется в мастерских строительной организации |
1 |
|
Ручная лейка емкостью |
- |
1 |
|
Ведро |
- |
1 |
|
Крючок |
- |
1 |
|
Стальная щетка (ерш) |
- |
1 |
|
Шпатель |
- |
1 |
|
Кисть |
- |
1 |
Технологическая карта составлена отделом внедрения передового опыта и технического нормирования в строительстве автодорог и аэродромов института "Оргтрансстрой" (исполнитель - Л. А. Мелешкина).