![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
Рекомендации Рекомендации по производству железобетонных самонапряженных труб со стальным цилиндром.
Госстрой СССР
Ордена Трудового Красного Знамени научно-исследовательский институт бетона и железобетона (НИИЖБ)
РЕКОМЕНДАЦИИ
ПО ПРОИЗВОДСТВУ ЖЕЛЕЗОБЕТОННЫХ САМОНАПРЯЖЕННЫХ
ТРУБ СО СТАЛЬНЫМ ЦИЛИНДРОМ
Утверждены
директором НИИЖБ
2 января 1984 г.
Москва 1984
Содержание
Печатается по решению секции заводской технологии НТС НИИЖБ от 5 декабря 1983 г.
Приведены основные положения по технологии производства сборных железобетонных самонапряженных труб со стальным цилиндром классов по прочности I, II и III (под расчетное давление соответственно 1,5, 1,0 и 0,5 МПа) диаметром 400 - 600 мм, длиной 10 м с гибким стыком, уплотненным резиновым кольцом, а также характеристики основных материалов, последовательность основных технологических переделов и методы контроля качества бетона и изделий.
Предназначены для инженерно-технических работников предприятий по производству железобетонных труб.
ПРЕДИСЛОВИЕ
Применяемые в мелиоративном строительстве напорные предварительно-напряженные трубы со стальным цилиндром, изготовляемые по трехступенчатой технологии, имеют ряд конструктивных недостатков, снижающих эксплуатационные качества трубопровода.
С целью повышения несущей способности и долговечности труб этого класса, а также технологичности их изготовления разработана новая конструкция напорной трубы со стальным цилиндром - самонапряженная, изготовляемая по одноступенчатой технологии с использованием напрягающего цемента НЦ-20 и НЦ-40 (см. прил. 3).
Рекомендации составлены на основе результатов исследований и конструктивных разработок НИИЖБ, а также опытного изготовления самонапряженных труб со стальным цилиндром на Московском заводе железобетонных труб (Главмоспромстройматериалы) и Энгельском заводе ЖБИ-6 (Главволговодстрой).
В Рекомендациях учтены основные положения "Инструкции по проектированию самонапряженных железобетонных конструкций" СН-511-78 (М., 1979) и технических условий ТУ 33-6-82 Минводхоза СССР "Трубы железобетонные напорные со стальным сердечником" (М., 1982).
Рекомендации разработаны НИИЖБ Госстроя СССР (д-р техн. наук В.В. Михайлов, кандидаты техн. наук С.Л. Литвер и С.А. Селиванова, инж. А.Г. Корганов) при участии МИСИ им. В.В. Куйбышева Минвуза СССР (канд. техн. наук А.К. Карасев).
Все замечания и предложения по содержанию Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д.6.
Дирекция НИИЖБ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Настоящие Рекомендации распространяются на производство, испытание и приемку напорных самонапряженных железобетонных раструбных труб диаметром Dy= 400 - 600 мм со стальным цилиндром из бетона на напрягающем цементе (НЦ) классов по прочности I, II и III под эксплуатационное давление соответственно 1,5, 1,0 и 0,5 МПа и содержат основные положения по технологии производства, а также требования, учитывающие особенности НЦ и конструкцию труб.
1.2. Материалы и изделия, используемые при изготовлении напорных самонапряженных железобетонных труб со стальным цилиндром, а также метода их испытания должны удовлетворять требованиям соответствующих ГОСТ и ТУ, а также положениям настоящих Рекомендаций.
1.3. При монтаже трубопроводов из напорных самонапряженных труб со стальным цилиндром необходимо руководствоваться "Временной инструкцией по монтажу трубопроводов из железобетонных напорных труб с металлическим сердечником" (М., Минводхоз СССР, 1977).
1.4. Проектная глубина укладки самонапряженных труб зависит от конкретных условий строительства, а также от величины вертикальной нагрузки от слоя почвы и транспорта.
1.5. Трубы следует укладывать на спрофилированное грунтовое основание с углом охвата 90° и засыпкой пазух до оси трубопровода песчаным грунтом с уплотнением последнего до K > 0,95.
1.6. Конструкция труб должна соответствовать рабочим чертежам.
Примечание. Союзводканалпроектом разработаны чертежи № 2579-80 (для труб диаметром Dy=300 - 600 мм), а Мосинжпроектом - альбом ПС-164, 1982 (для труб диаметром Dy = 400 мм), предназначенные для опытного производства самонапряженных труб с арматурным каркасом и стальным цилиндром из бетона на НЦ-20 и НЦ-40 классов по прочности Iи II.
1.7. Напорная самонапряженная труба представляет собой сварной цилиндр с концевыми обечайками (втулка и раструб с элементом усиления) и внутренним слоем из напрягающего бетона, в котором размещен арматурный каркас. Изготовление стального цилиндра и концевых обечаек (с учетом защиты от коррозии), а также уплотнение стыка с помощью резиновых колец производят по ТУ 33-6-82. Полезная длина трубы 10 м.
Опалубочный чертеж и схема стыкового соединения труб приведены на рис 1, а, б.
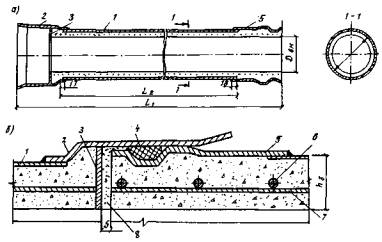
Рис. 1. Самонапряженная напорная труба со стальным цилиндром
а - труба в разрезе; б - стыковое соединение 1 - стальной цилиндр; 2 - раструб; 3 - элемент усиления раструба; 4 - резиновое уплотняющее кольцо; 5 - втулка; 6, 7 -детали арматурного каркаса (6 - спираль, 7 - продольные стержни); 8 - цементный раствор для зачеканки шва
1.8. Защиту наружной поверхности стального цилиндра производят с помощью изоляционных материалов, отвечающих требованиям ГОСТ 9.015-74 (см. пп. 7.1 и 7.2 настоящих Рекомендаций).
2. МАТЕРИАЛЫ
2.1. Напрягающий цемент по качеству должен удовлетворять требованиям ТУ 21-20-18-80, а по самонапряжению, прочности на сжатие и растяжение - требованиям проекта.
Во избежание изменения свойств напрягающего цемента в результате загрязнения другими видами вяжущего необходимо обеспечивать автономность его использования, начиная с момента разгрузки.
Для НЦ, срок хранения которого составляет более 3 мес, следует провести дополнительные испытания.
2.2. Заполнители - песок и щебень - должны отвечать требованиям ГОСТ 10268-80. Размер фракции щебня - 3-10 мм.
2.3. Стальные сварные цилиндры, концевые обечайки и элементы усиления раструба изготовляются согласно чертежам из следующих материалов:
стальные цилиндры - из углеродистой горячекатаной стали обыкновенного назначения В Ст3 сп толщиной δ = 1,5 - 2,0 мм (предпочтительнее δ = 2,0 мм) - ГОСТ 380-71;
калиброванные концевые обечайки - из качественной полосовой углеродистой стали 08КП толщиной δ = 4 - 6 мм - ГОСТ 1050-74;
элементы усиления раструба - из полосовой стали В Ст3 сп толщиной δ= 6 мм - ГОСТ 380-71.
2.4. Арматурные каркасы изготовляют в соответствии с чертежами из низкоуглеродистой холоднотянутой проволоки класса Вр-I (ГОСТ 6727-80).
2.5. Вода затворения должна удовлетворять требованиям ГОСТ 23732-79.
2.6. Качество резины уплотняющих колец должно удовлетворять требованиям ТУ 1051222-78.
3. ИЗГОТОВЛЕНИЕ, ОСНАЩЕНИЕ И ИСПЫТАНИЕ СТАЛЬНЫХ ЦИЛИНДРОВ
3.1. Стальной цилиндр сваривают из поставляемой в рулонах стальной полосы на сварочном станке, предпочтительнее конструкции, разработанная в институте им. Патона.
3.2. Арматурные каркасы изготовляют на каркасо-сварочных машинах и оснащают проволочными фиксаторами в соответствии с рабочими чертежами.
На пост изготовления каркасов продольные стержни поступают после правки и резки, проволока для спирали - в бухтах заводской поставки.
Примечание. Допускается применение арматурных каркасов, состоящих из двух частей, соединенных путем сварки внахлестку продольных стержней с перепуском спиральной арматуры не менее одного полного витка.
3.3. Готовые каркасы следует хранить в закрытом помещении штабелями высотой не более 3 рядов, уложенными через деревянные прокладки толщиной не менее 25 мм.
3.4. Запрещается применение каркасов, не удовлетворяющих геометрическим размерам, указанным в рабочих чертежах, а также с перебитой продольной или спиральной арматурой, незакрепленными концевыми витками (брак сварки в местах пересечения спирали с продольной арматурой) и наличием ржавчины.
3.5. Для изготовления втулок, раструбов и элементов усиления раструба используют обычно применяемое для этих целей оборудование с соответствующей доработкой и модификацией узлов, предназначенных для изготовления элементов усиления.
3.6. С целью защиты от коррозии втулки и раструбы подвергают металлизации.
3.7. На посту сборки втулку и раструб приваривают к стальному цилиндру, установленному на стенде, предназначенном для гидравлических испытаний, после чего цилиндр проверяют на герметичность швов. При обнаружении течи дефекты устраняют и цилиндр испытывают при внутреннем давлении Р в зависимости от толщины его стенок δц:
при δц= 1,5 мм . . . . . . . . . Р = 1,1 МПа;
при δц= 2 мм . . . . . . . . . . . Р = 1,8 МПа.
3.8. Выдержавший испытание стальной цилиндр подают на пост оснастки, на котором внутрь цилиндра со стороны втулочного конца вводят арматурный каркас, стержни которого приваривают и раструбу.
4. БЕТОННАЯ СМЕСЬ
4.1. Для изготовления напорных самонапряженных труб со стальным цилиндром рекомендуется применять бетонную смесь состава по массе НЦ:П:Щ = 1:0,70:1,55 при расходе НЦ около 700 кг/м3.
Примечание. Применение бетонных смесей с меньшим расходом НЦ возможно только при условии обеспечения заданных значений самонапряжения и прочности бетона (см. пп. 9.6 - 9.8 настоящих Рекомендаций).
4.2. Расход воды затворения назначается заводской лабораторией, исходя из условия обеспечения подвижности бетонной смеси в деле, равной ОК = 4 - 10 см, при исходном значении В/Цисх ≤ 0,42. Если В/Цисх 0,42, для его снижения в бетонную смесь вместе с водой рекомендуется вводить пластифицирующие добавки - С-3 или декстрин - в количестве 0,2 - 0,5 % массы НЦ.
4.3. Бетонную смесь приготовляют в смесителях принудительного действия. Время перемешивания смеси на НЦ с нормальными сроками схватывания или при введении пластифицирующих добавок, должно составлять не менее 2 мин.
При необходимости использования НЦ с ускоренным (менее 30 мин) или так называемый "ложным" схватыванием, его, перед подачей воды затворения, рекомендуется предварительно смешать с увлажненным до W= 5 - 7 % заполнителем при тщательном перемешивании в течение 2 - 3 мин.
5. ФОРМОВАНИЕ
5.1. Формование самонапряженных труб со стальным цилиндром производят без форм на усиленных с учетом массы трубы ременных центрифугах (рис. 2).
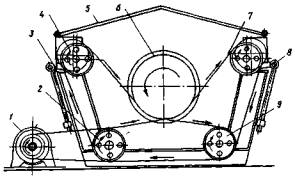
Рис. 2. Схема устройства ременной центрифуги
1 - электродвигатель; 2 - шкив ведущего вала; 3 - станина; 4 - верхний шкив; 5 - верхний щит; 6 - стальной цилиндр; 7 - ремни; 8 - винт регулировки положения верхнего шкива; 9 - шкив ведомого вала
5.2. Для обеспечения геометрических размеров сечения и повышения устойчивости при центрифугировании стального цилиндра его оснащают съемными бандажами с их равномерным распределением по длине цилиндра в обе стороны, начиная от середины.
Бандаж выполняется в виде челюстного зажима (со статической и динамической балансировкой массы) и представляет собой два ребра, связанные жесткой стальной полосой, которая одновременно служит беговой дорожкой для ремней центрифуги (рис. 3). Число бандажей уточняется в процессе наладки производства, однако оно не должно быть менее пяти.
Примечание. Для сокращения времени оснащения стального цилиндра бандажами и освобождения от них готового изделия целесообразно предусмотреть специальные, попеременно используемые для тех и других целей, стапели с фиксированными относительно длины изделия гнездами для установки бандажей с заданным шагом.
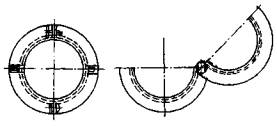
Рис. 3. Бандаж челюстного типа (схема)
5.3. Формование самонапряженных труб диаметром Dy= 400 - 600 мм производят при трехразовом послойном центрифугировании по схеме: загрузка смеси, ее распределение и уплотнение. Удаление шлама производят при съеме изделия с центрифуги.
Режимы центрифугирования приведены в табл. 1.
|
Последовательность послойного центрифугирования с частотой вращения n, об/мин, в течение времени t, мин |
Характеристики трубы* |
||
|
400 55 |
500 65 |
110 75 |
|
|
Загрузка |
|
|
|
|
n3 |
150 |
130 |
110 |
|
t3 |
1,5 |
1,5 |
1,5 |
|
Распределение |
|
|
|
|
np |
200 |
180 |
160 |
|
tp |
3 |
4 |
5 |
|
Уплотнение (не менее)** |
|
|
|
|
ny |
500 |
450 |
400 |
|
ty- 1-й слой |
|
5 |
|
|
2-й слой |
|
8 |
|
|
3-й слой |
|
12 |
|
*Над чертой - Dy, под чертой hст.
**Расчетное значение 
где Rни Rвн- соответственно наружный и внутренний радиус трубы, см; Р - прессующее давление, принимаемое из условия качественного уплотнения равным Р ≥ 0,1 МПа.
Время ty, необходимое для завершения процесса уплотнения при полной загрузке центрифуги, корректируется по методике прил. 2.
5.4. Бетонную смесь в стальной цилиндр подают одновременно с двух концов с помощью транспортера или питателей ложкового типа. Для труб с Dy= 400 мм следует использовать только транспортерные питатели, для труб Dy= 500 - 600 мм - предпочтительнее ложковые, что обеспечивает одновременную подачу смеси по всей длине трубы в один или несколько приемов в зависимости от геометрии питателя и расхода бетонной смеси на изделие.
5.5. Перед включением центрифуги следует отрегулировать взаимное расположение обоих питателей и стального цилиндра с учетом возможного проседания последнего (например, в результате вытягивания ремней в процессе формования).
Регулировку исходного положения следует производить путем измерения величины зазора Нисх (расстояние между нижней частью стального цилиндра и введенного в него питателя) исходя из условия обеспечения
Нисх = а +hст
где а - фактическое значение амплитуды смещения консолей питателей;
hст - толщина стенки трубы.
Просадку стального цилиндра на ремнях центрифуги следует контролировать не реже 2 раз в смену путем измерения величины зазора - Нкрит - расстояние между верхней поверхностью стального цилиндра и ложкой питателя в опрокинутом положении (или слоем бетона при использовании транспортера), исходя из условия обеспечения
Нконт > а + hст
5.6. Отформованные изделия загружают в специальные металлические контейнеры с мягкими ломементами и направляют на тепловлажностную обработку (TBО).
6. ТЕПЛОВЛАЖНОСТНАЯ ОБРАБОТКА САМОНАПРЯЖЕННЫХ ТРУБ
6.1. Тепловлажностную обработку (TBО) и последующее водное выдерживание (ПВВ) труб осуществляют в ямных камерах по режимам, указанным в табл. 2.
6.5. По окончании гидроизотермального прогрева трубы оставляют в камере для последующего водного выдерживания (ПВВ) в течение 24 ч (не менее).
Примечания:
2. Увеличение продолжительности ПВВ, а также приемы, обеспечивающие сохранение влаги в бетоне изделия (например, герметизация торцов после ПВВ), создают условия для большего самонапряжения бетона.
|
Вид ТВО |
Условия выдерживания до ТВО |
ТВО |
||
|
пар, t= 60 °С |
вода, t= 60 °С |
|||
|
подъем температуры, ч |
изотермия, ч |
гидроизотермия, ч |
||
|
А (комбинированный прогрев)* |
В камере по мере ее загрузки |
1,5 - 2 |
1,5 - 1 |
5 - 8 |
|
Б (гидротермальный прогрев)** |
В цехе при t≈ 18°C, 5 - 7 ч (до R= 5 - 7МПа) |
- |
- |
5 - 8 |
*Подачу пара в камеру начинают через 30 - 40 мин после загрузки в нее последнего контейнера. Общее время загрузки камеры определяется ее вместимостью и циклом формования.
После пропаривания камеру заполняют горячей водой, не допуская свободного выхода пара в атмосферу.
**В течение всего срока выдерживания до ТВО торцы труб должны быть герметизированы пленкой, удалять которую следует непосредственно перед загрузкой труб в камеру.
6.6. Режимы ТВО и ПВВ необходимо корректировать с учетом условий производства и требуемых значений прочности и самонапряжения бетона труб.
6.7. По окончании цикла ТВО воду спускают, извлекают контейнеры с готовыми изделиями и передают их на пост (стапель) для снятия бандажей.
7. АНТИКОРРОЗИОННАЯ ЗАЩИТА СТАЛЬНОГО ЦИЛИНДРА
7.1. Защиту стального цилиндра от коррозии осуществляют на специальном посту в зависимости от вида изоляционного покрытия до или по окончании изготовления изделия (технология выполнения защитного покрытия в настоящих Рекомендациях не рассматривается).
7.2. В качестве антикоррозионной защиты стального цилиндра можно применять:
металлизацию (до изготовления трубы);
покрытие мастиками (резинобитумные - ГОСТ 15836-79; битумнополимерная - ТУ 102-186-78) в сочетании с бумажным обертыванием (после изготовления трубы);
покрытие* малоцементными растворами водной дисперсии полимера (ВДП) на основе синтетического каучука стирольного марки СКС-65ГП (ТУ 400-1-146-78) - после изготовления труб.
*Разработано НИЛ ФХММ и ТП Главмоспромстройматериалов.
8. ПРИЕМКА, КОНТРОЛЬ КАЧЕСТВА И ХРАНЕНИЕ ТРУБ
8.1. Приемка готовых изделий осуществляется ОТК завода партиями по мере изготовления согласно рабочим чертежам и требованиям действующих стандартов с учетом результатов текущих лабораторных испытаний (1 раз в смену) по прочности и самонапряжению.
8.2. В партию входит 100 изделий, последовательно изготовленных по одному и тому же режиму из материалов одной поставки при неизменном составе бетона.
При изменении технологических параметров изделия относят:
при числе до 50 шт - к предыдущей партии;
при числе более 50 шт - к самостоятельной партии.
8.3. Контроль, качества самонапряженных труб со стальным цилиндров производится:
а) при налаженном производстве - выборочно путем испытания на трещиностойкость одной трубы из 5 партий. Если при изготовлении одной из этих партий имело место нарушение технологического режима - испытывают дополнительно еще 1 трубу из этой партии;
б) на стадии освоения производства, а также в том случае, когда прочности и самонапряжения бетона после ТВО + ПВВ составляют менее 50 % относительно требуемых (см. п. 9.5 настоящих Рекомендаций), необходимо провести дополнительные испытания труб путем опрессовки при нормативном давлении Рн: в первом случае испытывают 1 трубу от суточного выпуска, во втором - 1 трубу от сменного выпуска.
8.4. Испытание самонапряженных труб внутренним давлением производят на стенде с заглушками, имитирующими стыковые соединения трубопровода, при:
ступенчатом (ΔР=0,2 МПа) повышении давления (опрессовка и испытание на трещиностойкость) со скоростью 0,1 МПа/мин;
выдерживанием на каждой ступени в течение 10 мин;
замером деформаций стенки трубы в кольцевом направлении. Относительные деформации ε замеряют с помощью рычажных тензометров на базе 100 мм (при этом цена деления соответствует 1·10-5), устанавливаемых перед испытанием на поверхности стального цилиндра в кольцевом направлении в 3 - 5 точках по его длине (см. рис. 4, прил. 1).
Примечание: 1. Трубы испытывают в водонасыщенном состоянии. Если до испытания имело место воздушное хранение продолжительностью более 12 ч, перед испытанием трубы необходимо выдержать в воде не менее 3 сут.
2. Опрессовку труб проводят после окончания цикла ТВО + ПВВ при Рн1 = 0,7н, испытание на трещиностойкость - в возрасте не менее 3 сут при Рт3 = 0,8Рт.
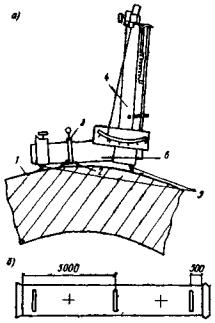
Рис. 4. Схема расположения тензометров на поверхности стального цилиндра
а - в кольцевом направлении; б - по длине
1 - поверхность цилиндра; 2 - петля (на поверхности цилиндра) для крепления тензометра; 3 - крючок (на базе тензометра), не касающийся поверхности цилиндра; 4 - тензометр; 5 - опорные призмы; 6 - база тензометра
8.5. Трубы считаются выдержавшими испытание на прочность и трещиностойкость, если значение не превышают указанных в табл. 3.
В противном случае всю партию труб необходимо выдержать в течение 7 сут в воде при t= 20 - 25 °С и одну из труб испытать опрессовкой (при Рн ) и на трещиностойкость (при Рт).
|
Класс трубы |
Предельные относительные деформации при испытании давлением, МПа |
|||
|
при опрессовке |
на трещиностойкость |
|||
|
ε/Рн1, |
ε/Рн |
ε/Рт3 |
ε/Рт |
|
|
I |
21·10-5/1,3 |
29·10-5/1,8 |
37·10-5/2,0 |
45·10-5/2,4 |
|
II |
14·10-5/0,84 |
23·10-5/1,2 |
23·10-5/1,20 |
28·10-5/1,5 |
|
III |
6·10-5/0,42 |
9·10-5/0,6 |
13,5·10-5/0,8 |
18,5·1-5/1,0 |
Примечание. Рн1 ≈ 0,7Рн; Рт3≈ 0,8Рт , где индексы 1 и 3 - возраст бетона к моменту испытаний.
Если и после повторных испытаний значение ε будет выше указанных в табл. 3, всю партию труб следует отнести к соответствующему (более низкому) классу.
8.6. После испытаний внутренним давлением, замеров и визуального контроля каждую трубу маркируют путем нанесения несмываемой краски на наружную поверхность раструба с указанием предприятия-изготовителя, марки трубы, даты ее изготовления и приемки ОТК, а также массы трубы и номера партии. На каждую партию составляется паспорт.
8.7. Готовые изделия хранят на складе рассортированными по партиям с учетом даты изготовления, уложенными в штабеля высотой в 4 трубы.
8.8. Общая технологическая схема производства самонапряженных напорных раструбных труб со стальным цилиндром приведена на рис. 5.
9. КОНТРОЛЬ КАЧЕСТВА САМОНАПРЯЖЕННОГО БЕТОНА
9.1. Контроль качества бетона производят 1 раз в смену, а также при изменении состава бетона, качества составляющих или при нарушении режима ТВО на образцах-призмах размером 4×4×16 или 5×5×20 см, твердевших в условиях, адекватных условиям твердения изделий:
а) по самонапряжению - на образцах, твердевших при связанном расширении (в динамометрических кондукторах);
б) по прочности - на образцах, твердевших при свободном (в обычных формах) и при связанном (в динамометрических кондукторах) расширении.
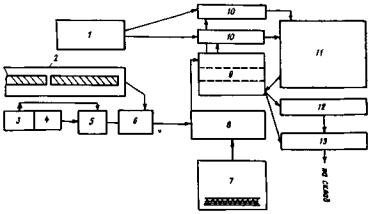
Рис. 5. Технологическая схема производства самонапряженных труб со стальным цилиндром
1 - приготовление бетонной смеси; 2 - изготовление стальных цилиндров; 3,4 - изготовление втулок и раструбов с элементами ужесточения; 5 - металлизация втулок и раструбов; 6 - сборка и испытание стальных цилиндров; 7 - изготовление арматурных каркасов; 8 - оснащение стального цилиндра арматурным каркасом; 9 - стапели для установки бандажей на стальные цилиндры (перед центрифугированием) и освобождения от них готовых изделий; 10 - посты центрифугирования; 11 - камеры для гидроизотермальной обработки; 12 - испытание труб; 13 - пост защиты стального цилиндра от коррозии
9.2. Контрольные образцы изготовляют в лаборатории:
а) либо из пробы сухой смеси, отобранной из бетоносмесителя с последующим затворением водой до В/Ц, близкого к В/Ц при центрифугировании - 0,32 - 0,35;
б) либо из пробы смеси, отобранной из бетоносмесителя пока значение В/Ц при порционной подаче воды не превышает 0,35.
Подвижность смеси при изготовлении образцов должна обеспечивать качественное уплотнение на лабораторной виброплощадке.
Общее число контрольных образцов - 9 шт, из которых 6 шт - для твердения при связанном расширении и 3 шт - для твердения при свободном расширении.
9.3. Контроль прочности бетона производят путем испытаний образцов-призм на растяжение при изгибе Rр.u, затем их половинок на сжатие Rсж:
а) после ТВО + ПВВ . . . . . . . . . . . . . . . . . на образцах свободного расширения
б) одновременно с испытанием трубы внутренним давлением . . . . . . на образцах связанного расширения
в) в возрасте 28 сут . . . . . . . . . . . . . . . . . . то же
9.4. Контроль самонапряжения бетона осуществляют путем обмера кондукторов с образцами по методике ТУ 21-20-18-20 или СН 511-78 в сроки, указанные в п. 9.3 настоящих Рекомендаций. Величину самонапряжения σδ- определяют по формуле
σδ =KΔl,
где K - коэффициент, соответствующий изменению напряжения в образцах-призмах при деформации кондуктора с образцом на 0,01 мм и принимаемый равным:
для призм размером 4×4×16 мм . . . . . . . K = 0,125 МПа;
для призм размером 5×5×20 мм . . . . . . . K = 0,1 МПа;
Δl- деформации кондуктора с образцом относительного исходного замера без образца (в сотых долях миллиметра).
Примечание. Замеры самонапряжения бетона образцов следует производить в водонасыщенном состоянии (минимальная продолжительность водонасыщения после воздушного хранения - 3 сут) при нормальной температуре кондуктора. Охлаждение кондуктора допускается только с помощью холодной воды. Воздушное охлаждение запрещается.
9.5. При контроле качества изделий следует исходить из следующих требований:
а) прочность на сжатиеRсж должна быть не менее:
после ТВО + ПВВ - Rсж= 15 МПа;
в возрасте 28 сут + Rсж= 40 МПа;
б) прочность на растяжение при изгибе Rр.uи по самонапряжению σδ в возрасте 28 сут - не менее:
![]()
![]()
в) эффективная прочность Rэ= σδ
+ 0,6Rр.u для труб классов Iи II в возрасте 28 сут - не менее
![]()
Приложение 1
Таблица 4.
ПЕРЕЧЕНЬ ДОПОЛНИТЕЛЬНОГО ОБОРУДОВАНИЯ ЛАБОРАТОРИИ И ОТК, НЕОБХОДИМОГО ДЛЯ КОНТРОЛЯ КАЧЕСТВА НАПРЯГАЮЩЕГО ЦЕМЕНТА И БЕТОНА
|
Оборудование |
Назначение |
Количество |
|
Динамометрические кондукторы размером, см |
Для обеспечения условий твердения образцов-призм с ограничением их деформации в течение контрольного срока (связанное расширение): |
|
|
4×4×16 |
при испытании НЦ по ТУ 21-20-18-80 (σ,R) |
30 шт. |
|
5×5×20 |
для контроля напрягающего бетона (σ,R) |
С учетом периодичности контроля (6 шт. в смену), но не менее 30 шт. |
|
Съемная оснастка (борта и днища) к динамометрическим кондукторам размером, см: |
Для изготовления образцов-призм связанного расширения (суточная оборачиваемость) |
|
|
4×4×16 |
|
30 шт. |
|
5×5×20 |
|
30 шт. |
|
Измерительное устройство, в том числе: стойка индикатор часового типа с ценой деления 0,01 |
Для замера удлинения образцов-призм связанного расширения и выгиба пластин кондукторов |
3 шт. |
|
Набор стальных эталонов |
Для поверки измерительного устройства и установки исходного положения индикатора при замерах кондукторов или призм свободного расширения |
По 2 комплекта к каждому измерительному устройству |
|
Емкость с водой |
Для твердения (хранения) контрольных образцов |
В зависимости от количества образцов |
|
Тензометры (рычажные с базой 100 мм) |
Для замера деформаций стального цилиндра |
10 шт. |
Примечания: 1. За чертежами на кондукторы и их оснастку, а также на стойку и эталоны к измерительному устройству, следует обращаться в НИИЖБ. 2. Индикаторы часового типа выпускаются заводом "Красный инструментальщик" (Киров. ул. Маркса, 18), тензометры рычажные - заводом ЗОКИО Госстроя СССР (Москва, 2-я Институтская ул., д. 6).
Приложение 2
СПОСОБ КОНТРОЛЯ ЗАВЕРШЕНИЯ ПРОЦЕССА УПЛОТНЕНИЯ ПРИ ЦЕНТРИФУГИРОВАНИИ ТРУБЧАТЫХ ИЗДЕЛИЙ*
*А.с. № 1020776. Способ контроля завершения процесса центрифугирования трубчатых железобетонных изделий./С.А. Селиванова, А.Г. Каганов. - Б.И., 1983, № 20.
1. Данный способ контроля заключается в оценке изменения влажности в пробах шлама, отбираемых небольшими порциями последовательно в процессе центрифугирования. Контроль завершения уплотнения производится с периодичностью, соответствующей действующим технологическим регламентам, а также при замене материалов и изменении условий формования.
2. Первую пробу шлама отбирают примерно во второй половине технологического цикла, последующие - с интервалом, равным не более четверти расчетного технологического цикла.
3. Процесс уплотнения считается завершенным, если

где ![]() - соответственно
последующая и предыдущая проба.
- соответственно
последующая и предыдущая проба.
4. Время от начала уплотнения до момента отбора пробы ![]() принимают
за продолжительность уплотнения данной бетонной смеси при данных условиях
формования.
принимают
за продолжительность уплотнения данной бетонной смеси при данных условиях
формования.
5. Для осуществления контроля необходимы:
пробоотборник - емкость с высотой бортов 3 - 4 мм и основанием, повторяющим очертание внутренней поверхности трубы (остальные его габариты задаются из условия обеспечения отбора пробы в количестве 100 - 200 гр);
противени для высушивания проб, 1 комплект (6 шт.);
сушильный шкаф;
весы.
6. Перед отбором пробы центрифугу останавливают. Отбор пробы шлама производят из нижней части трубы путем погружения пробоотборника в шлам на одинаковую для всех проб глубину, которая ориентировочно определяется высотой бортов пробоотборника. Затем шлам переливают в противень, высушивают и определяют влажность отобранной пробы, %
![]()
где Y1и Y2 - масса шлама соответственно до и после высушивания.
Приложение 3
САМОНАПРЯЖЕННАЯ ТРУБА СО СТАЛЬНЫМ ЦИЛИНДРОМ
Для обеспечения гидромелиоративного строительства к 1981 г. задействовано около 60 предприятий по выпуску предварительно напряженных труб на эксплуатационное давление 1 - 1,5 МПа, объем выпуска которых в настоящее время составляет 2000 км/год.
Однако качество таких труб не всегда отвечает требованиям эксплуатационных условий, что в большей мере связано c самой конструкцией трубы. В частности, наличие необжатого защитного слоя бетона, подверженного повышенному трещинообразованию создает благоприятные условия для развития коррозии преднапряженной арматуры и стального цилиндра и преждевременного выхода их из строя, а центральное расположение стального цилиндра по сечению трубы уменьшает ее поперечную прочность при действии внешних нагрузок от вышележащего слоя почвы и подвижных объектов.
С целью повышения несущей способности и долговечности труб с остальным цилиндром была разработана новая усовершенствованная конструкция - труба напорная самонапряженная со стальным цилиндром* (схемы напорных труб со стальным цилиндром той и другой конструкции приведены на рис. 6).
*А.с. 994851. Многослойная армированная труба / В.В. Михайлов, И.Н. Дмитриев, А.Д. Деминов и др. - Б.И., 1983, № 5.
Отличительной особенностью нового решения является применение напрягающего бетона с размещением всего его объема внутри стального цилиндра, что позволяет в наиболее полной мере использовать свойства напрягающего цемента и создать условия для его твердения, близкие к объемному ограничению деформаций, в результате чего обеспечивается формирование структуры повышенной плотности, прочности на растяжение и сжатие, а также равномерное обжатие бетона по всему сечению трубы и предварительное растяжение всего металла конструкции (стальной цилиндр и арматурный каркас, располагающийся в слое бетона) без применения специальных механических приемов.
Защита наружной поверхности стального цилиндра от коррозии обеспечивается путем нанесения изоляционных материалов, указанных в ГОСТ 9.015-74, а также более новых, отвечающих тем же требованиям.
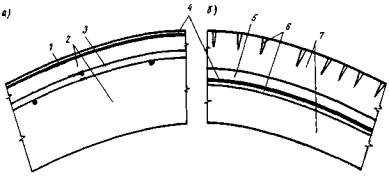
Рис. 6. Напорные трубы со стальным цилиндром
а - самонапряженная; б - железобетонная преднапряженная
1 - резино-битумная защита с бумажным обертыванием; 2 - напрягающий бетон; 3 - арматурный каркас; 4 - стальной цилиндр; 5 - преднапряженная арматура в виде обмотки; 6 - дефекты в виде усадочных трещин и отслоений (характерно только для преднапряженной трубы); 7 - наружный и внутренний слой из мелкозернистого бетона
Защита внутренней поверхности стального цилиндра и арматурного каркаса от проникновения транспортируемой жидкости обеспечивается слоем напрягающего бетона, который сохраняет свою целостность при нагрузках от внутреннего давления, на 20 % превышающих эксплуатационные.
Самонапряженные трубы характеризуются возрастанием несущей способности в процессе эксплуатации трубопровода благодаря свойству НЦ увеличивать в течение года прочность бетона в 1,2-1,4 раза. При этом они обладают способностью выполнять своифункции даже при полной коррозии стального цилиндра (случай исчерпания действия защитного покрытия) в диапазоне эксплуатационных давлений 0,6 - 1,5МПа (см. табл. 5), в то время как преднапряженная труба полностью утрачивает свои функции.
Самонапряженные напорные трубы со стальным цилиндром изготовляются на основе напрягающего цемента, выпускаемого промышленностью по ТУ 21-20-18-80 Минпромстройматериалов СССР.
При работе с напрягающим цементом особые технологические требования предъявляются только на стадии тепловой обработки, однако при наличии на предприятии нескольких видов цемента необходимо принимать меры для обеспечения чистоты использования напрягающего цемента в деле.
Сравнительные характеристики напорных железобетонных труб со стальным цилиндром диаметром Dy= 500 мм и их металлоемкость с учетом долговечности 50 лет
|
Вид трубы* |
Внутреннее давление после коррозии стального цилиндра для труб с Рн=1,8 МПа |
Внешняя нагрузка на трубу, кН, для конструкции |
Расход металла, т/км |
||||||
|
в целом до коррозии при |
после коррозии стального цилиндра при |
без учета срока службы |
с учетом срока службы 50 лет |
||||||
|
раскрытии трещин до, мм |
разрушении |
раскрытии трещин до, мм |
разрушении |
||||||
|
0,05 |
0,2 |
0,05 |
0,2 |
||||||
|
Преднапряженная со стальным цилиндром δ = 1,5 мм |
0 |
17 |
40 |
60 |
0 |
0 |
0 |
38,7 |
77***> 194 |
|
Самонапряженная со стальным цилиндром δ = 1,5 мм и арматурным каркасом: |
|
|
|
|
|
|
|
|
|
|
усиленным |
1,8** |
80 |
120 |
250 |
70 |
100 |
180 |
38,3 |
38,3 |
|
легким |
1,2** |
70 |
100 |
250 |
60 |
90 |
160 |
31,5 |
31,5 |
|
То же, δ= 2 мм (без арматурного каркаса) |
0,7** |
70 |
100 |
250 |
60 |
90 |
150 |
33,0 |
33,0 |
*Срок эксплуатации принят: преднапряженной трубы - 10 лет в агрессивном и 25 лет в нормальном грунте; самонапряженной - 50 лет в том и другом грунте.
**После коррозии стального цилиндра воспринимает эксплуатационные нагрузки классов соответственно I, II и III.
***Над чертой - в нормальных грунтах, под чертой - в агрессивных.
Производство самонапряженных труб целесообразно организовывать в первую очередь на действующих предприятиях по выпуску предварительно-напряженных напорных труб со стальным цилиндром. Использование основного технологического оборудования, несмотря на введение при этом новых постов (размещение готовых арматурных каркасов в стальном цилиндре и защита наружной поверхности последнего от коррозии) позволяет в целом упростить технологию изготовления (исключается такие переделы, как навивка преднапряженной арматуры, формование наружного слоя и второй цикл тепловой обработки), повысить несущую способность и долговечность, а также снизить металлоемкость напорных труб со стальным цилиндром.
Сравнительные характеристики напорных труб со стальным цилиндром (предварительно-напряженных и самонапряженных) по средним результатам испытаний с учетом долговечности и металлоемкость приведена в табл. 5