![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
СП 42-102-96 Свод правил по применению стальных труб для строительства систем газоснабжения.
АО Росгазификация
АО ГИПРОНИИГАЗ
головной научно-исследовательский и проектный институт
по использованию газа в народном хозяйстве
СВОД ПРАВИЛ
ПО ПРИМЕНЕНИЮ СТАЛЬНЫХ ТРУБ ДЛЯ
СТРОИТЕЛЬСТВА СИСТЕМ ГАЗОСНАБЖЕНИЯ
СП 42-102-96
Предисловие
1 РАЗРАБОТАНЫ Головным научно-исследовательским и проектным институтом по использованию газа в народном хозяйстве АО «Гипрониигаз» и Уральским Научно-Исследовательским институтом трубной промышленности АО «УралНИТИ».
2 СОГЛАСОВАНЫ Госгортехнадзором России, письмо № 14-11/298 от 14.10.96 г.
3 ОДОБРЕНЫ Минстроем России, письмо № 13-500 от 31.07.96 г.
4 ПРИНЯТЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ АО Росгазификации, приказ № 48 П от 29.10.96 с 01.12.96
5 ВВЕДЕНЫ ВПЕРВЫЕ
ИСПОЛНИТЕЛИ
В.Г. Голик, канд. эконом. наук; Х.М. Акчурин (руководитель темы); Г.И. Зубаилов; В.С. Волков, канд. техн. наук; Ю.И. Пашков, доктор техн. наук; Л.К. Самохвалова; А.Б. Каплан
СВОД ПРАВИЛ
ПО ПРИМЕНЕНИЮ СТАЛЬНЫХ ТРУБ ДЛЯ
СТРОИТЕЛЬСТВА СИСТЕМ ГАЗОСНАБЖЕНИЯ
СП 42-102-96
Содержание
Дата введения 1 декабря 1996 г.
1 Область применения
1.1 Настоящий свод правил разработан в соответствии с системой нормативных документов в строительства (СНиП 10-01-94) в развитие СНиП 2.04.08-87* в части выбора стальных труб для строительства газопроводов городов, поселков и сельских населенных пунктов, промышленных, коммунальных и сельскохозяйственных предприятий, а также межпоселковых газопроводов и внеплощадочных газопроводов промышленных предприятий, использующих газ в качестве топлива и сырья.
1.2 Требования настоящего СП рекомендуется соблюдать при выборе стальных труб для вновь проектируемых, реконструируемых, расширяемых, строящихся и эксплуатирующихся подземных, надземных, наземных и внутренних систем газоснабжения (в дальнейшем «газопроводы»), сооружаемых на территории городов, поселков, сельских населенных пунктов, а также других объектов, на которые распространяется действие СНиП 2.04.08-87*.
2 Общие требования
2.1 Для строительства газопроводов должны применяться трубы, удовлетворяющие требованиям государственных стандартов и технических условий, утвержденных в установленном порядке, а также требованиям СНиП 2.04.08-87* и сопровождаться документом о качестве (сертификатом) в соответствии с ГОСТ 10692-80. Изготовитель труб должен гарантировать, что трубы выдержат гидравлическое давление, величина которого соответствует требованиям стандартов или технических условий, по которым они изготовлены.
2.2 Марка стали труб, требования по ее химическому составу и степени раскисления должны соответствовать требованиям СНиП 2.04.08-87* и настоящего СП и указываться в заказе на поставку.
3 Выбор труб
3.1 Трубы для систем газоснабжения давлением до 1,6 МПа (16 кгс/см2) включительно в зависимости от расчетной температуры наружного воздуха следует применять:
По таблице 1 - для наружных надземных и наземных газопроводов, прокладываемых в районах с расчетной температурой наружного воздуха не ниже минус 40 °С, а также подземных и внутренних газопроводов, стенки которых не охлаждаются до температуры ниже минус 40 °С независимо от района строительства;
По таблице 2 - для наружных надземных и наземных газопроводов, прокладываемых в районах с расчетной температурой наружного воздуха ниже минус 40 °С, а также подземных газопроводов, стенки которых могут охлаждаться до температуры ниже минус 40 °С.
3.2 Диаметр трубы должен определяться расчетом в соответствии с требованиями СНиП 2.04.08-87* и приниматься равным значению ближайшего большего из диаметров выпускаемых труб.
3.3 Толщина стенки труб для газопроводов должна определяться по расчету в соответствии с требованиями СНиП 2.04.08-87* и СНиП 2.04.12-86 «Расчет на прочность стальных трубопроводов» и приниматься равной значению ближайшей большей из толщин выпускаемых труб. Приведенные в таблицах 1, 2, 3, 4 толщины стенок труб являются минимально допустимыми, либо минимально выпускаемыми отечественными заводами. Допускается применение труб с большими толщинами стенки, исходя из возможности потребителя.
Для подземных газопроводов следует применять трубы с наружным диаметром не менее 32 мм и толщиной стенки 3 мм и более, но не менее указанных в соответствующих таблицах.
3.4 Для газопроводов жидкой фазы сжиженных углеводородных газов следует применять, как правило, бесшовные трубы. Допускается использование электросварных труб, отвечающих требованиям СНиП 2.04.08-87* при условии прохождения 100 % контроля сварного шва неразрушающими физическими методами, а трубы диаметром 50 мм и более, кроме того, должны выдержать испытание сварного шва на растяжение.
3.5 Для систем газоснабжения, сооружаемых в районах с расчетной температурой до минус 40 °С включительно, следует применять трубы, изготовленные, как правило, из углеродистой стали обыкновенного качества по ГОСТ 380-88 или качественной по ГОСТ 1050-88.
3.6 Детали резьбовых соединений внутренних и наружных (надземных) газопроводов могут изготавливаться из водогазопроводных (ГОСТ 3262-75) или других труб, предусмотренных в таблицах 1, 2 настоящего СП, с размерами (толщина стенки, наружный диаметр), обеспечивающими получение резьбы методом нарезки. В случае применения тонкостенных труб для изготовления гнутых деталей и деталей с резьбой, получаемой методом накатки, трубы принимаются по таблицам 3 и 4 соответственно.
3.7 Допускается применять для строительства газопроводов трубы отечественного производства, изготовляемые по государственным стандартам или техническим условиям, утвержденным в установленном порядке, но не включенным в таблицы 1, 2, 3, 4 настоящего СП, а также трубы зарубежного производства при условии, что они соответствуют требованиям СНиП 2.04.08-87* и настоящего СП. Возможность замены труб, принятых в проекте, должна определяться организацией - автором проекта.
3.8 Возможность применения труб, изготовленных заводами, указанными в таблицах 1 и 2 в соответствии с государственными стандартами и техническими условиями, приведенными в настоящем СП из полуспокойной и кипящей стали, регламентируется таблицей 7.
3.9 Механические свойства основного металла и сварного соединения труб должны соответствовать требованиям государственных стандартов и технических условий, по которым они изготовлены. В случаях, когда нормативно-техническая документация на трубы не предусматривает нормирования механических свойств металла труб, а также в случаях, предусмотренных п. 3.7 настоящего СП, механические свойства основного металла труб, в зависимости от способа их изготовления, должны соответствовать таблице 5 или 6.
3.10 Трубы по ГОСТ 8731-74, изготовленные из слитка разрешается использовать только при условии 100 % контроля металла труб физическими методами. Данное требование должно отражаться в заказе на поставку. Перечень труб, изготавливаемых из слитка в зависимости от диаметра и завода-изготовителя приведен в справочном приложении А.
3.11 Перечень заводов, изготавливающих трубы, приведенные в таблицах 1 и 2, указан в приложении Б.
|
Стандарт или технические условия на трубу |
Марка стали, стандарт на сталь |
Наружный диаметр трубы, мм |
Толщина стенки трубы газопровода (минимальная), мм, при рабочем давлении до 1,6 МПа (16 кгс/см2) включительно |
Завод-изготовитель (порядковый номер согласно приложению Б) |
|
1 |
2 |
3 |
4 |
5 |
|
ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ |
||||
|
1 ГОСТ 10705-80 (группа В) ГОСТ 10704-91 |
Ст2сп Ст3сп Ст4сп ГОСТ 380-88 08; 10; 15; 20 |
10 20 22 26 32 38 45 57 76 89 102 108 114 159 168 219 273 325 377 426 530 |
1,2 2 2 2 2 2 2 2 2 2,5 2,5 3 3 4 4,5 4,5 4,5 5 6 6 6 |
10 5,9 2,5,9,10 4,9,10,11 2,9,11 1,9,11 2,9,11 1,2,4,5,9,10 1,4,5,7,9,10,12 4,5,7,9,10,12 7,9,10,12 9,10 1,5,7,9,10,12 1,4,10 4,10 1,4,10 4 4 4 4 4 |
|
2 ТУ 14-3-943-80 |
Ст2сп Ст3сп ГОСТ 380-88 10, 20 17Г1С |
219 273 325 377 426 530 |
4,5 4,5 5 6 6 6 |
4 4 4 4 4 4 |
|
3 ГОСТ 20295-85 (тип 1 - изготовленные контактной сваркой токами высокой частоты, тип 3 - изготовленные электродуговой сваркой) |
Ст2сп (К 34) Ст3сп (К 38) ГОСТ 380-88 08, 10 (К 34) 15 (К 38) 20 (К 42) 17Г1С (К 52) 17ГС (К 52) категорий 6-8 |
159 168 219 273 325 377 426 530 630 720 |
4,5 5 5 5 5 6 6 6 7 7 |
4,10 4,10 4,10 4 4 4 4 4,13 4 4,13 |
|
4 ТУ 14-3-1399-95 |
Ст3сп ГОСТ 380-88 10, 20 |
219 273 325 377 426 |
4,8 4,8 5 6 6 |
4 4 4 4 4 |
|
(группа В) ГОСТ 10704-76 |
Ст2сп Ст3сп ГОСТ 380-88 17Г1С, 17ГС |
530 630 720 |
6 7 8 |
4,13 4 4,13 |
|
6 ТУ 14-3Р-13-95 |
Ст2сп, Ст3сп, ГОСТ 380-88 10, 20, |
20 21,3 25 26,8 32 33,5 40 42,3 48 57 60 76 89 102 108 114 159 |
2 2,8 2,5 2,8 2,5 3,2 2,5 3,2 3,5 3,5 3,5 3,5 3,5 3,5 3,5 3,5 4 |
8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 |
|
ЭЛЕКТРОСВАРНЫЕ СПИРАЛЬШОВНЫЕ |
||||
|
7 ГОСТ 20295-85 (тип 2 - изготовленные электродуговой сваркой) |
Ст2сп (К 34) Ст3сп (К 38) ГОСТ 380-88 08, 10 (К 34) 15 (К 38) 20 (К 42) 17Г1С (К 52) 17ГС (К 52) категорий 6-8 |
159 219 273 325 377 530 630 720 820 |
4,5 5 6 6 6 6 7 7 8 |
1 1 1 1 1 3 3 3 3 |
|
8 ГОСТ 8696-74 (группа В) |
Ст2сп Ст3сп ГОСТ 380-88 08, 10, 20 17Г1С, 09Г2С |
159 168 219 273 325 377 426 530 630 720 |
4,5 4,5 4,5 4,5 5 6 6 6 6 7 |
1 1 1 1 1,3 1,3 1,3 3 3 3
|
|
9 ТУ 14-3-808-76 |
20 |
530 630 720 |
8 8 8 |
3 3 3 |
|
10 ТУ 33-350-92 с противокоррозионным покрытием по ТУ 102-176-85 и без него |
Ст2сп (К 34) Ст3сп (К 38) ГОСТ 380-88 08, 10 (К 34) 15 (К 38) 20 (К 42) |
159 168 219 273 325 377 |
4,5 4,5 4,5 4,5 5 6 |
1 1 1 1 1 1 |
|
БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ |
||||
|
11 ГОСТ 8731-74 (группа В и Г) ГОСТ 8732-78 |
Ст2сп, Ст4сп ГОСТ 380-88 10, 20 09Г2С 10Г2 |
45 57 76 89 102 108 114 127 133 159 168 219 273 325 377 426 530 |
3,5 3,5 3,5 3,5 4 4 4 4 4 4,5 5 6 7 9 9 9 9 |
3, 9 3, 9, 11 3, 9, 11 3, 9, 11 3, 9 3, 9, 12*, 13 3, 9, 11, 12*, 13 3, 9, 11, 12*, 13 3, 9, 12*, 13 3, 9, 11, 12* 3, 9, 10, 12* 3, 9, 10*, 12* 3, 10*, 13* 3, 13* 3, 13* 3, 13* 13* |
|
12 ТУ 14-3-190-82 |
10, 20 09Г2С 10Г2 |
57 76 89 108 114 127 133 159 168 219 377 426 |
3,5 3,5 3,5 4 4 4 4 4,5 5 6 9 9 |
9, 11 9, 11 9, 11 9, 11, 13 9, 11, 13 9, 11, 13 9, 11, 13 9, 11 9, 11 9, 11 13 13 |
|
БЕСШОВНЫЕ ХОЛОДНОДЕФОРМИРОВАННЫЕ И ТЕПЛОДЕФОРМИРОВАННЫЕ |
||||
|
13 ГОСТ 8733-74 (группа В и Г) ГОСТ 8734-75 |
10, 20 10Г2 |
10 20 22 26 32 38 45 48 57 60 76 102 108 |
1,2 2 2 2 2 2 2 3 3 3 3 3 3 |
9, 11 9, 11 9, 11 9, 11 9, 11 9, 11 9, 11 9, 11 9, 11 9, 11 9 13 13 |
|
ВОДОГАЗОПРОВОДНЫЕ |
||||
|
14 ГОСТ 3262-75 (черные, обыкновенные и легкие) |
В соответствии с ГОСТ 3262-75 |
21,3 (Ду 15) 26,8 (Ду 20) 33,5 (Ду 25) 42,3 (Ду 32) 48,0 (Ду 40) 60,0 (Ду 50) 75,5 (Ду 65) 88,5 (Ду 80) 114,0 (Ду 100) |
2,5 2,5 2,8 2,8 3,0 3,0 3,2 3,5 4,0 |
2,5,7,8,9,10,12,13 2,4,5,7,8,9,10,12,13 2,4,5,7,8,9,10,12,13 2,4,5,7,8,9,10,12,13 2,4,5,7,8,9,10,12,13 2,4,5,7,8,9,10,12,13 4,7,8,9,10,12,13 4,5,7,8,9,10,12,13 5,7,8,9,10,12 |
|
Примечания: 1 Трубы по пп. 11, 12 и 13 экономически целесообразно применять, как правило, для газопроводов жидкой фазы СУГ. 2 Заводы-изготовители труб по п. 11, обозначенные * выпускают трубы данного диаметра только из слитка. 3 Трубы по п. 11 завода 3 применять как исключение из-за экономической нецелесообразности. 4 Трубы по п. 14 с условным диаметром до Ду 32 мм включительно применять для газопроводов только природного газа с давлением до 1,2 МПа (за исключением вводов в здания давлением свыше 0,005 МПа), с условным диаметром 50 мм и более только для газопроводов природного газа низкого давления. |
||||
|
Стандарт или технические условия на трубу |
Марка стали, стандарт на сталь |
Наружный диаметр трубы, мм |
Толщина стенки трубы газопровода (минимальная), мм, при рабочем давлении до 1,6 МПа (16 кгс/см2) включительно |
Завод-изготовитель (порядковый номер согласно приложению Б) |
|
1 |
2 |
3 |
4 |
5 |
|
ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ |
||||
|
1 ГОСТ 10705-80 (группа В) |
Ст3сп ГОСТ 380-88 08; 10; 15; 20 |
10 20 22 26 32 38 45 57 76 89 102 108 114 |
1,2 2 2 2 2 2 2 2 3 3 3 3 3 |
10 5,9 2,5,9,10 4,9,10,11 2,9,11 1,9,11 2,9,11 1,2,4,5,9,10 1,4,5,7,9,10,12 4,5,7,9,10,12 7,9,10,12 9,10 1,5,7,9,10,12 |
|
(тип 3 - изготовленные электродуговой сваркой) |
17Г1С (К 52) 17ГС (К 52) категорий 6-8 |
530 720 820 |
7 7,5 8,5 |
4,13 4,13 4 |
|
3 ТУ 14-3-1138-82 |
17Г1С (К 52) категорий 6-8 |
1020 1220 |
10 12 |
13 13 |
|
ЭЛЕКТРОСВАРНЫЕ СПИРАЛЬНОШОВНЫЕ |
||||
|
(тип 2 - изготовленные электродуговой сваркой) |
17Г1С (К 52) 17ГС (К 52) категорий 6-8 |
720 820 |
8 8,5 |
3 3 |
|
5 ТУ 14-3-721-78 |
17Г1С 17Г2СФ |
820 1020 1220 |
8 9 10 |
3 3 3 |
|
БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ |
||||
|
6 ГОСТ 8731-74 (группа В и Г) ГОСТ 8732-78 |
10, 20 |
45 57 76 89 102 108 114 |
3,5 3,5 3,5 3,5 4 4 4 |
3,9 3,9,11 3,9,11 3,9,11 3,9 3,9,12*,13 3,9,11,12*,13 |
|
|
17ГС, 09Г2С катег.6 10Г2 |
127 133 159 168 219 273 325 377 426 |
4 4 4,5 5 6 7 9 9 9 |
3,9 3,9 3,9 3,9 3,9 3 3 3 3,9 |
|
7 ТУ 14-3-190-82 |
10, 20 |
57 76 89 108 114 |
3,5 3,5 3,5 4 4 |
9,11 9,11 9,11 9,11,13 9,11,13 |
|
|
09Г2С 10Г2 |
127 133 159 168 219 |
4 4 4,5 5 6 |
9 9 9 9 9 |
|
8 ТУ 14-3-1128-82 |
20 |
57 76 89 102 108 114 |
4 4 4 4 4 4 |
9 9 9 9 9,13 9,13 |
|
|
09Г2С катег. 6-8 |
127 133 159 168 219 377 426 |
5 5 5 5 6 8 9 9 |
9,13 9 9 9 9 9 13 13 |
|
БЕСШОВНЫЕ ХОЛОДНОДЕФОРМИРОВАННЫЕ И ТЕПЛОДЕФОРМИРОВАННЫЕ |
||||
|
9 ГОСТ 8733-74 (группа В и Г) ГОСТ 8734-75 |
10, 20 10Г2 |
10 20 22 26 32 38 45 48 57 60 76 102 108 |
1,2 2 2 2 2 2 2 3 3 3 3 3 3 |
9,11 9,11 9,11 9,11 9,11 9,11 9,11 9,11 9,11 9,11 9 13 13 |
|
ВОДОГАЗОПРОВОДНЫЕ |
||||
|
10 ГОСТ 3262-75 (черные, обыкновенные легкие печной сварки) |
В соответствии с ГОСТ 3262-75 |
21,3 (Ду 15) 26,8 (Ду 20) 33,5 (Ду 25) 42,3 (Ду 32) 48,0 (Ду 40) 60,0 (Ду 50) 75,5 (Ду 65) 88,5 (Ду 80) |
2,5 2,5 2,8 2,8 3,0 3,0 3,5 3,5 |
12,13 12,13 12,13 12,13 12,13 12,13 12,13 12,13 |
|
Примечания: 1 Толщина стенки труб по п.1 не должна превышать 4 мм, трубы с толщиной стенки 3 мм и более должны быть термически обработанными. 2 Трубы по пп. 6,7,8 и 9 экономически целесообразно применять, как правило, для газопроводов жидкой фазы СУГ 3 Заводы - изготовители труб по п.6, обозначенные * выпускают трубы данного диаметра только из слитка. 4 Трубы по п. 6 завода 3 применять как исключение из-за экономической нецелесообразности. 5 Трубы по п. 10 применять только печной сварки для газопроводов природного газа и паровой фазы СУГ низкого давления (не выше 0,005 МПа). |
||||
|
Наружный диаметр трубы, мм |
Толщина стенки трубы, мм |
Радиус гиба трубы, мм |
Угол расположения сварного шва от плоскости гиба, градус |
|
|
трубы без термообработки |
трубы термообработанной |
|||
|
ГОСТ 10704-91 / 10705-80 (группа В) |
||||
|
20,0 |
2,0 |
70 |
0-180 |
0-180 |
|
26,0 |
2,0 |
91 |
0-135 |
0-180 |
|
26,0 |
2,2 |
91 |
90-180 |
0-180 |
|
26,0 |
2,5 |
91 |
90-180 |
0-180 |
|
|
|
|
|
|
|
32,0 |
2,5 |
112 |
90-180 |
0-180 |
|
32,0 |
2,8 |
112 |
90-180 |
0-180 |
|
32,0 |
3,0 |
112 |
90-180 |
0-180 |
|
|
|
|
|
|
|
33,0 |
2,8 |
112 |
90-180 |
0-180 |
|
33,0 |
3,0 |
112 |
90-180 |
0-180 |
|
|
|
|
|
|
|
42,0 |
3,0 |
147 |
90-180 |
0-180 |
|
48,0 |
3,0 |
168 |
90-180 |
0-180 |
|
60,0 |
3,0 |
210 |
90-180 |
0-180 |
|
|
|
|
|
|
|
21,3 |
2,35 |
70 |
0-180 |
0-180 |
|
21,3 |
2,5 |
70 |
0-180 |
0-180 |
|
20,0 |
2,5 |
70 |
0-180 |
0-180 |
|
26,0 |
2,5 |
91 |
0-180 |
0-180 |
|
26,8 |
2,5 |
91 |
90-180 |
0-180 |
|
32,0 |
2,8 |
112 |
90-180 |
0-180 |
|
33,5 |
2,8 |
112 |
90-180 |
0-180 |
|
41,0 |
2,8 |
147 |
90-180 |
0-180 |
|
42,3 |
2,8 |
147 |
90-180 |
0-180 |
|
48,0 |
3,0 |
168 |
90-180 |
0-180 |
|
47,0 |
3,0 |
168 |
90-180 |
0-180 |
|
59,0 |
3,0 |
210 |
90-180 |
0-180 |
|
60,0 |
3,0 |
210 |
90-180 |
0-180 |
|
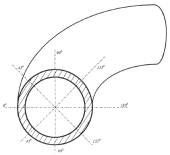
Примечания: 1 Водогазопроводные трубы печной сварки по ГОСТ 3262-75 считаются термообработанными. 2 Область применения отводов и гнутых участков в зависимости от расчетной температуры наружного воздуха и давления в газопроводе аналогична области применения труб, из которых они изготовлены. 3 Схема расположения сварного шва относительно плоскости гиба приведена в приложении В. |
||||
Таблица 4 - Трубы для изготовления соединительных деталей с резьбой, выполняемой методом накатки.
|
Нормативный документ |
Наружный диаметр трубы, мм |
Толщина стенки трубы, мм |
|
21,3 21,3 20,0 |
2,35 2,5 2,5 |
|
|
(группа В) |
20,0 |
2,0 |
|
26,8 26,0 |
2,5 2,5 |
|
|
(группа В) |
26,0 |
2,5 |
|
33,5 32,0 |
2,8 2,8 |
|
|
32,0 33,0 |
2,5 2,8 |
|
|
42,3 41,0 |
2,8 2,8 |
|
|
(группа В) |
42,0 42,0 |
2,8 3,0 |
|
48,0 47,0 |
3,0 3,0 |
|
|
(группа В) |
48,0 |
3,0 |
|
60,0 59,0 |
3,0 3,0 |
|
|
(группа В) |
60,0 |
3,0 |
|
Примечания: 1 В графе «Толщина стенки трубы» приведены минимальные толщины стенок труб, обеспечивающие получение профиля резьбы с учетом требований ГОСТ 8965-75. 2 Область применения резьбовых соединительных деталей в зависимости от расчетной температуры наружного воздуха и давления в газопроводе аналогична области применения труб, из которых они изготовлены. |
||
Таблица 5 - Механические свойства основного металла электросварных труб без термической обработки для систем газоснабжения
|
Марка стали |
Временное сопротивление
|
Предел текучести |
Относительное
удлинение |
||||
|
от 20 до 60 |
от 63 до 152 |
свыше 159 |
от 20 до 60 |
от 63 до 152 |
свыше 159 |
||
|
|
не менее |
||||||
|
08 Ю |
314 |
|
|
174 |
7 |
|
|
|
08 кп, 08 пс, 08 |
372 |
294 |
314 |
174 |
6 |
23 |
20 |
|
10 кп, Ст2кп |
372 |
314 |
314 |
174 |
6 |
23 |
20 |
|
10 пс, Ст2пс |
372 |
314 |
314 |
186 |
6 |
23 |
20 |
|
10, Ст2сп |
372 |
314 |
314 |
196 |
6 |
23 |
20 |
|
15 кп |
441 |
353 |
353 |
186 |
5 |
21 |
20 |
|
15 пс, 20 кп |
441 |
353 |
353 |
196 |
5 |
21 |
20 |
|
15, 20 пс |
441 |
353 |
353 |
206 |
5 |
21 |
20 |
|
20 |
441 |
353 |
353 |
216 |
5 |
21 |
20 |
|
Ст3кп |
441 |
353 |
353 |
196 |
5 |
20 |
19 |
|
Ст3пс |
441 |
372 |
353 |
206 |
5 |
20 |
19 |
|
Ст3сп |
441 |
372 |
353 |
216 |
5 |
20 |
19 |
|
Ст4кп, Ст4пс |
490 |
412 |
402 |
216 |
4 |
19 |
18 |
|
Ст4сп |
490 |
412 |
402 |
225 |
4 |
19 |
18 |
|
Примечания: 1 Для труб диаметром от 20 до 60 мм при толщине стенки менее 0,06 Дн допускается снижение временного сопротивления на 10 %. 2 Для труб диаметром свыше 159 мм с толщиной стенки более 6 мм допускается снижение относительного удлинения на 5 %. |
|||||||
Таблица 6 - Механические свойства основного металла электросварных труб с объемной термической обработкой для систем газоснабжения
|
Марка стали |
Временное
сопротивление |
Предел текучести |
Относительное
удлинение |
|
не менее |
|||
|
08Ю |
255 |
174 |
30 |
|
08кп |
294 |
174 |
27 |
|
08, 08пс, 10кп |
314 |
196 |
25 |
|
10, 10пс, 15кп, Ст2сп, Ст2пс, Ст2сп |
333 |
206 |
24 |
|
15, 15пс, 20кп, Ст3кп, Ст3пс, Ст3сп |
372 |
225 |
22 |
|
20, 20пс, Ст4кп, Ст4пс, Ст4сп |
412 |
245 |
21 |
Таблица 7 - Область применения труб из полуспокойной и кипящей стали в зависимости от расчетной температуры наружного воздуха
|
Диаметр, мм, включ. |
Толщина стенки, мм, включ. |
Расчетная температура наружного воздуха, °С включ. |
|
|
надземная и наземная прокладка |
подземная прокладка |
||
|
трубы из полуспокойной стали |
|||
|
до 168 |
до 5 |
до минус 40 |
до минус 60 |
|
до 325 |
до 5 |
до минус 40 |
до минус 40 |
|
до 820 |
до 8 |
до минус 20 |
до минус 30 |
|
трубы из кипящей стали |
|||
|
до 114 |
до 4,5 |
до минус 40 |
до минус 40 |
|
до 530 |
до 8 |
до минус 10 |
до минус 30 |
Приложение А
Трубы, изготавливаемые по ГОСТ 8731-74 / ГОСТ 8732-78 из слитка
|
Завод-изготовитель |
Наружный диаметр трубы, мм |
|
АО «Северский трубный завод» |
219, 245, 273 |
|
АО «Таганрогский металлургический завод» |
108, 114, 127, 133, 140, 146, 152, 159, 168, 180, 194, 203, 219 |
|
Челябинский трубопрокатный завод, АООТ «ЧТПЗ» |
273, 299, 324, 325, 351, 356, 377, 402, 406, 426, 450, 457, 465, 480, 500, 508, 530, 550 |
Приложение Б
Список Российских заводов, изготавливающих трубы, приведенные в таблицах 1 и 2
1. Альметьевский трубный завод, 423400 г. Альметьевск, Татарстан, Промзона-9
2. Волгоградский трубный завод, АООТ «ВЭСТ-МД», 400075 г. Волгоград, ул. Краснополянская, 15
3. АО «Волжский трубный завод», 404119 г. Волжский Волгоградской области
4. АО «Выксунский металлургический завод», 607030 г. Выкса-7 Нижегородской области
5. АО «С-Петербургский трубный завод «Трубосталь», 193171 г. С-Петербург, Железнодорожный пр., 16
6. АО «Московский трубный завод «ФИЛИТ», 121087 г. Москва, ул. Барклая, 6
7. Новосибирский металлургический завод, 630032 г. Новосибирск, ул. Станционная, 28
8. АОО «ПЕНЗАВОДПРОМ», 440054 г. Пенза, ул. Аустрина, 3
9. АО «Первоуральский Новотрубный завод», 623112 г. Первоуральск Свердловской области
10. АО «Северский трубный завод», 624090, г. Полевой, свердловской обл., ул. Пролетаская, 7
11. АО «Синарский трубный завод», 623401 г. Каменск-Уральский, Свердловской области
12. АО «Таганрогский металлургический завод», 347928, г. Таганрог, Ростовской области, ул. Заводская, 1
13. Челябинский трубопрокатный завод, АООТ «ЧТПЗ», 454129, г. Челябинск, ул. Машиностроителей, 27
Приложение В
Углы расположения сварного шва относительно плоскости гиба