![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
Единые нормы времени на изготовление железобетонных и бетонных изделий и конструкций. Выпуск I. Формовка изделий.
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ,
ПРОЕКТНЫЙ И ВНЕДРЕНЧЕСКИЙ
ЦЕНТР ОРГАНИЗАЦИИ ТРУДА В ЭНЕРГЕТИКЕ И ЭНЕРГЕТИЧЕСКОМ
СТРОИТЕЛЬСТВЕ
"ЦОТэнерго"
СОГЛАСОВАНОВСЕСОЮЗНАЯ ФЕДЕРАЦИЯ ПРОФЕССИОНАЛЬНЫХ СОЮВОВ "ЭЛЕКТРОПРОФСОЮЗ"(ПОСТАНОВЛЕНИЕ ПРЕЗИДИУМА от 25 декабря 1990 г. № 3) |
УТВЕРЖДАЮЗАМЕСТИТЕЛЬ МИНИСТРА ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР ______________В.И. Коробов 25 января 1991 г. |
ЕДИНЫЕ НОРМЫ ВРЕМЕНИ
НА ИЗГОТОВЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ И
БЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Выпуск 1. ФОРМОВКА ИЗДЕЛИЙ
Москва 1991
Единые нормы времени на изготовление железобетонных и бетонных изделий и конструкций. Выпуск 1. Формовка изделий разработаны Научно-исследовательским, проектным и внедренческим центром "ЦОТэнерго" (ответственный исполнитель - нормативно-исследовательская станция № 43, ответственный за выпуск - отдел организации и нормирования труда в стройиндустрии центрального отделения ЦОТэнерго) и являются дополненным и пересмотренным изданием сборника 1987 года.
Сборник содержит нормы времени на формовочные работы для изготовления железобетонных изделий и конструкций и предназначен для технического нормирования на предприятиях строительной индустрии Минэнерго СССР.
С выходом в свет настоящего сборника отменяется действие сборника "Единые нормы времени и расценки на изготовление железобетонных изделий и конструкций. Выпуск 1. Формовочные работы", издания 1987 года.
ОБЩАЯ ЧАСТЬ
1. Нормы времени настоящего выпуска предназначены для нормирования работ по формовке железобетонных изделий и конструкций на заводах и полигонах Минэнерго СССР.
2. В основу разработки сборника положены:
- данные фотохронометражных наблюдений;
- технические расчеты;
- технические характеристики оборудования, механизмов, инструмента и др.;
- результаты анализа организации труда.
3. Нормы времени установлены в человеко-часах.
4. Нормы времени установлены с учетом:
- оснащения рабочих мест необходимым оборудованием, оснасткой, инвентарем и инструментом;
- выпуска продукции, отвечающей требованиям действующих технических условий и стандартов;
- соблюдения условий труда, предусмотренных правилами по технике безопасности и промышленной санитарии;
- бригадной формы организации труда с оплатой по единому наряду с учетом конечных результатов.
5. Нормы времени в сборнике рассчитаны по следующей формуле:
![]()
Нвр. - норма времени, чел.-час.
Топ - оперативное время, чел.-час.
Нпзр - время на подготовительно-заключительную работу.
Нобсл - время на обслуживание рабочего места.
Нотл - время на отдых и личные надобности.
Время на обслуживание рабочего места, подготовительно- заключительную работу, отдых и личные надобности включено в нормы в размерах, указанных в таблицах 1-3.
Таблица 1.
Время на подготовительно-заключительную работу
|
№№ пп |
Вид работы |
В процентах от оперативного времени |
|
1. |
Арматурно-сборочные |
4 |
|
2. |
Формовочно-расформовочные |
2,4 |
|
3. |
Сварочные |
4,8 |
|
4. |
Транспортные |
1,6 |
Таблица 2
Время на организационно-техническое обслуживание рабочего места.
|
№№ пп: |
Вид работы |
В процентах от оперативного времени |
|
1. |
Арматурно-сборочные |
2 |
|
2. |
Формовочные работы |
3,3 |
|
3. |
Сварочные работы |
2,7 |
Таблица 3
Время на отдых и личные надобности
|
№№ пп |
Профессия рабочих и примеры работ |
В процентах от оперативного времени |
|
1 |
2 |
3 |
|
|
I. Арматурщики |
|
|
|
Сборка арматурных каркасов и сеток, установка арматуры отдельными стержнями в сетках и каркасах. |
10 |
|
|
II. Формовщики железобетонных изделий и конструкций. |
|
|
|
Изготовление сборных железобетонных изделий и конструкций с укладкой, разравниванием и уплотнением бетонной смеси |
15 |
|
|
III. Машинисты |
|
|
|
Управление стационарными машинами - бетономешалками, растворомешалками, транспортерами, компрессорами, бетоноукладчиками |
8 |
|
|
IV. Такелажники и транспортные (подсобные) рабочие |
|
|
|
4.1. Погрузка и разгрузка грузов при помощи кранов |
10 |
|
|
4.2. Погрузка и разгрузка грузов не требующих особой осторожности |
15 |
|
|
4.3. Переноска грузов вручную |
25 |
|
|
V. Электросварщики ручной сварки |
|
|
|
Ручная злектродуговая сварка |
15 |
6. Наименование профессий и разряды работ в сборнике приведены в соответствии с действующим Единым тарифно-квалификационным справочником работ и профессий рабочих, выпуск 42, раздел "Производство железобетонных и бетонных изделий и конструкций", выпуск 2, раздел "Сварочные работы", утвержденные постановлениями Государственного Комитета СССР по труду и социальным вопросам и ВЦСПС от 23 июля 1987 г. № 214/14-1 и от 16 января 1985 года № 17/2-54.
В случае внесения поправок в Единый тарифно-квалификационный справочник наименование профессий, разряды работ и рабочих, указанные в данном сборнике, должны соответственно изменяться.
7. Выполнение работ рабочими не тех разрядов (квалификации), которые указаны в сборнике не может служить основанием для каких-либо изменений норм.
8. Приведенные в таблицах пределы числовых показателей (длина, сечение, площадь, диаметр, вес, объем и т.п.), в которых указано "до", следует понимать "включительно".
9. до внедрения единых норм времени необходимо привести организационно-технические условии в цехах и на производственных участках в соответствие с запроектированными и провести инструктаж рабочих.
10. При внедрении на предприятиях и полигонах более прогрессивной, чем это предусмотрено настоящими нормами, организации производства и труда, оборудования, оснастки, способствующих повышению производительности труда, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы времени.
11. В тех случаях, когда действующие на отдельных, предприятиях местные нормы времени прогрессивнее норм, предусмотренных настоящим сборником, они должны быть сохранены.
12. В содержании работ приведены наиболее характерные элементы операции.
Кроме того, нормами учтены и особой оплате не подлежат следующие элементы, являющиеся неотъемлемой частью операции:
- полученные задания, инструмента, инструктаж и ознакомление с чертежами, эскизами, сдача работ OТК;
- подноска и подвозка материалов, деталей, заготовок изделий;
- переходы рабочих в пределах цеха, технологической линии, связанные с переменой рабочих мест;
- подготовка и уборка инструмента, приспособлений и рабочего места с погрузкой отходов мусора в транспортные средства;
- очистка и окраска закладных деталей, выступающих на поверхности изделии после бетонирования;
- подача форм на виброплощадки (вибростолы) и снятие их с виброплощадок;
- проверка форм с заделкой (при необходимости) щелей после сборки;
- мелкий ремонт деревянных форм;
- выверка и окончательное закрепление арматурных каркасов в формах;
-укладка в форму закладных деталей и петель, припаренных или окончательно привязанных к армокаркасу при его изготовлении;
- заполнение труб - каналообразователей песком или шлаковатой;
- прием бетонной смеси из транспортных средств в транспортные приборы (в бадьи, бункеры, ковши и т.п.);
- частичные перекидки и укладка бетонной смеси лопатами;
- подача загруженных транспортных приборов краном к формам, перестановка, возврат и установка на транспорт после выгрузки бетонной смеси;
- обслуживание механизмов и уход за ними;
- мелкий ремонт оборудования и инструмента;
- ручное управление тельферами и кран-балками;
- мелкий ремонт (доделка) изделий (заделка небольших раковин, сколов цементным раствором с приготовлением его, снятие наплывов бетона);
- перемешивание приготовленных смазочных материалов;
- установка металлических предохранительных колпаков на выпуски арматуры и снятие их при помощи ломика и кувалды;
- установка деревянных бобышек - вкладышей на арматурные выпуски колонн и снятие их после бетонирования;
- установка и снятие деревянных вкладышей при изготовлении плоских плит;
- установка фиксаторов для устройства защитного слоя при изготовлении стеновых панелей;
- установка стяжек бортов и стержней -пустообразователей и снятие их:
13. Нормами сборника не учтено и в необходимых случаях нормируется дополнительно:
- изготовление арматурных каркасов, сеток, закладных деталей и монтажных петель - по сборнику "Единые нормы времени и расценки на изготовление железобетонных и бетонных изделии и конструкций. Выпуск 2. "Арматурные работы" (цОТэнерго, 1990 г);
- подноска материалов, инструмента и приспособлений на расстояние свыше 30 м - по сборнику" Нормативы времени на производство железобетонных и бетонных изделий и конструкций, Выпуск 1. Формовочные работы, раздел четвертый. "Подъемно-транспортные работы" (ЭСТ, 1986 г).
- транспортирование бетонной смеси от места изготовления в формовочные цехи и на полигоны;
- приготовление бетонной смеси и смазочных материалов;
- работа машинистов кранов;
- работа водителей (мотористов) электротележек;
- работа по обслуживанию насосных станций при натяжении арматуры (заправка маслом, подключение к электросети и отключение от нее);
- установка закладных деталей - по приложению 1.
Техническая часть
1. Настоящий выпуск содержит укрупненные и операционные нормы времени для наиболее распространенных условий работ при изготовлении железобетонных и бетонных изделий и конструкций на предприятиях сборного железобетона, оборудованных подъемно-транспортными механизмами, формовочными машинами, приспособлениями и инструментом с выполнением работ в помещениях или на открытых полигонах.
2. Производство изделий и конструкций осуществляется поточно-агрегатным или стендовым способом при серийном производстве.
При мелкосерийном производстве к укрупненным нормам времени применять поправочные коэффициенты:
- при выпуске в течение смены в одной бригаде (звене) 7-10 изделий различных по конструкции - 1,1.
- более 10 - 1,15.
При массовом производстве однотипных изделий к укрупненным нормам времени следует применять коэффициент 0,7.
3. При применении норм следует сравнивать содержание работ, предусмотренных сборником, с фактически выполняемыми на предприятии.
Если отдельные операции, предусмотренные в таблицах на предприятии не выполняются, нормы времени на эти операции следует исключить из общих затрат, а при выполнении дополнительных операции, не предусмотренных таблицами, следует рассчитывать нормы времени по отраслевому сборнику "Нормативы времени на производство железобетонных и бетонных изделий и конструкций", выпуск 1. Формовочные работы (ЭСТ, 1986 г.)
В случае, когда фактические условия выполнения операций имеют некоторые отклонения от принятых в таблицах, следует применять поправочные коэффициенты, приведенные в технической части настоящего выпуска.
4.Нормами времени предусмотрены:
- установка в форму (каркас) или в свежеуложенный бетон до 4 шт. монтажных петель без крепления. При установке большего количества петель следует пользоваться нормами времени приложения 2;
- изготовление изделий и конструкций в металлических формах. При изготовлении изделий в деревянных формах нормы времени следует применять с коэффициентами:
- при разборке форм - 1,1;
- при смазке форм - 1,35;
- при очистке форм - 1,25;
- при сборке форм - 1,3;
- натяжение стержней и струнопакетов гидродомкратами или электротермическим способом с укладкой стержней на упоры стендов или форм с обрезкой концов нагреваемой арматуры;
- закрытие и открытие пропарочных камер с помощью кранов. При автоматическом закрытии камер Н.вр. на данные элементы из параграфа исключать;
- обслуживание бетоноукладчика звеном формовщиков. При обслуживании бетоноукладчика машинистом, не входящим в состав звена, в элементе "Укладка, разравнивание и уплотнение бетонной смеси вибрированием" следует исключать из состава звена:
- при изготовлении изделий средней сложности - 1 формовщика 3 разряда;
- при формовке сложных изделий - 1 формовщика 4 разряда и соответственно уменьшать Н.вр.;
- укладка бетонной смеси в формы из бетоноукладчика с уплотнением на вибростоле (виброплощадке), кроме § 1-1 и § 1-2. При укладке и уплотнении бетонной смеси другим способом, если он не указан непосредственно в параграфе, применять Н.вр. приложения 3;
- изготовление в одной форме 1-2 изделий одновременно, если другое количество изготавливаемьх изделий не указано непосредственно в параграфе;
- смазка формы распылителем. При смазке формы кистью вручную к Н.вр. применять коэффициент 1,3;
- извлечение изделия из формы краном с подачей на пост доделки и на склад готовой продукции. При извлечении изделия из формы и непосредственной подаче на склад готовой продукции (без перекидки) применять операционные Н.вр. строки "Подача изделий на склад готовой продукции" с коэффициентом 1,2; а Н.вр. на операцию "Извлечение изделий из формы с подачей в зону охлаждения или отделки" исключить.
При извлечении изделий из формы и укладке на тележку для вывозки на склад готовой продукции Н.вр. элемента "Подача изделий на склад готовой продукции" следует исключить;
- одна операция по установке форм на совмещенный пост армирования и формовки или на вибростол. Если посты армирования и формовки не совмещены, то к Н.вр. добавлять затраты на 1 операцию по сборнику "Нормативы времени на производство железобетонных и бетонных изделий и конструкций Выпуск 1. "Формовочные работы" (ЭСТ, I986 г.);
- транспортировка форм и крышек пропарочных камер кранами со строповкой и расстроповкой. В случаях, применения самозахватывающей траверсы к Н.вр. на перемещение форм и крышек пропарочных камер применять коэффициент 0,8, за исключением особо оговоренных случаев;
- использование мостовых кранов. При перемещении грузов козловыми или башенными кранами применять коэффициент 1,25, а при транспортировке грузов двумя кранами - 1,6.
5. Нормами времени не предусмотрена маркировка изделий и конструкций. В случае выполнения этой операции звеном, изготавливающим изделия, для нормирования работы следует пользоваться приложением 4.
6. При изготовлении изделий трапециидального сечения в формах, не требующих разборки, Н.вр. элемента "Расформовка изделий" следует исключить.
7. Нормами времени предусмотрена обрезка концов предварительно напряженной арматуры ручной электродуговой сваркой. При обрезке напряженной арматуры механическим способом составом звена должны предусматриваться формовщики железобетонных изделий и конструкций.
Работы по формовке изделий, согласно "Единому тарифно-квалификационному справочнику работ и профессий рабочих", выпуск 42, 1985 г., выполняют "формовщики железобетонных изделий и конструкций" в параграфах сборника в дальнейшем - "формовщики".
Указания по производству работ
Работы по изготовлению железобетонных и бетонных, изделий и конструкций выполняются как на специальных формовочных постах, так и на гладких бетонных площадках или же непосредственно в пропарочных камерах. Изделия изготавливаются в сборно-разборных или неразборных металлических и деревянных формах.
Укладка арматурных каркасов, сеток, закладных деталей в формы может выполняться вручную при весе каркаса, сетки или закладной детали до 50 кг, при весе более 50 кг - тельферами или кранами.
Укладка бетонной смеси в форму производится из бетоноукладчиков при передвижении их с одновременным разравниванием специальными приспособлениями и частично лопатами вручную или из бадей (бункеров) при помощи кранов с разравниванием вручную лопатами.
Уплотнение бетонной смеси осуществляется на вибростолах (виброплощадках) навесными или ручными вибраторами.
Заглаживание открытых поверхностей производится с помощью смонтированных на бетоноукладчиках устройств, других механизированных приспособлений или вручную гладилками, кельмами, совковыми лопатами.
Загрузка отформованных изделий в камеры пропаривания выполняется при помощи подъемно-транспортных механизмов.
Ямные камеры пропаривания после заполнения изделиями закрываются крышками, а стенды - тепляками, при помощи кранов или гидравлических систем.
По окончании пропаривания крышки или тепляки снимаются кранами и укладываются на свободное место на рабочей площадке. Изделия и конструкции выгружаются из камер, автоклавов, снимаются со стендов и транспортируются на склад готовой продукции или на пост доделки (охлаждения) с последующей подачей на склад готовой продукции. При извлечении изделий из форм выполняется их осмотр, оббивка наплывов бетона, очистка открытых поверхностей закладных деталей, при необходимости смазка их.
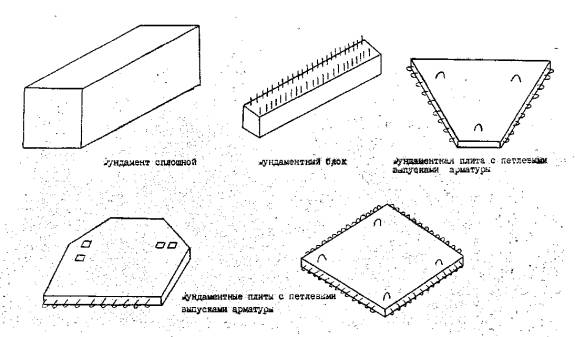
§ 1-1. ФУНДАМЕНТЫ СПЛОШНЫЕ, ФУНДАМЕНТНЫЕ БЛОКИ И ФУНДАМЕНТНЫЕ ПЛИТЫ С ПЕТЛЕВЫМИ ВЫПУСКАМИ
Организационно-технические условия
Бетонные и железобетонные фундаменты и фундаментные плиты с петлевыми выпусками изготавливаются в металлических и деревянных сборно-разборных формах, а также на металлических поддонах и на бетонных площадках, на которые устанавливаются металлические или деревянные формы секции. В зависимости от способа изготовления на площадках (поддонах) может применяться подстилающий слой из опилок, песка и т.п.
Укладка бетонной смеси предусмотрена из бадьи с уплотнением глубинными вибраторами.
При укладке и уплотнении другими способами Н.вр. умножать на соответствующие коэффициенты, указанные в приложении 3.
А. фундаменты сплошные и фундаментные блоки, нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||||||
|
0,5 |
1 |
2 |
3 |
5 |
7 |
10 |
13 |
16 |
|||
|
Изготовление сплошных фундаментов и фундаментных блоков |
|
17 |
15,5 |
12,5 |
10 |
7,8 |
6 |
4,5 |
3,7 |
3 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,14 |
2 |
||||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,9,6 |
0,8 |
0,6 |
0,38 |
0,22 |
0,13 |
0,09 |
0,08 |
0,06 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
1,5 |
1,4 |
0,95 |
0,78 |
0,61 |
0,48 |
0,38 |
0,35 |
0,33 |
4 |
|
извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
0,95 |
0,9 |
0,8 |
0,65 |
0,5 |
0,37 |
0,28 |
0,23 |
0,2 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда |
0,8 |
0,76 |
0,7 |
0,62 |
0,5 |
0,4 |
0,29 |
0,2 |
0,18 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 2 разряда |
1,1 |
0,98 |
0,7 |
0,52 |
0,37 |
0,28 |
0,24 |
0,21 |
0,19 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 2 разряда |
1 |
0,88 |
0,58 |
0,4 |
0,26 |
0,18 |
0,14 |
0,12 |
0,08 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
1,5 |
1,4 |
1,1 |
0,9 |
0,73 |
0,59 |
0,48 |
0,41 |
0,37 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1 |
0,9 |
0,72 |
0,57 |
0,44 |
0,33 |
0,25 |
0,2 |
0,16 |
10 |
|
Укладка, разравнивание и уплотнение бетонкой смеси вибрированием |
Формовщик 3 разряда - 2 |
5,7 |
5,2 |
4,4 |
3,7 |
3 |
2,4 |
1,7 |
1,3 |
0,95 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,1 |
1 |
0,8 |
0,6 |
0,47 |
0,35 |
0,24 |
0,16 |
0,11 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1 |
0,8 |
0,67 |
0,52 |
0,36 |
0,23 |
0,13 |
0,08 |
0,07 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
14 |
||||||||
|
|
|
a |
б |
в |
г |
д |
е |
ж |
з |
и |
№ |
Примечание: Нормами таблицы 1 предусмотрено изготовление сплошных фундаментов и фундаментных блоков объемом до 1 м3 в формах на 1-5 изделий
Б. Фундаментные плиты с петлевыми и стержневыми выпускам арматуры.
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||||
|
1 |
2 |
3 |
4 |
6 |
8 |
10 |
|||
|
изготовление фундаментных плит с петлевыми и стержневыми выпусками арматуры |
|
17 |
14 |
11,5 |
9 |
6,8 |
5,2 |
4,4 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,12 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,6 |
0,47 |
0,38 |
0,28 |
0,15 |
0,09 |
0,06 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
1,4 |
1,2 |
1,1 |
0,9 |
0,6 |
0,4 |
0,25 |
4 |
|
Извлечение изделий из формы с подачей в зону охлаждения или отделки |
Формовщик 3 разряда - 2 |
1 |
0,75 |
0,51 |
0,37 |
0,23 |
0,18 |
0,17 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
0,94 |
0,7 |
0,48 |
0,3 |
0,2 |
0,15 |
0,12 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 2 разряда - 2 |
0,9 |
0,67 |
0,46 |
0,26 |
0,18 |
0,16 |
0,15 |
7 |
|
Смазка форы и бортоснастки |
Формовщик 2 разряда - 2 |
0,57 |
0,43 |
0,31 |
0,2 |
0,13 |
0,1 |
0,09 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
1,4 |
1,2 |
1,1 |
0,92 |
0,71 |
0,64 |
0,6 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,7 |
1,4 |
1,0 |
0,71 |
0,5 |
0,35 |
0,26 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси |
Формовщик 3 разряда - 2 |
5,8 |
5 |
4,5 |
4 |
3,3 |
2,4 |
2 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,7 |
1,3 |
0,85 |
0,46 |
0,28 |
0,2 |
0,18 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,73 |
0,55 |
0,4 |
0,33 |
0,29 |
|
0,25 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,14 |
14 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
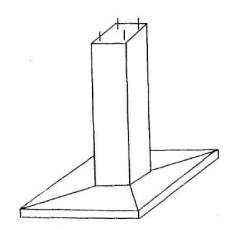
§ 1-2. ФУНДАМЕНТЫ СТАКАННОГО ТИПА
Организационно-технические условия
фундаменты стаканного типа изготавливаются в формах, которые устанавливают на поддонах, бетонных площадках на поду с применением подстилающего слоя или без него. Формы применяются сборно-разборные с креплением бортов болтами, клиньями, стяжками и неразборные. Неразборные формы снимаются со свежезаформованных изделий с помощью подъемно-транспортных механизмов.
Укладка бетонной смеси осуществляется из бадьи, уплотнение - глубинным вибратором (см. оргтехусловия § 1-1).
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||||
|
0,1 |
0,3 |
0,5 |
1 |
1,5 |
2 |
||||
|
изготовление фундаментов стаканного типа |
|
22,5 |
21 |
20 |
18 |
15 |
13,5 |
1 |
|
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
18 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,82 |
0,8 |
0,78 |
0,65 |
0,57 |
0,45 |
3 |
|
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
1,5 |
1,4 |
1,3 |
1,2 |
1,1 |
0,95 |
4 |
|
|
извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1,7 |
1,6 |
1,4 |
1,2 |
1,1 |
5 |
||
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда |
0,9 |
0,8 |
0,7 |
0,63 |
0,53 |
0,46 |
6 |
|
|
Очистка форм и бортоснастки |
формовщик 2 разряда - 2 |
1,5 |
1,4 |
1,3 |
1,1 |
0,85 |
0,79 |
7 |
|
|
Смазка форм и бортоснастки |
формовщик 2 разряда - 2 |
1,6 |
1,3 |
1,0 |
0,9 |
0,7 |
0,58 |
8 |
|
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
3,1 |
2,8 |
2,7 |
2,4 |
1,8 |
1,6 |
9 |
|
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,2 |
1,1 |
0,98 |
0,86 |
0,75 |
10 |
||
|
Укладка, уплотнение и разравнивание бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
7 |
6,8 |
6,6 |
6,2 |
5,6 |
5,2 |
11 |
|
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,7 |
1,6 |
1,4 |
1,1 |
1,0 |
0,98 |
12 |
|
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1 |
0,96 |
0,9 |
0,8 |
0,65 |
0,49 |
13 |
|
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
|
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||||
|
3 |
5 |
7 |
10 |
13 |
16 |
|||
|
Изготовление фундаментов стаканного типа |
|
12 |
9,9 |
6,3 |
6,6 |
5,4 |
4,7 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
2 |
|||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,37 |
0,3 |
0,24 |
0,2 |
0,18 |
3 |
|
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
0,84 |
0,69 |
0,55 |
0,45 |
0,38 |
0,37 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
0,92 |
0,65 |
0,46 |
0,3 |
0,23 |
0,22 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда |
0,39 |
0,29 |
0,21 |
0,16 |
0,12 |
0,09 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 2 разряда - 2 |
0,64 |
0,45 |
0,35 |
0,28 |
0,23 |
7 |
|
|
Смазка форм и бортоснастки |
Формовщик 2 разряда - 2 |
0,47 |
0,3 |
0,21 |
0,16 |
0,15 |
6 |
|
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
1,5 |
1,2 |
1 |
0,97 |
0,83 |
0,75 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
0,6 |
0,41 |
0,37 |
0,21 |
0,16 |
0,14 |
10 |
|
Укладка, уплотнение и разравнивание бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
4,8 |
4,2 |
3,6 |
2,8 |
2,3 |
2 |
11 |
|
Выравнивание и заглаживание открытых поверхностей сзежезаформованных изделий |
Формовщик 3 разряда - 2 |
0,88 |
0,75 |
0,62 |
0,43 |
0,27 |
0,2 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,39 |
0,33 |
0,28 |
0,26 |
0,24 |
0,2 |
13 |
|
закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
14 |
|||||
|
|
|
ж |
з |
и |
к |
л |
м |
№ |
Примечание: Нормами данного параграфа предусмотрено изготовление фундаментов стаканного типа объемом до 1 м3 в формах на 1-4 изделия.
Фундамент опор ЛЭП
Фундамент опор ЛЭП
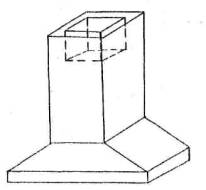
Фундамент стаканного типа
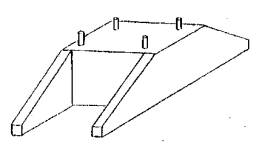
§ 1-3. Фундаменты опор линий электропередачи
Организационно-технические условия
фундаменты опор линий электропередачи изготавливаются в разборных и неразборньх формах на 1 изделие. Из собранных форм изделия извлекаются краном и подаются на пост отделки, охлаждения, на тележку или на склад готовой продукции.
Из неразборных форм извлекаются методом выпрессовки на специальном стенде гидропрессом и снятием вкладыша с торца формы вручную. фундаменты подаются на соответствующий пост, так же, как и при использовании разборных форм. Вкладыш устанавливается на торец формы после установки армокаркаса.
При использовании разборных форм Н.вр. строки 4 умножать на 1,3.
Смазка анкерных болтов солидолом нормами времени настоящего параграфа не предусмотрена.
Нормы времени на10 м3 железобетона
таблица 1
|
Состав работы |
исполнители |
Объем изделий, м3 до |
|
|||||||||
|
0,7 |
1 |
1,5 |
2 |
3 |
5 |
7 |
10 |
13 |
16 |
|||
|
Изготовление фундаментов опор ЛЭП |
|
15,5 |
14 |
12 |
10,5 |
8,6 |
6,4 |
4,9 |
3,8 |
3 |
2,2 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,14 |
2 |
|||||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1 |
0,75 |
0,63 |
0,5 |
0,4 |
0,3 |
0,24 |
0,2 |
0,18 |
0,17 |
3 |
|
Выпрессовка изделий |
Формовщик 3 разряда - 2 |
0,65 |
0,58 |
0,52 |
0,47 |
0,4 |
0,32 |
0,28 |
0,25 |
0,23 |
0,22 |
4 |
|
Подача изделий на пост доделки или охлаждения |
Формовщик 3 разряда - 2 |
0,94 |
0,84 |
0,72 |
0,62 |
0,5 |
0,36 |
0,28 |
0,19 |
0,16 |
0,09 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда |
1,2 |
1,0 |
0,89 |
0,77 |
0,63 |
0,46 |
0,35 |
0,26 |
0,19 |
0,14 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 2 разряда - 2 |
0,95 |
0,8 |
0,66 |
0,53 |
0,45 |
0,33 |
0,26 |
0,2 |
0,17 |
0,14 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 2 разряда - 2 |
0,47 |
0,4 |
0,34 |
0,28 |
0,22 |
0,16 |
0,12 |
0,1 |
0,08 |
0,06 |
8 |
|
Установка формы с установкой вкладышей |
Формовщик 3 разряда - 2 |
1,5 |
1,4 |
1,2 |
1 |
0,87 |
0,65 |
0,52 |
0,42 |
0,37 |
0,31 |
9 |
|
Укладка арматурных каркасов и монтажных петель в форму |
Формовщик 3 разряда - 2 |
1 |
0,98 |
0,86 |
0,75 |
0,6 |
0,48 |
0,37 |
0,21 |
0,16 |
0,11 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
4,8 |
4,5 |
3,9 |
3,4 |
2,9 |
2,1 |
1,6 |
1,2 |
0,9 |
0,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежеформованных изделий |
Формовщик 3 разряда - 2 |
1,8 |
1,6 |
1,3 |
1,1 |
0,85 |
0,55 |
0,37 |
0,23 |
0,15 |
0,09 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1,1 |
0,91 |
0,76 |
0,65 |
0,5 |
0,35 |
0,23 |
0,19 |
0,1 |
0,07 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 5 разряда - 2 |
0,18 |
14 |
|||||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
№ |
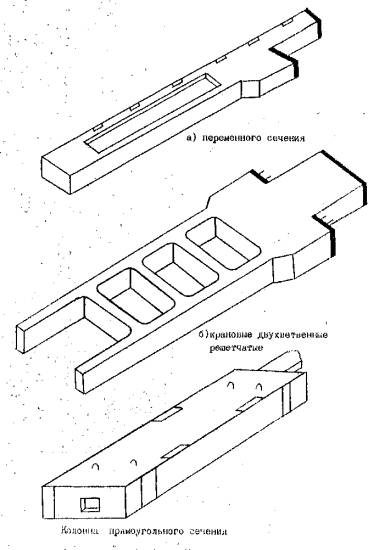
§ 1-4. колонны
А. Колонны прямоугольного сечения
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||||||
|
0,5 |
1 |
1,5 |
2 |
3 |
4 |
|||||
|
Изготовление железобетонных колонн прямоугольного сечения |
|
27,5 |
22 |
19,5 |
17 |
15 |
13 |
1 |
||
|
В том числе: |
|
|
|
|
|
|
|
|
||
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
2 |
|||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,1 |
0,98 |
0,81 |
0,7 |
0,59 |
0,5 |
3 |
||
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,9 |
1,7 |
1,5 |
1,3 |
1 |
0,95 |
4 |
||
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,4 |
1,1 |
0,94 |
0,8 |
0,68 |
0,53 |
5 |
||
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,1 |
1 |
0,92 |
0,84 |
0,8 |
0,67 |
6 |
||
|
Доводка изделий до готовности |
Формовщик 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
7 |
||||
|
Очистка форм и бортоснастки |
Формовщик 3 разряда |
1,6 |
1,4 |
1,2 |
1,1 |
0,94 |
0,78 |
8 |
||
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
0,9 |
0,8 |
0,7 |
0,61 |
0,52 |
0,41 |
9 |
||
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,5 |
2,1 |
1,9 |
1,7 |
1,6 |
1,4 |
10 |
||
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
4,1 |
3,2 |
2,7 |
2,3 |
1,9 |
1,6 |
11 |
||
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
6,9 |
5,1 |
4,6 |
4 |
3,4 |
3 |
12 |
||
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,1 |
1,6 |
1,3 |
1,1 |
0,98 |
0,83 |
13 |
||
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,1 |
1 |
0,84 |
0,73 |
0,62 |
0,54 |
14 |
||
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
15 |
|||||||
|
|
|
|
|
|
|
|
|
|
||
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||||||
|
5 |
7 |
9 |
12 |
16 |
18 |
|||||
|
изготовление железобетонных колонн прямоугольного сечения |
|
11,5 |
9,4 |
7,9 |
6,7 |
5,7 |
5,2 |
1 |
||
|
В том числе: |
|
|
|
|
|
|
|
|
||
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
|
|
|
0,11 |
|
|
2 |
||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,4 |
0,3 |
0,22 |
0,15 |
0,12 |
0,11 |
3 |
||
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
0,9 |
0,73 |
0,63 |
0,53 |
0,49 |
0,46 |
4 |
||
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
0,45 |
0,35 |
0,27 |
0,21 |
0,18 |
0,15 |
5 |
||
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,58 |
0,47 |
0,35 |
0,27 |
0,21 |
0,19 |
6 |
||
|
Доводка изделий до готовности |
Формовщик 3 разряда |
1,3 |
1,2 |
1,1 |
1,0 |
0,87 |
0,7 |
7 |
||
|
Очистка форм и бортоснастки |
Формовщик 3 разряда |
0,61 |
0,47 |
0,4 |
0,36 |
0,34 |
0,3 |
8 |
||
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
0,34 |
0,25 |
0,19 |
0,15 |
0,14 |
0,13 |
9 |
||
|
Установка и сборка форм |
Формовщик 3 разряда 4 разряда |
1,3 |
1,2 |
1 |
0,92 |
0,85 |
0,79 |
10 |
||
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1,3 |
1 |
0,8 |
0,58 |
0,43 |
0,32 |
11 |
||
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
2,7 |
2,2 |
1,9 |
1,6 |
1,4 |
1,3 |
12 |
||
|
выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
0,73 |
0,62 |
0,51 |
0,44 |
0,39 |
0,36 |
13 |
||
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,46 |
0,35 |
0,28 |
0,22 |
0,19 |
0,15 |
14 |
||
|
закрытие пропарочной камеры |
Формовщик 3 разряда |
0,16 |
15 |
|||||||
|
|
|
ж |
з |
и |
к |
л |
м |
№ |
||
Примечание:
1. Нормами предусмотрено изготовление колонн объемом до 0,5 м3 в формах на 1-6 изделий.
2. Нормами предусмотрено изготовление колонн с консолями.
При изготовлении колонн без консолей Н.вр. умножать на 0,9
Б. Колонны двутавровые и переменного сечения.
Нормы времени на 10 м3 железобетона.
Таблица 2
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
||||
|
1 |
2 |
3 |
5 |
7 |
|||
|
Изготовление колонн двутаврового и переменного сечения |
|
32 |
27 |
22,5 |
18,5 |
15,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
|
0,21 |
|
|
|
2 |
|
Выгрузка форм с изделиями из пропарочной камера |
Формовщик 4 разряда 3 разряда |
1,1 |
0,85 |
0,65 |
0,43 |
0,34 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3,1 |
2,7 |
2,5 |
2 |
1,7 |
4 |
|
извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,6 |
1.2 |
0,96 |
0,68 |
0,49 |
5 |
|
доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,2 |
6 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
0,9 |
0,58 |
0,4 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,9 |
1,4 |
1,2 |
0,91 |
0,74 |
6 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,75 |
0,69 |
0,64 |
0,54 |
0,45 |
9 |
|
Установка и сборка |
Формовщик 4 разряда 3 разряда - 2 |
3,5 |
2,9 |
2,5 |
2,3 |
2 |
10 |
|
Укладка арматурных каркасов в форму и установка монтажных петель |
Формовщик 4 разряда 3 разряда - 2 |
5,2 |
4,7 |
4 |
3,4 |
3,1 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда - 2 |
8,7 |
6,9 |
5,6 |
4,2 |
3,3 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,7 |
1,5 |
1,2 |
1 |
0,83 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,1 |
0,9 |
0,74 |
0,52 |
0,39 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,24 |
15 |
||||
Продолжение таблицы 2
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
||||
|
10 |
13 |
16 |
19 |
22 |
|||
|
изготовление колонн двутаврового и переменного сечения |
|
13 |
11,5 |
10 |
9,3 |
8,7 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
||||
|
Выгрузка форы с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,26 |
0,21 |
0,17 |
0,14 |
0,12 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,5 |
1,3 |
1,1 |
1 |
0,99 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки, на тележку |
Формовщик 4 разряда 3 разряда |
0,34 |
0,27 |
0,23 |
0,21 |
0,18 |
5 |
|
доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
1,1 |
0,98 |
0,81 |
0,65 |
0,5 |
6 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,25 |
0,17 |
0,14 |
0,12 |
0,11 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,61 |
0,53 |
0,49 |
0,47 |
0,44 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,36 |
0,29 |
0,24 |
0,2 |
0,17 |
9 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда - 2 |
1,8 |
1,7 |
1,6 |
1,5 |
1,5 |
10 |
|
Укладка арматурных каркасов в форму и установка монтажных петель |
Формовщик 4 разряда 3 разряда - 2 |
2,9 |
2,6 |
2,5 |
2,4 |
11 |
|
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда - 2 |
2,5 |
2,1 |
1,8 |
1,5 |
1,4 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
0,66 |
0,55 |
0,46 |
0,39 |
0,34 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,3 |
0,23 |
0,21 |
0,18 |
0,16 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
15 |
||||
|
|
|
е |
ж |
з |
и |
к |
№ |
Примечания:
1. Затраты труда на выравнивание и заглаживание открытых поверхностей свежезаформованных изделий после извлечения вкладышей учтены в элементах Н.вр. строки 14.
2. Нормами предусмотрено изготовление колонн с консолями. При изготовлении колонн без консолей Н.вр. умножать на 0,9.
В. Колонны крановые, двухветвевые решетчатые.
Нормы времени и расценки на 10 м3 железобетона
Таблица 3.
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||||||
|
1 |
3 |
5 |
7 |
10 |
13 |
16 |
19 |
22 |
|||
|
Изготовление решетчатых колонн |
|
36,5 |
31,5 |
27 |
22 |
18,5 |
15,5 |
13,5 |
12,5 |
11 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
2 |
||||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,74 |
0,64 |
0,56 |
0,4 |
0,32 |
0,29 |
0,24 |
0,21 |
0,16 |
3 |
|
Расформовка изделий |
Формовщик 5 разряда 3 разряда |
1,5 |
1,3 |
1,1 |
0,81 |
0,68 |
0,62 |
0,57 |
0,48 |
0,44 |
4 |
|
Извлечение изделий из формы и подача в зону охлаждения или отделки |
Формовщик 5 разряда 3 разряда |
0,77 |
0,74 |
0,64 |
0,45 |
0,37 |
0,33 |
0,28 |
0,24 |
0,18 |
5 |
|
Доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
1,6 |
1.5 |
1,3 |
1,2 |
1,1 |
0,98 |
0,81 |
0,65 |
0,5 |
6 |
|
Подача изделий на склад готовой продукции или на тележку |
Формовщик 5 разряда 3 разряда |
1,3 |
0,9 |
0,58 |
0,4 |
0,25 |
0,17 |
0,14 |
0,12 |
0,11 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 4 разряда 3 разряда |
2,5 |
2,2 |
1,9 |
1,6 |
1,4 |
1,1 |
0,96 |
0,78 |
0,67 |
8 |
|
Смазка форм к бортоснастки |
Формовщик 4 разряда 3 разряда |
1,5 |
1,3 |
1,1 |
0,94 |
0,78 |
0,47 |
0,41 |
0,38 |
0,31 |
9 |
|
Установка и сборка форм с установкой вкладышей |
Формовщик 5 разряда 3 разряда |
5,4 |
4,7 |
4,1 |
3,2 |
2,6 |
1,9 |
1,3 |
1,2 |
1,1 |
10 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 5 разряда 3 разряда - 2 |
5,2 |
4 |
3,4 |
3,1 |
2,9 |
2,6 |
2,5 |
2,4 |
2,3 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 3 разряда - 2 |
9,2 |
8 |
7 |
5,6 |
4,6 |
4 |
3,8 |
3,5 |
3,2 |
12 |
|
выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 5 разряда 3 разряда |
3,4 |
3 |
2,6 |
2 |
1,4 |
1 |
0,92 |
0,84 |
0,74 |
13 |
|
Извлечение вкладышей |
Формовщик 5 разряда 3 разряда |
1,1 |
0,97 |
0,84 |
0,7 |
0,63 |
0,56 |
0,46 |
0,35 |
0,25 |
14 |
|
Выравнивание и заглаживание открытых поверхностей изделий после извлечения вкладышей |
Формовщик 5 разряда 3 разряда |
0,83 |
0,72 |
0,63 |
0,58 |
0,52 |
0,47 |
0,43 |
0,38 |
0,34 |
15 |
|
Загрузка изделий в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,1 |
0,91 |
0,8 |
0,7 |
0,61 |
0,51 |
0,41 |
0,3 |
0,2 |
16 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,24 |
17 |
||||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
№ |
колонны
§ 1-5. Балки, прогоны, распорки, перемычки и ригели ненапряженные
А. Балки, прогоны, ригели и перемычки прямоугольного сечения
нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
|||||||
|
0,05 |
0,1 |
0,2 |
0,3 |
0,5 |
1 |
1,5 |
2 |
|||
|
Изготовление балок, прогонов, ригелей и перемычек прямоугольного сечения |
|
29 |
27,5 |
26 |
24,5 |
22 |
19 |
17 |
15,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
2 |
|||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,5 |
1,4 |
1,3 |
1,2 |
0,95 |
0,69 |
0,6 |
0,55 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда - 2 |
2,2 |
2,1 |
2 |
1,9 |
1,7 |
1,5 |
1,4 |
4 |
|
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,2 |
1 |
0,9 |
0,8 |
5 |
|
Доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,2 |
1,1 |
6 |
||
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,1 |
0,98 |
0,77 |
0,66 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,3 |
2,2 |
2,1 |
1,9 |
1,6 |
1,4 |
1,3 |
1,2 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1,1 |
1 |
0,95 |
0,835 |
0,74 |
0,69 |
0,65 |
9 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,5 |
2,3 |
2,2 |
2,1 |
1,9 |
1,7 |
1,6 |
1,5 |
10 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 4 разряда 3 разряда - 2 |
3,4 |
3,2 |
3 |
2,9 |
2,6 |
2,2 |
2 |
1,7 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда - 2 |
6,3 |
6,2 |
6 |
5,8 |
5,6 |
4,8 |
4,1 |
3,8 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,9 |
2,8 |
2,7 |
2,4 |
2,1 |
1,7 |
1,6 |
1,5 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,4 |
1,3 |
1,2 |
1 |
0,77 |
0,66 |
0,55 |
0,43 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,17 |
15 |
|||||||
Продолжение таблицы 1
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
|||||
|
3 |
4 |
5 |
8 |
12 |
16 |
|||
|
Изготовление балок, прогонов, ригелей и перемычек прямоугольного сечения |
|
15 |
12 |
10 |
8,3 |
7,3 |
6,6 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
0,11 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,46 |
0,36 |
0,26 |
0,17 |
0,14 |
0,1 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
4 |
||
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
0,64 |
0,47 |
0,35 |
0,2 |
0,18 |
0,17 |
5 |
|
Доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
1 |
0,88 |
0,78 |
0,62 |
0,45 |
0,36 |
6 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,52 |
0,36 |
0,26 |
0,2 |
0,17 |
0,14 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,2 |
1 |
0,82 |
0,58 |
0,46 |
0,34 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,6 |
0,49 |
0,47 |
0,4 |
0,31 |
0,22 |
9 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда - 2 |
1,4 |
1,3 |
1,2 |
1 |
0,95 |
10 |
|
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 4 разряда 3 разряда - 2 |
1,5 |
1,2 |
1,1 |
0,95 |
0,87 |
0,6 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда - 2 |
3,2 |
2,6 |
2,1 |
1,7 |
1,5 |
1,4 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,4 |
1,2 |
1,1 |
0,85 |
0,7 |
0,66 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,39 |
0,35 |
0,32 |
0,29 |
0,24 |
0,2 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,17 |
0,1 |
15 |
||||
|
|
|
и |
к |
л |
м |
н |
о |
№ |
Примечание: Нормами предусмотрено изготовление изделий объемом до 0,5 м3 в формах на 1-10 изделий.
Б. Балки, прогоны, распорки, ригели двутаврового сечения и с выпусками арматуры, балки таврового сечения, односкатные, двускатные и облегченного типа
Нормы времени на 10 м3 железобетона
Таблица 2
|
состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||||||
|
0,5 |
1 |
1,5 |
2 |
3 |
4 |
5 |
более 5 |
|||
|
изготовление балок, прогонов, распорок, ригелей, двутаврового сечения и с выпусками арматуры, балок таврового сечения, односкатных, двухскатных и облегченного типа |
|
26,5 |
23 |
18,5 |
16 |
12,5 |
11 |
9,1 |
7,9 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,13 |
0,12 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
0.83 |
0,63 |
0,42 |
0,33 |
0,2 |
0,17 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда - 2 |
2,2 |
1,9 |
1,5 |
1,3 |
0,98 |
0,85 |
0,8 |
0,71 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,5 |
1,1 |
0,81 |
0,69 |
0,58 |
0,49 |
0,42 |
0,38 |
5 |
|
Доводка изделий до готовности |
Формовщик 3 разряда - 2 |
1,8 |
1,6 |
1,2 |
0,85 |
0,58 |
0,37 |
0,25 |
0,15 |
6 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,2 |
0,93 |
0,75 |
0,63 |
0,53 |
0,45 |
0,38 |
0,32 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
1,1 |
0,96 |
0,8 |
0,66 |
0,54 |
0,47 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,82 |
0,73 |
0,65 |
0,55 |
0,39 |
0,3 |
0,25 |
0,23 |
9 |
|
Установка и сборка форм |
Формовщик 5 разряда 4 разряда 3 разряда |
3,3 |
2,7 |
2 |
1,8 |
1,3 |
1,1 |
0,98 |
0,85 |
10 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 5 разряда 4 разряда 3 разряда |
2,2 |
2 |
1,6 |
1,2 |
1 |
0,95 |
0,88 |
0,69 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 4 разряда 3 разряда |
6,1 |
5,4 |
4,8 |
4,3 |
3,7 |
3,2 |
2,6 |
2,4 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
3 |
2,9 |
2,3 |
2,2 |
1,7 |
1,4 |
1,2 |
1 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,4 |
1 |
0,8 |
0,54 |
0,4 |
0,35 |
0,27 |
0,23 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
0,17 |
15 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
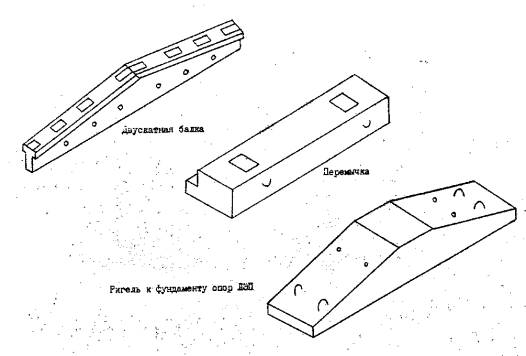
В. Ригели к фундаментам опор ЛЭП
Нормы времени на 10 м3 железобетона
Таблица 3
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||
|
0,2 |
0,3 |
0,5 |
0,7 |
1 |
|||
|
Изготовление ригелей к фундаментам опор ЛЭП |
|
15 |
12,5 |
10 |
8,6 |
6,8 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,13 |
2 |
||||
|
выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,7 |
0,6 |
0,48 |
0,4 |
0,34 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
0,84 |
0,74 |
0,6 |
0,53 |
0,47 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
1,1 |
0,91 |
0,7 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
2,1 |
1,6 |
1,2 |
1 |
0,84 |
5 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,7 |
0,65 |
0,56 |
0,49 |
0,41 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
0,59 |
0,46 |
0,36 |
0,29 |
0,25 |
8 |
|
Установка и сборка Форм |
Формовщик 3 разряда - 2 |
1,2 |
1,0 |
0,81 |
0,63 |
0,46 |
9 |
|
Установка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,4 |
1,2 |
0,96 |
0,67 |
0,49 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
3,1 |
2,7 |
2,3 |
2 |
1,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,8 |
1,3 |
1,1 |
1 |
0,7 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,7 |
0,6 |
0,49 |
0,41 |
0,35 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Примечание. Нормами предусмотрено изготовление ригелей объемом до 0,2 м3 в формах на 1-9 изделий, объемом от 0,2 до 0,5 м3 и в формах на 1-6 изделий.
Г. Ригели к стойкам опор ЛЭП
Норма времени на 10 м3 железобетона
Таблица 4
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
||||
|
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
|||
|
Изготовление ригелей к фундаментам опор ЛЭП |
|
28 |
22,5 |
18,5 |
15 |
12,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
2 |
||||
|
выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,3 |
0,87 |
0,76 |
0,61 |
0,54 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
3 |
2,7 |
2,5 |
2 |
1,7 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
2,3 |
2,1 |
1,4 |
1I |
0,61 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
2,6 |
2,2 |
1,7 |
0,94 |
0,71 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,4 |
1,7 |
1,3 |
1,1 |
0,9 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1 |
0,84 |
0,7 |
0,62 |
0,45 |
8 |
|
Установка и сборка Форм |
Формовщик 3 разряда - 2 |
3 |
2,3 |
1,3 |
1,3 |
0,95 |
9 |
|
Установка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
3 |
2 |
1,4 |
1 |
0,69 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
5,3 |
4,5 |
4,2 |
4 |
3,8 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
2,4 |
1,9 |
1,7 |
1,5 |
1,3 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1,3 |
0,88 |
0,82 |
0,74 |
0,67 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Примечание. Нормами предусмотрено изготовление ригелей к стойкам опор ЛЭП в формах на 6-10 изделий
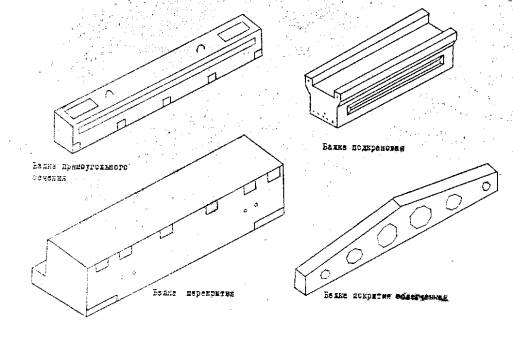
§ 1-6. БАЛКИ И РИГЕЛИ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЕ
Организационно-технические условия.
Нормами настоящего параграфа предусмотрены работы но изготовлению балок и ригелей в металлических формах на 1-2 изделия, которые при стендовом способе установлены постоянно, а при агрегатно-поточном перемещаются краном и устанавливаются на соответствующие посты.
Напрягаемые стержни при стендовом способе производства подаются в форму краном, укладываются в упоры траверсы и натягиваются гидродомкратом с подключением и отключением от насосных станций. Если применяется форма на 2 изделия, то все стержни натягиваются одновременно.
Армирование изделий выполняется из каркасов, сеток и отдельных стержней, которые крепятся между собой ручной электродуговой сваркой.
При агрегатно-поточном способе стержни длиной до 12 см нагреваются на специальной установке и укладываются в упоры формы вручную. Стержни длиной более 12 м подаются в форму краном, нагреваются с подключением клемм от электросети и укладываются вручную в упоры.
Перемещение грузов производился козловыми кранами.
Если применяются мостовые краны, то Н.вр. на соответствующие транспортные операции следует умножать на 0,8.
Бетонная смесь подается к форме краном в бадье, уплотняется глубинными вибраторами, а также вибраторами, которые закрепляются болтами на опалубке на время формовки и снимается после окончания ее.
Закладные детали устанавливаются как во время армирования изделия, так и в свежеуложенный бетон. Эти работы настоящим параграфом не учтены.
А. Балки подкрановые, покрытий, перекрытий и ригели с натяжением арматуры гидродомкратом
Норма времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||
|
2 |
4 |
6 |
8 |
10 |
|||
|
Изготовление предварительно напряженных подкрановых балок, перекрытий, покрытий и ригелей с натяжением стержней гидродомкратом |
|
56 |
44,5 |
38,5 |
33 |
29 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
снятие тепляков со стенда с подключением и отключением насосной станции |
Формовщик 3 разряда - 2 |
1,7 |
1,4 |
2 |
|||
|
Передача напряжения на бетон с подключением и отключением насосной станции |
Формовщик 5 разряда 3 разряда |
1,7 |
1,5 |
1,3 |
1,2 |
1,1 |
3 |
|
Обрезка концов предварительно напряженной арматуры электродуговой сваркой |
Формовщик 5 разряда 3 разряда |
1,8 |
1,4 |
1,2 |
1,1 |
1 |
4 |
|
Расформовка изделий |
Формовщик 5 разряда 4 разряда 3 разряда |
1,8 |
1,2 |
0,95 |
0,78 |
0,7 |
5 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 5 разряда 3 разряда |
1,5 |
1 |
0,67 |
0,49 |
0,4 |
6 |
|
Заделка цементом раствором сколов, раковин, трещин и торцов изделий |
Формовщик 5 разряда 3 разряда |
1,8 |
1,3 |
1,1 |
0,91 |
0,78 |
7 |
|
Подача изделий на склад готовой продукции |
Формовщик 5 разряда 3 разряда |
1,0 |
0,67 |
0,53 |
0,48 |
0,43 |
8 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,7 |
1,3 |
0,91 |
0,7 |
0,59 |
9 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,1 |
0,84 |
0,73 |
0,52 |
0,44 |
10 |
|
Установка и натяжение арматуры гидродомкратом |
Формовщик 5 разряда 3 разряда |
14 |
10,5 |
9,7 |
9 |
8,7 |
11 |
|
Сборка форм |
Формовщик 5 разряда 4 разряда 3 разряда |
1,5 |
1,3 |
1,1 |
0,96 |
0,87 |
12 |
|
Укладка арматурных каркасов, сеток и отдельных стержней в форму с креплением их между собой ручной электродуговой сваркой, установка монтажных петель |
Формовщик 5 разряда 4 разряда 3 разряда |
15 |
13,5 |
11,5 |
9,5 |
7,4 |
13 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 4 разряда 3 разряда |
6 |
4,5 |
3,5 |
2,8 |
2,4 |
14 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 5 разряда 3 разряда |
3,4 |
2,2 |
1,7 |
1,3 |
1 |
15 |
|
Установка, тепляков на стенд при помощи крана с уплотнением щелей по периметру |
Формовщик 4 разряда 2 разряда |
1,7 |
16 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Б. Балки подкрановые, перекрытий, покрытий, ригели с натяжением арматуры электротермическим способом
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||
|
2 |
2 |
3 |
5 |
7 |
|||
|
Изготовление предварительно напряженных подкрановых, балок, перекрытий и ригелей с натяжением стержней арматуры, электротермическим способом |
|
46 |
42,5 |
35,5 |
28,5 |
24 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,17 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 5 разряда 3 разряда |
0,84 |
0,7 |
0,54 |
0,35 |
0,28 |
3 |
|
Обрезка концов предварительно напряженной арматуры электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
2,5 |
2,4 |
2,2 |
2,1 |
1,8 |
4 |
|
Расформовка изделий |
Формовщик 5 разряда 3 разряда - 2 |
2,5 |
2,3 |
1,8 |
1,3 |
1,1 |
5 |
|
Извлечение изделий из, форм с подачей в зону охлаждения отделки или на тележку |
Формовщик 5 разряда 3 разряда |
1 |
0,97 |
0,81 |
0,52 |
0,36 |
6 |
|
Заделка цементным раствором сколов, раковин, трещин и торцов изделий |
Формовщик 5 разряда 3 разряда |
2,1 |
2 |
1,7 |
1,3 |
1,1 |
7 |
|
Подача изделий на склад готовой продукции |
Формовщик 5 разряда 3 разряда |
0,98 |
0,7 |
0,53 |
0,41 |
0,37 |
8 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,8 |
2,5 |
2,4 |
1,6 |
1,2 |
9 |
|
Смазка форм и бортоснастки |
Формовщик разряда - 2 |
1 |
0,94 |
0,86 |
0,59 |
0,5 |
10 |
|
Установка и сборка форм |
Формовщик 5 разряда 4 разряда 3 разряда |
3 |
2,8 |
2,4 |
1,9 |
1,6 |
11 |
|
Установка и натяжение стержневой арматуры электротермический способом |
Формовщик 5 разряда 3 разряда |
6,3 |
5,7 |
4,7 |
3,5 |
2,6 |
12 |
|
Укладка арматурных каркасов, сеток и отдельных стержней в форму с креплением их между собой ручной сваркой, установка монтажных петель |
Формовщик 5 разряда 4 разряда 3 разряда |
12 |
11 |
10 |
8,8 |
7,8 |
13 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 4 разряда 3 разряда |
6,1 |
5,7 |
4,1 |
3,6 |
3,1 |
14 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 5 разряда 3 разряда |
3,8 |
3,5 |
2,6 |
1,8 |
1,4 |
15 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 5 разряда 3 разряда |
0,96 |
0,75 |
0,55 |
0,33 |
0,28 |
16 |
|
Закрытие пропарочной камеры |
Формовщик 2 разряда - 2 |
0,18 |
17 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
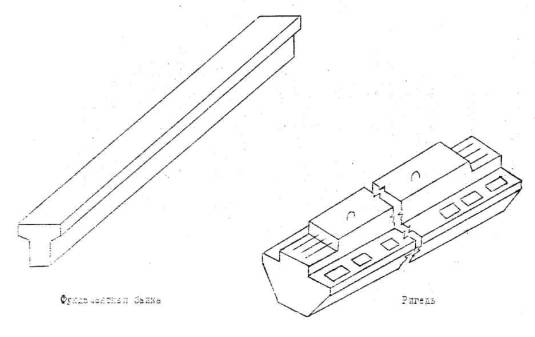
§ 1-7. БАЛКИ И KОЛОННЫ ФУНДАМЕНТОВ ТУРБОГЕНЕРАТОРОВ И БЛОЧНЫХ НАСОСНЫХ
Нормы времени на 10 м3 железобетона
Таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||
|
3 |
5 |
7 |
10 |
|||
|
Изготовление балок и колонн фундаментов турбогенераторов и блочных насосных |
|
26 |
20,5 |
17,5 |
15 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 5 разряда 3 разряда |
0,74 |
0,49 |
0,39 |
0,29 |
3 |
|
Расформовка изделий |
Формовщик 5 разряда 4 разряда 3 разряда |
2,9 |
2,3 |
2 |
1,7 |
4 |
|
Извлечение изделий из, форм с подачей в зону охлаждения отделки или на тележку |
Формовщик 5 разряда 3 разряда |
1,1 |
0,78 |
0,56 |
0,39 |
5 |
|
Доводка изделий до готовности |
Формовщик 5 разряда 3 разряда |
1,7 |
1,5 |
1,4 |
1,3 |
6 |
|
Подача изделий на склад, готовой продукции |
Формовщик 5 разряда 3 разряда |
1 |
0,66 |
0,46 |
0,28 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,4 |
1 |
0,85 |
0,7 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
0,73 |
0,62 |
0,51 |
0,41 |
9 |
|
Установка и сборка форм |
Формовщик 5 разряда 4 разряда 3 разряда |
2,9 |
2,6 |
2,3 |
2,1 |
10 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 5 разряда 4 разряда 3 разряда |
4,6 |
3,9 |
3,6 |
3,3 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 4 разряда 3 разряда |
6,4 |
4,8 |
3,8 |
2,9 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 5 разряда 4 разряда 3 разряда |
1,4 |
1,1 |
0,95 |
0,75 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 5 разряда 4 разряда 3 разряда |
0,85 |
0,59 |
0,44 |
0,34 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
15 |
|||
|
|
|
а |
б |
в |
г |
№ |
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||
|
13 |
16 |
19 |
22 |
25 |
|||
|
Изготовление балок и колода фундаментов турбогенераторов и блочных насосных |
|
15 |
12 |
10,5 |
9,8 |
9,1 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 5 разряда 3 разряда |
2,4 |
0,19 |
0,16 |
0,13 |
0,1 |
3 |
|
Расформовка изделий |
Формовщик 5 разряда 4 разряда 3 разряда |
1,5 |
1,3 |
1,2 |
1,1 |
1 |
4 |
|
Извлечение изделий из формы с подачей в зону охлаждения, отделяй или на тележку |
Формовщик 5 разряда 3 разряда |
0,31 |
0,28 |
0,24 |
0,2 |
0,18 |
5 |
|
доводка изделий до готовности |
Формовщик 5 разряда 3 разряда |
1,1 |
0,93 |
0,74 |
0,57 |
0,5 |
6 |
|
Подача изделий на склад, готовой продукции |
Формовщик 5 разряда 3 разряда |
0,19 |
0,16 |
0,13 |
0,12 |
0,11 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,6 |
0,56 |
0,54 |
0,5 |
0,48 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
0,33 |
0,27 |
0,23 |
0,19 |
0,15 |
9 |
|
Установка и сборка форм |
Формовщик 5 разряда 4 разряда 3 разряда |
1,9 |
1,8 |
1,7 |
1,6 |
10 |
|
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 5 разряда 4 разряда 3 разряда |
3 |
2,9 |
2,8 |
2,7 |
2,6 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 4 разряда 3 разряда |
2,4 |
2,1 |
1,8 |
1,6 |
1,5 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 5 разряда 4 разряда 3 разряда |
0,63 |
0,52 |
0,44 |
0,39 |
0,34 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 5 разряда 4 разряда 3 разряда |
0,26 |
0,24 |
0,2 |
0,18 |
0,16 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
15 |
||||
|
|
|
д |
е |
ж |
з |
и |
№ |
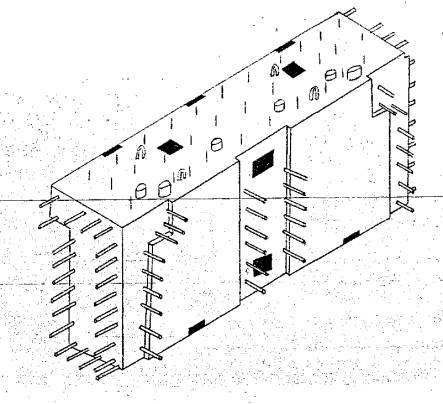
Фундамент турбогенератора
§ 1-7. ФЕРМЫ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||
|
3 |
4 |
6 |
|||
|
изготовление железобетонных форм |
|
50 |
43,5 |
38,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
снятие тепляков со стенда |
Формовщик 3 разряда - 2 |
0,77 |
0,63 |
0,56 |
2 |
|
Расформовка изделий |
Формовщик 5 разряда 4 разряда 3 разряда - 2 |
6,7 |
6 |
5,2 |
3 |
|
Обрезка концов напряженных стержней электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
0,91 |
0,77 |
0,63 |
4 |
|
Извлечение изделий из форм с установкой в кассеты |
Формовщик 3 разряда - 2 |
3,2 |
2,6 |
2,1 |
5 |
|
Заделка цементным раствором сколов, раковин, трещин и торцов изделий |
Формовщик 3 разряда - 2 |
2 |
1,7 |
1,4 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
6,7 |
5,7 |
4,9 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,4 |
1,2 |
0,98 |
8 |
|
Установка и сборка форм |
Формовщик 5 разряда 4 разряда 3 разряда - 2 |
7 |
5,6 |
4,9 |
9 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 4 разряда 3 разряда |
13 |
12 |
11 |
10 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда-2 |
6,5 |
5,8 |
5,3 |
11 |
|
Установка тепляков на стенд |
Формовщик 3 разряда - 2 |
0,98 |
0,84 |
0,7 |
12 |
|
Уплотнение щелей по периметру тепляка |
Формовщик 3 разряда - 2 |
1 |
0,84 |
0,7 |
13 |
|
|
|
а |
б |
в |
№ |
Примечания:
1.Укладку арматурных каркасов, установку закладных деталей и монтажных петель нормировать по сборнику "Единые нормы времени и расценки на изготовление железобетонных и бетонных изделий и конструкций". Выпуск II. "Арматурные работы".
2. Нормами предусмотрено изготовление ферм пролетом от 12 до 36 м как цельных, так и состоящих из двух полуформ.
§ 1-9. ПЛИТЫ И ПАНЕЛИ НЕНАПРЯЖЕННЫЕ
А. Плоские плиты и панели.
Дорожные и тротуарные плиты.
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||||
|
0,05 |
0,1 |
0,3 |
0,5 |
0,7 |
1 |
1,5 |
|||
|
Изготовление плоских плит и панелей, дорожных и тротуарных плит |
|
25,6 |
24,5 |
21 |
18,5 |
17 |
15 |
13,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1 |
0,93 |
0,84 |
0,79 |
0,74 |
0,7 |
0,6 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
2,2 |
2 |
1,5 |
1,3 |
1,2 |
1,1 |
0,93 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
2,2 |
2,1 |
1,8 |
1,5 |
1,4 |
1,1 |
0,92 |
5 |
|
доводка изделий до готовности |
Формовщик 3 разряда - 2 |
1,6 |
1,3 |
1,4 |
1,3 |
1,2 |
1,1 |
0,97 |
6 |
|
Подача изделий на склад, готовой продукции |
Формовщик 3 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
0,98 |
0,88 |
7 |
|
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,8 |
1,6 |
1,5 |
1,4 |
1,3 |
1,2 |
1 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1,1 |
0,89 |
0,76 |
0,71 |
0,57 |
0,47 |
9 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
2,6 |
2,4 |
1,9 |
1,6 |
1,4 |
1,1 |
1 |
10 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 3 разряда - 2 |
3,2 |
3,1 |
2,4 |
1,8 |
1,5 |
1,3 |
1,1 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
4,5 |
4,3 |
4 |
3,8 |
3,6 |
3,4 |
3,2 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
3,3 |
2,8 |
2,3 |
1,9 |
1,7 |
1,5 |
1,3 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1,3 |
1,2 |
0,98 |
0,84 |
0,73 |
0,64 |
0,52 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
15 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
Продолжение таблицы 1
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
|||||
|
2,5 |
4 |
5,5 |
7 |
8,5 |
10 |
|||
|
Изготовление плоских плит и панелей, дорожных и тротуарных плит |
|
11 |
8,7 |
7,2 |
6,4 |
5,5 |
5,1 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
0,13 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,48 |
0,37 |
0,3 |
0,26 |
0,21 |
0,17 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
0,8 |
0,65 |
0,53 |
0,43 |
0,36 |
0,32 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
0,73 |
0,58 |
0,5 |
0,45 |
0,41 |
0,39 |
5 |
|
доводка изделий до готовности |
Формовщик 3 разряда - 2 |
0,76 |
0,51 |
0,34 |
0,2 |
0,18 |
6 |
|
|
Подача изделий на склад, готовой продукции |
Формовщик 3 разряда - 2 |
0,7 |
0,49 |
0,34 |
0,24 |
0,19 |
0,17 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,67 |
0,53 |
0,42 |
0,37 |
0,34 |
0,31 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,35 |
0,26 |
0,22 |
0,21 |
0,19 |
0,17 |
9 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
0,95 |
0,76 |
0,65 |
0,59 |
0,54 |
0,52 |
10 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 3 разряда - 2 |
0,82 |
0,59 |
0,46 |
0,4 |
0,36 |
0,34 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
2,8 |
2,4 |
2 |
1,8 |
1,6 |
1,5 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,1 |
0,89 |
0,78 |
0,7 |
0,65 |
0,6 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,37 |
0,29 |
0,24 |
0,22 |
0,19 |
0,18 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
0,16 |
15 |
||||
|
|
|
з |
и |
к |
л |
м |
н |
№ |
Примечания:
1. Нормами предусмотрено изготовление плоских плит и панелей объемом до 0,05 м3 в формах на 10-15 изделий; объемом до 0,3 м3 в формах на 3-12 изделий.
2. При изготовлении дорожных плит к нормам времени применять коэффициент 0,5.
Б. плиты плоские для покрытия колодцев
Нормы времени на 10 м3 железобетона
Таблица 2
|
состав работ |
исполнители |
Объем изделий, м3 до |
|
||||
|
0,1 |
0,3 |
0,5 |
1 |
1,5 |
|||
|
Изготовление плит покрытия колодцев |
|
32,5 |
25 |
20,5 |
16,5 |
13 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,2 |
0,96 |
0,96 |
0,83 |
0,79 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
2,4 |
1,6 |
1,2 |
0,82 |
0,68 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
4 |
2,8 |
2 |
1,2 |
1 |
5 |
|
Подача изделий на склад, готовой продукции |
Формовщик 3 разряда - 2 |
3,7 |
2,7 |
1,8 |
1,4 |
1,1 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,5 |
1,9 |
1,4 |
1 |
0,83 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,5 |
1,2 |
1 |
0,64 |
0,45 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
3 |
2,4 |
2,3 |
2 |
1,5 |
9 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 3 разряда - 2 |
3,4 |
2,6 |
1,8 |
1,2 |
0,96 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
5,8 |
4,7 |
4,4 |
3,9 |
2,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
2,5 |
2,4 |
2,2 |
2,1 |
1,9 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1,9 |
1,6 |
1,3 |
0,96 |
0,76 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
В. плоские пригрузочные плиты, фундаментов опор линий электропередачи.
нормы времени на 10 м3 железобетона
Таблица 3
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||
|
0,3 |
0,5 |
1 |
|||
|
изготовление плоских пригрузочных плит фундаментов опор линий электропередачи |
|
14,5 |
12 |
8,8 |
1 |
|
В том числе: |
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,14 |
2 |
||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,74 |
0,5 |
0,45 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
1,4 |
1,1 |
0,86 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1,2 |
1 |
0,9 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
1,6 |
1,3 |
0,9 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,79 |
0,68 |
0,52 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,5 |
0,46 |
0,29 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
1,5 |
1,2 |
0,83 |
9 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,1 |
0,9 |
0,6 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
3 |
2,4 |
1,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда |
1,4 |
1,3 |
1,1 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,75 |
0,63 |
0,54 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
14 |
||
|
|
|
а |
б |
в |
№ |
Примечание: Нормами предусмотрено изготовление плоских пригрузочных плит фундаментов линий электропередачи объемом до 0,3 м3 в формах на 1-8 изделий.
Г. Плиты крепления откосов земляных сооружений сплошные
Нормы времени на 10 м3 железобетона.
Таблица 4
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||||||
|
0,1 |
0,15 |
0,3 |
0,5 |
1 |
1,5 |
2 |
3 |
5 |
|||
|
Изготовление плит креплений откосов земляных сооружений |
|
27 |
25,5 |
22,5 |
20 |
16 |
13,5 |
12 |
10,5 |
9,4 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
2 |
||||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,77 |
0,7 |
0,64 |
0,56 |
0,5 |
0,45 |
0,4 |
3 |
||
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
4,1 |
3,8 |
3,4 |
2,9 |
2,4 |
1,9 |
1,8 |
1,6 |
1,5 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, или отделки |
Формовщик 3 разряда - 2 |
1,7 |
1,4 |
1,3 |
0,92 |
0,69 |
0,63 |
0,58 |
0,5 |
5 |
|
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
1,7 |
1,5 |
1,4 |
0,92 |
0,69 |
0,63 |
0,52 |
0,45 |
6 |
|
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
0,86 |
0,75 |
0,7 |
0,65 |
0,55 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,9 |
0,8 |
0,7 |
0,63 |
0,5 |
0,45 |
0,4 |
0,31 |
0,25 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
4,1 |
3,9 |
3,2 |
2,6 |
1,9 |
1,6 |
1,5 |
1,3 |
1,2 |
9 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
0,9 |
0,78 |
0,74 |
0,63 |
0,55 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
6,7 |
6,3 |
5,8 |
5,2 |
4,5 |
3,8 |
3,3 |
2,7 |
2,2 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
3,5 |
3,1 |
2,5 |
2,1 |
2,6 |
1,4 |
1,2 |
1,1 |
12 |
|
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,78 |
0,72 |
0,65 |
0,6 |
0,48 |
0,42 |
0,36 |
0,3 |
13 |
|
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
14 |
||||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
№ |
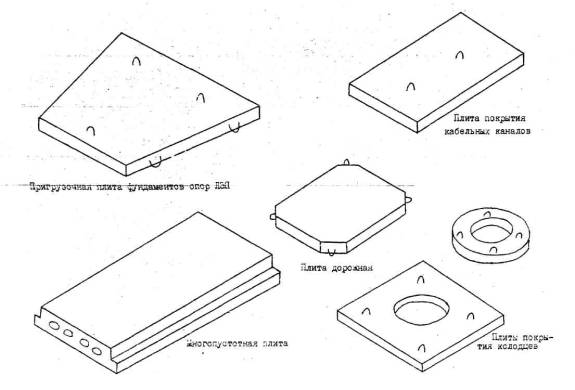
§ 1-10. ПЛИТЫ РЕБРИСТЫЕ НЕНАПРЯЖЕННЫЕ
Нормы времени на 10 м3 железобетона
Таблица 1
|
состав работ |
исполнители |
Объем изделий, м3 до |
|
||||
|
0,1 |
0,3 |
0,5 |
0,7 |
1 |
|||
|
Изготовление ненапряженных ребристых плит |
|
26,5 |
23,5 |
20,5 |
18 |
16 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
1 |
0,87 |
0,81 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,1 |
1,8 |
1,6 |
1,2 |
0,98 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,4 |
2 |
1,6 |
1,2 |
1,1 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,9 |
1,7 |
1,5 |
1,3 |
1,2 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,8 |
1,7 |
1,4 |
1,3 |
1,1 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,92 |
0,84 |
0,77 |
0,67 |
0,59 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда - 1 3 разряда - 2 |
2,6 |
2,3 |
2,1 |
1,8 |
1,7 |
9 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 4 разряда - 1 3 разряда - 2 |
2,7 |
2,2 |
1,8 |
1,5 |
1,3 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда - 1 3 разряда - 2 |
5,7 |
5,3 |
4,8 |
4,4 |
4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда - 1 3 разряда - 2 |
3,6 |
3,4 |
2,8 |
2,4 |
2 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,1 |
1 |
0,99 |
0,91 |
0,81 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
14 |
||||
|
|
|
е |
ж |
з |
и |
к |
№ |
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||||
|
1,5 |
2,5 |
4 |
5,5 |
7 |
8,5 |
|||
|
Изготовление ненапряженных ребристых плит |
|
0,13 |
10,5 |
8 |
6,6 |
5,8 |
5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
0,12 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,62 |
0,35 |
0,2 |
0,14 |
0,09 |
0,07 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
0,72 |
0,48 |
0,36 |
0,31 |
0,27 |
0,25 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
0,78 |
0,5 |
0,35 |
0,24 |
0,16 |
0,08 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1 |
0,8 |
0,65 |
0,53 |
0,46 |
0,4 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,97 |
0,85 |
0,59 |
0,44 |
0,41 |
0,38 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,44 |
0,3 |
0,2 |
0,14 |
0,1 |
0,07 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда - 1 3 разряда - 2 |
1,4 |
1,1 |
1,0 |
0,8 |
0,74 |
0,72 |
9 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 4 разряда - 1 3 разряда - 2 |
1 |
0,85 |
0,67 |
0,58 |
0,5 |
0,47 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда - 1 3 разряда - 2 |
3,6 |
3 |
2,2 |
1,8 |
1,5 |
1,2 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда - 1 3 разряда - 2 |
1,6 |
1,4 |
1,1 |
1 |
0,97 |
0,9 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,77 |
0,55 |
0,41 |
0,3 |
0,23 |
0,17 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
0,15 |
14 |
||||
|
|
|
е |
ж |
з |
и |
к |
л |
№ |
§ 1-11. ПЛИТЫ РЕБРИСТЫЕ НАПРЯЖЕННЫЕ С НАТЯЖЕНИЕМ СТЕРЖНЕЙ ГИДРОДОМКРАТОМ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||||||
|
1 |
1,5 |
2 |
2,5 |
3 |
4 |
5 |
6 |
|
||
|
изготовление ребристых плит с натяжением стержней гидродомкратом |
|
35,5 |
31 |
27 |
23,5 |
21 |
17,5 |
14,5 |
13 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
|||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,1 |
0,93 |
0,8 |
0,68 |
0,55 |
0,38 |
0,27 |
0,18 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,1 |
2 |
1,8 |
1,7 |
1,6 |
1,5 |
1,4 |
1,3 |
4 |
|
Обрезка концов напряженной арматуры электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
1,8 |
1,6 |
1,4 |
1,3 |
1,1 |
1 |
0,86 |
0,73 |
5 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,2 |
1,1 |
0,9 |
0,75 |
0,63 |
0,51 |
0,42 |
0,34 |
6 |
|
Заделка торцов цементным раствором |
Формовщик 3 разряда- 2 |
1,8 |
1,4 |
1,2 |
0,98 |
0,8 |
0,57 |
0,45 |
0,4 |
7 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,7 |
1,3 |
1 |
0,84 |
0,69 |
0,51 |
0,41 |
0,31 |
8 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,8 |
1,6 |
1,3 |
1,1 |
0,92 |
0,71 |
0,57 |
0,46 |
9 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,9 |
0,75 |
0,67 |
0,58 |
0,5 |
0,4 |
0,3 |
0,24 |
10 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,5 |
2,4 |
2,3 |
2,2 |
2,1 |
1,9 |
1,3 |
1,7 |
11 |
|
Натяжение стержней арматуры гидродомкратом |
Формовщик 4 разряда 3 разряда |
7,6 |
6,4 |
5,4 |
4,6 |
4,1 |
3,3 |
2,7 |
2,3 |
12 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
3,2 |
2,8 |
2,4 |
2,2 |
2 |
1,7 |
1,5 |
1,4 |
13 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
5 |
4,5 |
4 |
3,5 |
3,1 |
2,5 |
2,1 |
1,8 |
14 |
|
Выравнивание и заглаживание открытых поверхностей бетона |
Формовщик 3 разряда - 2 |
3 |
2,6 |
2,4 |
2,1 |
1,8 |
1,6 |
1,3 |
1,2 |
15 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
0,87 |
0,7 |
0,55 |
0,36 |
0,2 |
0,09 |
16 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
|
|
|
0,19 |
|
|
|
|
17 |
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
Плита ребристая ненапряженная
Плита ребристая предварительно-напряженная
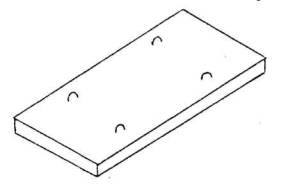
Плита плоская
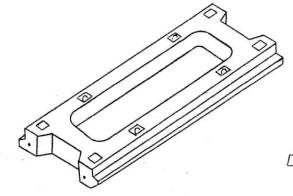
Плита ребристая предварительно-напряженная
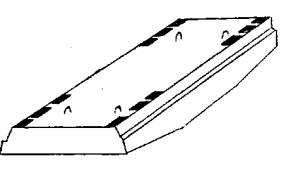
Ребристая плита переменного сечения предварительно-напряженная
§ 1-12. ПЛИТЫ РЕБРИСТЫЕ НАПРЯЖЕННЫЕ С НАТЯЖЕНИЕМ СТЕРЖНЕЙ ЭЛЕКТРОТЕРМИЧЕСКИМ СПОСОБОМ.
Нормы времена на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||||||
|
0,5 |
1 |
2 |
3 |
4 |
5 |
7 |
9 |
|||
|
Изготовление ребристых плит с натяжением стержневой арматуры электротермическим способом при длине до 12 м |
|
33,5 |
29,5 |
23,5 |
19,5 |
16,5 |
14 |
11,5 |
9,6 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,14 |
2 |
|||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,1 |
0,97 |
0,68 |
0,52 |
0,37 |
0,25 |
0,13 |
0,06 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда - 2 3 разряда - 2 |
2,1 |
1,9 |
1,6 |
1,4 |
1,3 |
1,2 |
1,1 |
1 |
4 |
|
Обрезка концов напряженной арматуры электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
1,6 |
1,4 |
1,2 |
1 |
0,79 |
0,66 |
0,5 |
0,37 |
5 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,4 |
1,1 |
0,75 |
0,58 |
0,47 |
0,4 |
0,32 |
0,29 |
6 |
|
Заделка торцов цементным раствором, доводка изделий до готовности с приготовлением цементного раствора |
Формовщик 3 разряда |
2,2 |
1,6 |
1 |
0,96 |
0,8 |
0,71 |
0,58 |
0,53 |
7 |
|
Электродуговая приварка шайб на концы стержней |
Электросварщик ручной сварки 3 разряда |
2,5 |
2,4 |
2,2 |
2 |
1,8 |
1,7 |
1,5 |
1,2 |
8 |
|
Подача, изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,8 |
1,4 |
0,8 |
0,5 |
0,46 |
0,36 |
0,25 |
0,2 |
9 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,5 |
2,3 |
1,8 |
1,1 |
0,75 |
0,55 |
0,45 |
0,37 |
10 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,9 |
0,7 |
0,67 |
0,5 |
0,42 |
0,3 |
0,24 |
0,17 |
11 |
|
Установка и сборка форм |
Формовщик 4 разряда - 2 3 разряда - 2 |
2,3 |
2 |
1,6 |
1,4 |
1,3 |
1,2 |
1 |
0,8 |
12 |
|
Электротермическое натяжение стержней арматуры |
Формовщик 4 разряда 3 разряда - 2 |
3 |
2,5 |
2,1 |
2 |
1,9 |
1,8 |
1,6 |
1,5 |
13 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда - 1 3 разряда - 2 |
3,3 |
3,1 |
2,6 |
2,2 |
1,9 |
1,7 |
1,4 |
1,1 |
14 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда - 2 |
4,4 |
4 |
3,5 |
3,2 |
2,7 |
2,2 |
1,7 |
1,4 |
15 |
|
Выравнивание и заглаживание открытых поверхностей бетона |
Формовщик 3 разряда - 2 |
3 |
2,6 |
2,1 |
1,6 |
1,1 |
0,6 |
0,45 |
0,25 |
16 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
0,6 |
0,45 |
0,3 |
0,2 |
0,13 |
0,06 |
17 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
0,15 |
18 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
Примечания:
1. изготовление плоских напряженных плит нормировать по данному параграфу
2. При изготовлении плит с усиленным армированием для строительства зданий в сейсмической зоне к нормам времени строк 4, 5, 8, 12, 13, 14 применять коэффициент 2.
3. При застропке форм с помощью "серег" к нормам времени строк 3, 17, применять коэффициент 2.
§ 1-13. АНКЕРНЫЕ ПЛИТЫ
Нормы времени на 10 м3 железобетона.
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
|||
|
1 |
1,5 |
2 |
3 |
|
||
|
Изготовление анкерных ребристых плит |
|
11 |
8,8 |
7,8 |
6,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
|
0,15 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,64 |
0,49 |
0,39 |
0,24 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1 |
0,7 |
0,6 |
0,44 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
0,77 |
0,69 |
0,63 |
0,56 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,7 |
0,49 |
0,41 |
0,32 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,67 |
0,62 |
0,57 |
0,51 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,77 |
0,52 |
0,44 |
0,39 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
1,1 |
0,77 |
0,67 |
0,55 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1 |
0,88 |
0,77 |
0,64 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
2,5 |
2,2 |
2 |
1,8 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
0,95 |
0,65 |
0,57 |
12 |
|
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,69 |
0,46 |
0,31 |
0,11 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
а |
14 |
|||
|
|
|
|
б |
в |
г |
№ |
§ 1-14. АРМООПАЛУБОЧНЫЕ ПЛИТЫ
А. Плоские плиты
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3 до |
|
||||
|
0,5 |
1 |
1,5 |
2 |
3 |
|||
|
Изготовление плоских армоопалубочных плит |
|
23 |
16 |
12 |
10 |
8 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,1 |
0,74 |
0,56 |
0,47 |
0,31 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
2,8 |
1,8 |
1,3 |
1 |
0,83 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1,4 |
0,96 |
0,74 |
0,6 |
0,41 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
1,4 |
0,96 |
0,74 |
0,6 |
0,4 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,5 |
1,2 |
0,95 |
0,35 |
0,65 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,9 |
0,64 |
0,56 |
0,49 |
0,36 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
2 |
1,4 |
1,2 |
1 |
0,95 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,9 |
1,3 |
1 |
0,85 |
0,8 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
6,9 |
4,8 |
3,5 |
2,9 |
1,9 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,2 |
1,1 |
0,74 |
0,72 |
0,7 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1,3 |
0,79 |
0,53 |
0,37 |
0,14 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Примечание: Если после формовки изделия производится снятие цементной пленки с открытой поверхности бетона, добавлять к укрупненной Н.вр. 0,15 чел.-часа.
Б. Криволинейные плиты
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
|||||
|
0,5 |
1 |
1,5 |
2 |
3 |
5 |
|||
|
Изготовление криволинейных анкерных плит |
|
28 |
22,5 |
17 |
14 |
11 |
9,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
|||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,3 |
1 |
0,8 |
0,63 |
0,56 |
0,49 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3,5 |
2,6 |
1,8 |
1,4 |
1,1 |
9,93 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,7 |
1,3 |
1 |
0,79 |
0,52 |
0,37 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,7 |
1,3 |
1 |
0,79 |
0,52 |
0,37 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,9 |
1,7 |
1,3 |
1,2 |
1,2 |
1,1 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,1 |
0,9 |
0,8 |
0,67 |
0,46 |
0,3 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,3 |
2,1 |
1,7 |
1,3 |
1,2 |
1,1 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
2,4 |
1,9 |
1,4 |
1,2 |
1,1 |
1 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
8,8 |
6,8 |
5 |
3,9 |
2,7 |
2,4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,5 |
1 |
0,93 |
12 |
|||
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,6 |
1,1 |
0,76 |
0,5 |
0,33 |
0,22 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
|||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
Примечание. если после формовки изделия выполняется снятие цементной пленки с открытое поверхности бетона, добавлять к укрупненной Н.вр. 0,15 чел.-часа.
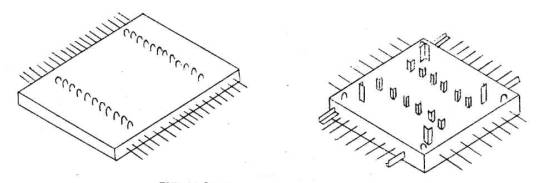
Армоопалубочные плиты плоские
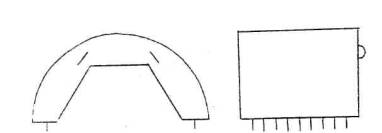
Армоопалубочная плита криволинейная
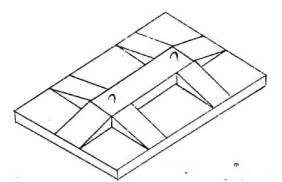
Анкерная плита
§ 1-15. ПЛИТЫ ПЕРЕКРЫТИЯ КАБЕЛЬНЫХ КАНАЛОВ И ШВОВ БЕТОННОЙ ОБЛИЦОВКИ ОТКОСОВ ЗЕМЛЯНЫХ СООРУЖЕНИЙ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
|||||||
|
0,02 |
0,05 |
0,08 |
0,11 |
0,14 |
0,17 |
0,22 |
0,35 |
|||
|
Изготовление плит перекрытий кабельных каналов и швов бетонной облицовки откосов земляных сооружений |
|
44 |
36 |
30 |
24,5 |
21 |
18 |
15 |
12,5 |
1 |
|
В том числе:. |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,17 |
0,16 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,9 |
1,5 |
1,3 |
1,1 |
0,97 |
0,8 |
0,79 |
0,62 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
3,6 |
3 |
2,6 |
2,3 |
2 |
1,5 |
1,7 |
1,2 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
3,8 |
2,9 |
2,4 |
2 |
1,7 |
1,6 |
1,5 |
1,3 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
2,5 |
1,5 |
1,6 |
1,3 |
1,2 |
1 |
0,93 |
0,74 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
4 |
3,5 |
3 |
2 |
1,5 |
1,2 |
0,9 |
0,72 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,8 |
1,4 |
1 |
0,84 |
0,74 |
0,7 |
0,66 |
0,53 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
3,2 |
2,6 |
2,2 |
1,9 |
1,7 |
1,5 |
1,3 |
1 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
6 |
4,3 |
3,2 |
2,5 |
2 |
1,4 |
0,9 |
0,7 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
9,5 |
8,2 |
7,2 |
6,5 |
6 |
5,5 |
4,3 |
3,8 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
5,3 |
4,5 |
3,6 |
2,6 |
2 |
1,5 |
0,99 |
0,79 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
2 |
1,8 |
1,3 |
1,1 |
1 |
0,92 |
0,83 |
0,66 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
0,19 |
14 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
§ 1-15. МНОГОПУСТОТНЫЕ ПЛИТЫ
Организационно-технические условия.
Нормами времени настоящего параграфа предусмотрено изготовление ненапряженных и напряженных многопустотных плит на агрегатно-поточных и автоматизированных агрегатно-поточных линиях, оборудованных бетоноукладчиками, виброплощадками, формовочными машинами, механизированным устройством для образования пустот в бетоне (пуансонами) и др. механизмами и приспособлениями. Обслуживание этих линий предусмотрено мостовыми кранами.
Если применяется оборудование или способы работы, не предусмотренные данным параграфом, при нормировании работ по изготовлению пустотных плит следует пользоваться коэффициентами перехода, приведенными в технической части и в приложениях к настоящему сборнику.
Плиты изготавливаются в металлических формах, которые состоят из днища и бортов или из поддонов и неразборных рам бортоснастки (съемных бортов). Борта формы крепятся между собой винтовыми или клиновыми зажимами.
При изготовлении ненапряженных плит нижние сетки (плоские каркасы) подаются и устанавливаются в форму краном, а верхние сетки и петли - вручную. При изготовлении напряженных плит арматура устанавливается вручную, натяжение стержней выполняется электротермическим способом. Снятие напряжения производится путем обрезки концов стержней ручным электродуговым сварочным аппаратом или путем ослабления винтов, удерживающих упоры для стержней с одной стороны формы.
Управление Формовочными машинами, механизированным устройством на линии, ввод и вывод пуансонов производится с пульта управления; бетоноукладчиком допускается управление как с пульта, так и непосредственно машинистом.
После укладки бетонной смеси в форму изделие пригружают металлическим щитом, уплотняют бетонную смесь вибрированием, а затем снимают щит. Подача, установка и снятие пригрузочного щита производится с помощью крана или самоходного устройства, которым управляют с пульта.
Верхняя плоскость плиты после снятия притрузочного щита не заглаживается. Боковые и торцевые плоскости заглаживаются в том случае, когда борта или рама бортоснастки снимаются с изделии сразу же после окончания формовки. Если пригрузочный щит не применяется, заглаживается вся открытая поверхность свежезаформованного изделия.
При изготовлении плиты на поддоне рама бортоснастки (борта) снимается со свежезаформованного изделия.
В пропарочную камеру плиты подаются на поддонах или в формах.
Объем изделий в таблицах параграфа указан с учетом пустот.
А. многопустотные плиты ненапряженные
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
исполнители |
Объем изделий, м3 до |
|
||||
|
0,5 |
1 |
1,5 |
2 |
2,5 |
|||
|
Изготовление многопустотных ненапряженных плит |
|
17 |
15,5 |
13,5 |
11,5 |
9,6 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
0,11 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,87 |
0,8 |
0,7 |
0,55 |
0,46 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
0,9 |
0,82 |
0,7 |
0,6 |
0,51 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1 |
0,94 |
0,84 |
0,7 |
5 |
|
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
0,74 |
0,67 |
0,59 |
0,49 |
0,43 |
6 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
0,91 |
7 |
|
Очистка форм (поддонов и бортоснастки) |
Формовщик 3 разряда - 2 |
0,88 |
0,8 |
0,7 |
0,56 |
0,46 |
8 |
|
Смазка форм (поддонов и бортоснастки) |
Формовщик 3 разряда - 2 |
0,63 |
0,54 |
0,42 |
0,34 |
0,27 |
9 |
|
Укладка в форму арматурных каркасов и монтажных петель |
Формовщик 3 разряда - 2 |
1,8 |
1,7 |
1,6 |
1,4 |
1 |
10 |
|
Ввод пустотообразователей |
Формовщик 3 разряда |
0,24 |
0,22 |
0,19 |
0,12 |
0,09 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
4,5 |
4 |
3,3 |
2,8 |
2,4 |
12 |
|
Подача, установка и снятие пригрузочного щита |
Формовщик 3 разряда - 2 |
0,66 |
0,6 |
0,5 |
0,42 |
0,35 |
13 |
|
Вывод пустотообразователей |
Формовщик 3 разряда |
0,2 |
0,18 |
0,14 |
0,12 |
0,09 |
14 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,1 |
0,98 |
0,94 |
0,81 |
0,74 |
15 |
|
Заделка отверстий на торцах плиты бетонными пробками |
Формовщик 3 разряда |
0,88 |
0,8 |
0,7 |
0,63 |
0,58 |
16 |
|
Загрузка изделий в формах (поддонах) в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,81 |
0,73 |
0,68 |
0,53 |
0,42 |
17 |
|
|
|
а |
б |
в |
г |
д |
№ |
примечание. Нормами предусмотрено изготовление плит в формах с откидными бортами. Если формовка выполняется на поддоне с неразборной бортоснасткой, Н.вр. строки 7 умножать на 0,85, строки 15 на 0,7; Н.вр. строки 4 из укрупненной нормы исключить (затраты на снятие бортоснастки с изделия учтены элементной нормой строки 14)
Б. Многопустотные плиты напряженные.
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||||
|
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
4 |
|||
|
Изготовление многопустотных напряженных плит |
|
21 |
18,0 |
15 |
13,0 |
11,0 |
9,3 |
7,1 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,22 |
0,13 |
2 |
|||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,77 |
0,71 |
0,58 |
0,48 |
0,39 |
0,35 |
0,32 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
0,98 |
0,78 |
0,65 |
0,5 |
0,4 |
0,35 |
0,25 |
4 |
|
Обрезка концов предварительно напряженных стержней электродуговой сваркой |
Электросварщик дуговой сварки 3 разряда |
0,75 |
0,65 |
0,48 |
0,38 |
0,28 |
0,2 |
0,15 |
5 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1,3 |
1,1 |
1 |
0,9 |
0,71 |
0,48 |
0,29 |
6 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
0,83 |
0,72 |
0,59 |
0,45 |
0,31 |
0,22 |
0,1 |
7 |
|
Очистка форм (поддонов и бортоснастки) |
Формовщик 3 разряда - 2 |
0,76 |
0,7 |
0,63 |
0,59 |
0,52 |
0,46 |
0,37 |
8 |
|
Смазка форм (поддонов и бортоснастки) |
Формовщик 3 разряда - 2 |
0,68 |
0,58 |
0,39 |
0,27 |
0,15 |
0,1 |
0,08 |
9 |
|
Подача форм (поддонов) на пост армиравания |
Формовщик 3 разряда - 2 |
0,61 |
0,55 |
0,45 |
0,38 |
0,31 |
0,25 |
0,17 |
10 |
|
Установка и натяжение арматуры электротермическим способом |
Формовщик 3 разряда - 2 |
1,6 |
1,3 |
1,1 |
1 |
0,95 |
0,85 |
0,7 |
11 |
|
Укладка арматурных каркасов и сеток в фopму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
1,2 |
1,1 |
1 |
0,85 |
0,55 |
12 |
|
Сборка форм |
Формовщик 3 разряда - 2 |
1,8 |
1,3 |
1 |
0,75 |
0,58 |
0,49 |
0,35 |
13 |
|
Установка форм на пост формовки |
Формовщик 3 разряда - 2 |
0,56 |
0,46 |
0,32 |
0,3 |
0,27 |
0,24 |
0,18 |
14 |
|
Ввод пустотообразователей |
Формовщик 3 разряда - 2 |
0,16 |
0,15 |
0,12 |
0,1 |
0,09 |
0,08 |
0,07 |
15 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
4,2 |
3,9 |
3,4 |
3,1 |
2,7 |
2,4 |
2 |
16 |
|
Подача, укладка и снятие пригрузочного щита |
Формовщик 3 разряда - 2 |
0,7 |
0,64 |
0,54 |
0,46 |
0,36 |
0,3 |
0,2 |
17 |
|
Вывод пустотообразователей |
Формовщик 3 разряда - 2 |
0,19 |
0,16 |
0,13 |
0,1 |
0,09 |
0,07 |
0,05 |
18 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,1 |
0,95 |
0,83 |
0,76 |
0,7 |
0,6 |
0,53 |
19 |
|
Защелка отверстий на концах плит |
Формовщик 3 разряда - 2 |
1 |
0,83 |
0,72 |
0,58 |
0,47 |
0,38 |
0,26 |
20 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,82 |
0,74 |
0,61 |
0,51 |
0,41 |
0,34 |
0,23 |
21 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,25 |
0,15 |
22 |
|||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
Примечания:
1. Нормами предусмотрено изготовление плит в формах с откидными бортами. Если формовка - на поддоне с неразборной бортоснасткой, Н.вр. строки 13 умножить на 0,85, строки 19 - на 0,7; Н.вр. строки 4 из укрупненной нормы исключить (затраты на снятие бортоснастки с изделия учтены элементной нормой строки 18).
2. Если работы выполняются полностью на механизированной поточной линии, состав звена операционных норм строк 10, 14, 15, 16, 17 и 18 следует заменить одним машинистом формовочного агрегата, а Н.вр. строки 13 из таблицы исключить.
§ 1-17. СТОЙКИ ОПОР ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ ЦЕНТРИФУГИРОВАННЫЕ, ЦИЛИНДРИЧЕСКИЕ И КОНИЧЕСКИЕ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЕ
Организационно- технические условия.
Нормами настоящего параграфа предусмотрено изготовление центрифугированных стоек опор линий электропередачи методом центрифугирования на агрегатно-поточной линии, обслуживаемой мостовым краном. Машинисты бетоноукладчика, натяжной станции и центрифуги входят в состав звена и, кроме основной работы, выполняют работы смежных профессий; звено (бригада) обслуживает не менее 3-x стендов.
В состав работы входят очистка закладных деталей, обрезка концов стержней в торцах электросваркой, установка и выбивание пробок с очисткой отверстий от заплывшего бетоны, оштукатуривание торцов, установка подпятников, устройство заземления, смазка основания стоек гидроизоляционным составом (битумом) вручную и приготовление состава.
Стойки изготавливаются в металлических формах. Каждая форма состоит из двух полуформ, которые крепятся между собой болтами с завинчиванием и отвинчиванием гаек механическими или пневматическими гайковертами. На торцах формы устанавливаются два оголовника, удерживаемые за счет натяжения стержней арматуры.
Арматурные каркасы изготавливаются на специальном стенде звеном арматурщиков. Эта работа нормами параграфа не учтена и нормируется отдельно. В случае сборки каркасов основным составом звена формовщиков непосредственно на посту формовки к укрупненной Н.вр. прибавлять:
а) для изделий объемом до 1,9 м3 - 14 чел.-час.
б) для изделий объемом до 2,6 м3 - 9 чел.-час.
Термообработка изделий производится в электромагнитных камерах или эжекторным способом. обслуживание камер настоящим параграфом не предусмотрено (входит в обязанности оператора).
Если термообработка выполняется эжекторным способом, подсоединение и отсоединение шлангов выполняет основной состав звена. На эту работу следует добавлять:
а) для изделий объемом 2,1 м3 - Н.вр. 0,145 чел.-час.
б) для изделий объемом 2,6 м3 - Н.вр. 0,08 чел.-час.
Подача изделий на склад готовой продукции производится непосредственно краном с укладкой в штабель или на тележку и вывозкой (разгрузку выполняет другое звено).
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||
|
1,7 |
1,9 |
2,1 |
2,6 |
|
||
|
Изготовление центрифугированных железобетонных стоек опор линий электропередачи |
|
36,5 |
32 |
29 |
25 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
Подача форм с изделиями на пост расформовки |
Формовщик 4 разряда - 2 |
0,7 |
2 |
|||
|
Расформовка изделий с отвинчиванием гаек, болтов крепление и снятием полуформ краном |
Формовщик 4 разряда - 2 3 разряда |
5,4 |
4,8 |
4,5 |
4 |
3 |
|
Обрезка концов напряженной арматуры электродуговой сваркой |
Электросварщик ручной сварки 4 разряда |
1,5 |
1,3 |
1,2 |
1 |
4 |
|
Подача изделий на пост доводки |
Формовщик 4 разряда - 2 |
0,54 |
0,48 |
0,44 |
0,36 |
5 |
|
доводка стоек: очистка закладных деталей и отверстий в них, установка подпятников, устройство заземления, покрытие основания опор битумом |
Формовщик 4 разряда - 2 |
2,4 |
1,9 |
1,7 |
1,5 |
6 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда - 2 |
0,73 |
0,55 |
0,42 |
0,36 |
7 |
|
очистка форм и бортоснастки (полуформ и оголовников) |
Формовщик 4 разряда 3 разряда |
1,9 |
1,7 |
1,5 |
1,3 |
6 |
|
Смазка форм и бортоснастки (полуформ и оголовников) |
Формовщик 4 разряда 3 разряда |
0,94 |
0,87 |
0,77 |
0,63 |
9 |
|
Укладка арматурных каркасов на стенд с натяжением стержней гидродомкратом |
Формовщик 4 разряда - 2 |
2,7 |
2,3 |
2,1 |
2 |
10 |
|
Подводка нижней палуформы краном под арматурный каркас |
Формовщик 4 разряда - 2 |
1 |
0,9 |
0,8 |
0,64 |
11 |
|
Укладка, разравнивание бетонной смеси |
Формовщик 4 разряда - 2 |
6,1 |
5,3 |
4,8 |
4,1 |
12 |
|
Сборка форм: установка верхней полуформы, сбалчивание форм механическим гайковертом, передача напряжения на форму |
Формовщик 4 разряда - 3 |
7,6 |
6,7 |
6,1 |
5,2 |
13 |
|
Подача форм на пост центрифугирования |
Формовщик 4 разряда - 2 |
1,1 |
0,94 |
0,79 |
0,7 |
14 |
|
Центрифугирование |
машинист формовочного агрегата 5 разряда |
3 |
2,6 |
2,4 |
2 |
15 |
|
Подача изделия (в форме) на тележку для загрузки в камеру или на пост эжекторной пропарки |
Формовщик 4 разряда 3 разряда |
1 |
0,83 |
0,71 |
0,58 |
16 |
|
|
|
а |
б |
в |
г |
№ |
примечание. Если машинист формовочного агрегата не входит в состав бригады и находится на повременной оплате труда, то Н.вр. строки 15 исключается из укрупненных норм.
§ 1-18. ЦЕНТРИФУГИРОВАНИЕ НАПРЯЖЕНИЯ ОПОРЫ СВЕТИЛЬНИКОВ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|
Изготовление железобетонных центрифугированных ненапряженных опор светильников |
|
128 |
1 |
|
В том числе: |
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,3 |
2 |
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
3,2 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
24 |
4 |
|
Извлечение изделий из форм с подачей на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
5,5 |
5 |
|
Очистка форм |
Формовщик 3 разряда - 2 |
4,7 |
6 |
|
Смазка форм |
Формовщик 3 разряда - 2 |
2,1 |
7 |
|
Сборка форм |
Формовщик 4 разряда |
23 |
8 |
|
Укладка армокаркасов монтажных петель |
Формовщик 4 разряда 3 разряда |
9 |
9 |
|
Укладка бетонной смеси с разравниванием и частичным уплотнением вручную штырями |
Формовщик 4 разряда 3 разряда |
33 |
10 |
|
Центрифугирование |
Машинист формовочного агрегата 5 разряда |
19 |
11 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
4 |
12 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,4 |
13 |
|
|
|
|
№ |
§ 1-19. СТОЙКИ ОПОР ЛИНИЙ ЭЛЕКИРОПЕРЕДАЧИ ВИБРИРОВАННЫЕ
Организационно-технические условия.
Нормами настоящего параграфа предусмотрено изготовление на агрегатно-поточной линии вибрированных стоек прямоугольного сечения с натяжением стержней арматуры электротермическим способом или гидродомкратами. Машинисты бетоноукладчика, натяжной станции, вибростола и виброголовки входят в состав звена и, кроме основной работы, выполняют работы смежных профессий.
В состав работы, кроме элементов, указанных в таблицах параграфа, входит очистка закладных деталей, приготовление цементного раствора для заделки торцов изделий, а также все вспомогательные работы, предусмотренные технической частью настоящего сборника. Эти работы выполняются основным составом звена.
Изделия, указанные в таблице 1, имеют длину до 12 м и изготавливаются в групповых металлических формах по 5 - 10 шт. Транспортировка форм выполняется мостовыми кранами со строповкой. Бетонная смесь уплотняется на вибростоле (виброплощадке). Раскрытие и закрытие пропарочных камер производится с помощью кранов. Строповку и расстроповку выполняют формовщики и расформовщики.
Изделия, указанные в названии таблицы 2, имеют длину 16,4 м, изготавливаются в неразборных формах на 1 изделие, транспортируются мостовыми кранами с применением самозахватывающих траверс. Уплотнение бетонной смеси производится виброголовкой.
А. Стойки опор линий электропередачи вибрированные прямоугольного сечения предварительно напряженные с натяжением стержней электротермическим способом
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|
|
0,3 |
0,5 |
|||
|
изготовление вибрированных стоек прямоугольного сечения* типа СНВc-2,7, СНВc-3,2 |
|
21,5 |
14,5 |
1 |
|
В том числе: |
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,07 |
2 |
|
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда - 2 |
0,32 |
0,21 |
3 |
|
Расформовка изделий с извлечением диафрагм, гребенок и элементов их крепления |
Формовщик 4 разряда - 2 |
1,1 |
0,94 |
4 |
|
Обрезка концов предварительно напряженных стержней арматуры электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
2,1 |
1,4 |
5 |
|
Установка стержней заземления и крепление к изделиям ручной электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
0,85 |
0,5 |
6 |
|
извлечение изделий из форм с подачей в зону охлаждения или на тележку |
Формовщик 4 разряда - 2 |
0,6 |
0,39 |
7 |
|
Заделка торцов цементным раствором |
Формовщик 3 разряда - 2 |
0,7 |
8 |
|
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда - 2 |
0,36 |
9 |
|
|
Очистка форы и бортоснастки |
Формовщик 3 разряда - 2 |
0,87 |
0,57 |
10 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда- 2 |
0,5 |
0,34 |
11 |
|
Установка форм на пост армирования |
Формовщик 3 разряда - 2 |
0,3 |
0,22 |
12 |
|
Электротермическое натяжение арматурных стержней и установка их в форму |
Формовщик 4 разряда 3 разряда |
6,6 |
3,6 |
13 |
|
Укладка спиралей в форму и растягивание их на длину изделия (с подноской вручную) |
Формовщик 4 разряда 3 разряда |
1,8 |
1,4 |
14 |
|
Установка на торцах форы диафрагм, гребенок с закреплением их |
Формовщик 4 разряда - 2 3 разряда |
0,7 |
15 |
|
|
Подача и установка форм на пост формовки |
Формовщик 3 разряда - 2 |
0,58 |
0,3 |
16 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда - 2 3 разряда |
1,7 |
1,2 |
17 |
|
Установка монтажных петель в свежеуложенный бетон |
Формовщик 3 разряда |
0,4 |
0,24 |
18 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,1 |
19 |
|
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда - 2 |
0,5 |
0,36 |
20 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,09 |
21 |
|
|
|
|
а |
б |
№ |
Примечания:
1. Если при формовке изделия устанавливаются металлические трубки с фиксаторами, к укрупненным Н.вр. добавлять 0,31 чел.-час.
2. При перемещении форм с применением самозахватывающей траверсы Н.вр. элементов 3, 12, 16 и 20 умножать на 0,45.
Б. Стойки вибрированные прямоугольного сечения предварительно напряденные с натяжением стержней гидродомкратом
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Объем изделий, м3, до |
|
|
|
|
1,42 |
||
|
Изготовление вибрированных стоек прямоугольного сечения типа СВ |
- |
15,0 |
1 |
|
В том числе: |
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,13 |
2 |
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовок 3 разряда - 2 |
0,39 |
3 |
|
Расформовка изделий (извлечение фиксаторов из трубок, диафрагм и элементов крепления их) |
Формовщик 4 разряда - 2 |
1,3 |
4 |
|
Обрезка концов предварительно напряженных стержней ручной электродуговой сваркой |
электросварщик ручной сварки 3 разряда |
1,4 |
5 |
|
Установка стержней заземления и крепления их ручной электродуговой сваркой |
Электросварщик ручной сварки 3 разряда |
0,3 |
6 |
|
Отвинчивание стопорного винта |
Формовщик 4 разряда |
0,39 |
7 |
|
извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда - 2 |
0,3 |
6 |
|
Заделка торцов цементным раствором |
Формовщик 3 разряда |
0,83 |
9 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда - 2 |
0,65 |
10 |
|
очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,88 |
11 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,55 |
12 |
|
Подача и установка форм на пост армирования |
Формовщик 3 разряда - 2 |
0,61 |
13 |
|
Установка арматурного каркаса в форму |
Формовщик 3 разряда - 2 |
0,99 |
14 |
|
Установка трубок с фиксаторами с креплением электродуговой сваркой |
Электросварщик ручной сварки 3 разряда - 2 |
0,45 |
15 |
|
Натяжение стержней гидродомкратом с завинчиванием стопорного винта |
Формовщик 4 разряда - 2 3 разряда |
0,87 |
16 |
|
Установка на торцах форм диафрагм с закреплением их П-образными фиксаторами |
Формовщик 4 разряда - 2 3 разряда |
1 |
17 |
|
Подача и установка формы на пост формовки |
Формовщик 3 разряда - 2 |
0,27 |
18 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда - 2 3 разряда |
1,8 |
19 |
|
Установка монтажных петель в свежеуложенный бетон |
Формовщик 3 разряда |
0,15 |
20 |
|
Выравнивание и заглаживание открытой поверхности свежезаформованного изделия |
Формовщик 4 разряда |
0,42 |
21 |
|
загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда - 2 |
0,58 |
22 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
23 |
|
|
|
а |
№ |
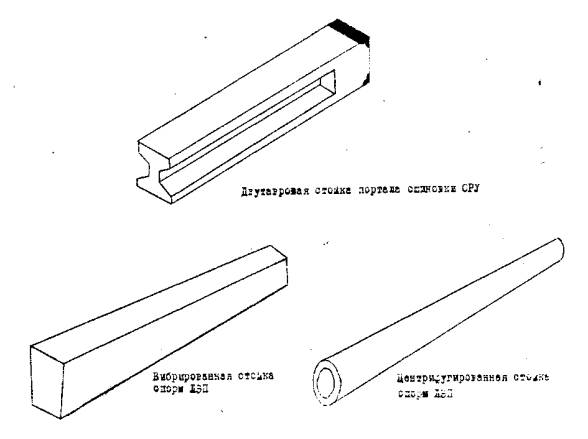
§ 1-20. ДВУТАВРОВЫЕ СТОЙКИ ПОРТАЛОВ ОШИНОВКИ ОРУ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||
|
1 |
1,5 |
2 |
||||
|
Изготовление двутавровых стоек порталов ошиновки ОРУ |
|
21,0 |
19,5 |
13,5 |
1 |
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,13 |
2 |
|||
|
Разгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1 |
0,84 |
0,56 |
3 |
|
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,8 |
1,3 |
4 |
||
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
0,86 |
5 |
|
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
0,86 |
6 |
|
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2 |
1,9 |
1,5 |
7 |
|
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,97 |
0,84 |
0,74 |
8 |
|
|
Установка в сборка форм |
Формовщик 4 разряда 3 разряда |
2,2 |
2 |
1,5 |
9 |
|
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1,9 |
1,8 |
1,6 |
10 |
|
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
4,5 |
4,4 |
2,3 |
11 |
|
|
выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
2,1 |
2 |
1,5 |
12 |
|
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1 |
0,86 |
0,52 |
13 |
|
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
14 |
|||
|
|
|
а |
б |
в |
№ |
|
§ 1-21. СТОЙКИ ФУНДАМЕНТОВ ОПОР ЛЭП
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|
|
0,97 |
1,51 |
|||
|
Изготовление стоек фундаментов опор ЛЭП |
- |
16 |
15 |
1 |
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
|
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,9 |
0,85 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
0,93 |
0,87 |
4 |
|
Извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
0,71 |
0,67 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,71 |
0,67 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,0 |
0,99 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,65 |
0,61 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
1,4 |
1,3 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
2,4 |
2,3 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
4,7 |
4,4 |
11 |
|
выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,4 |
1,3 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,84 |
0,79 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
|
|
|
|
а |
б |
№ |
§ 1-22. ПОДПЯТНИКИ И НАГОЛОВНИКИ СТОЕК ОПОР ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
исполнители |
Объем изделий, м3, до |
|
||
|
0,01 |
0,04 |
0,08 |
|||
|
изготовление железобетонных подпятников и наголовников стоек опор линий электропередачи |
|
76 |
51 |
36 |
1 |
|
В том числе: |
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,36 |
2 |
||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
2,8 |
2,2 |
1,5 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
6,7 |
4,3 |
3 |
4 |
|
извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
3,8 |
2,9 |
2 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
3,1 |
2,2 |
1,5 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда- 2 |
10 |
7 |
5 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
6,1 |
3,8 |
2,4 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
8 |
5,7 |
4 |
9 |
|
Укладка арматурных каркасов и монтажных петель в форму |
Формовщик 3 разряда - 2 |
3,1 |
1,8 |
1,2 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
16 |
12 |
8,4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
11,5 |
5,1 |
3,7 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
3,9 |
3,2 |
2,3 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,42 |
14 |
||
|
|
|
а |
б |
в |
№ |
Примечание. Нормами предусмотрено изготовление подпятников и наголовников в форме на 10-30 изделий.
§ 1-23. СТОЙКИ ОПОР СВЕТИЛЬНИКОВ КОНИЧЕСКИЕ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Сплошные |
Пустотелые |
|
|||
|
Объем изделий, м3, до |
|||||||
|
0,2 |
0,3 |
0,4 |
0,5 |
0,2 - 0,3 |
|||
|
Изготовление конических опор светильникев |
|
29,5 |
27 |
24,0 |
21,5 |
97 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1 |
0,88 |
0,75 |
0,63 |
1,4 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,8 |
1,7 |
1,6 |
1,4 |
5,7 |
4 |
|
извлечение изделий из формы с подачей в зону охлаждения, отделки иди на тележку |
Формовщик 4 разряда 3 разряда |
1,5 |
1,4 |
1,2 |
1,1 |
2,1 |
5 |
|
подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,7 |
1,4 |
1 |
0,81 |
2 |
6 |
|
очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,5 |
2,4 |
2,2 |
2,1 |
6,8 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
|
1 |
0,9 |
0,8 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,1 |
1,9 |
1,7 |
1,5 |
7 |
9 |
|
укладка арматурных каркаcoв в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
2,7 |
2,6 |
2,4 |
2,1 |
11 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
8,7 |
7,9 |
7,1 |
6,3 |
37 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
4,6 |
4,3 |
3,9 |
3,6 |
21 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
1 |
0,86 |
1,8 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
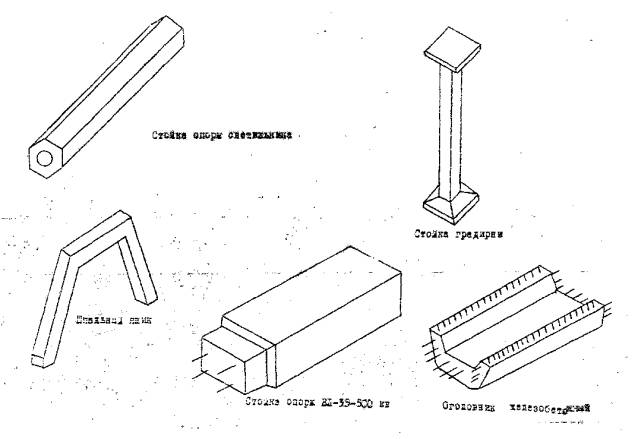
§ 1-24. ПРИСТАВКИ К ДЕРЕВЯННЫМ ОПОРАМ, СТОЙКИ ПОД ОБОРУДОВАНИЕ ОРУ, ШПАЛЫ ТРАНСФОРМАТОРНОГО ПУТИ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||||
|
0,05 |
0,1 |
0,15 |
0,2 |
0,25 |
0,3 |
0,4 |
|||
|
изготовление приставок к деревянным опорам стоек под оборудование ОРУ и шпал трансформаторного пути |
|
30,5 |
19,0 |
15,5 |
13,5 |
11,5 |
10,5 |
9,7 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,9 |
1,3 |
0,9 |
0,68 |
0,55 |
0,5 |
0,46 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
1,8 |
1,1 |
1 |
0,87 |
0,79 |
0,74 |
0,69 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
3,1 |
1,7 |
1,3 |
1,2 |
0,96 |
0,91 |
0,79 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
3,2 |
1,8 |
1,3 |
1,2 |
1 |
0,96 |
0,82 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 2 разряда - 2 |
1,7 |
1,1 |
0,9 |
0,8 |
0,61 |
0,55 |
0,52 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 2 разряда - 2 |
1,1 |
0,66 |
0,65 |
0,46 |
0,4 |
0,37 |
0,34 |
8 |
|
Установка и сборка форм |
Формовщик 3 разряда - 2 |
1,9 |
1,2 |
0,96 |
0,87 |
0,8 |
0,65 |
0,59 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
3,8 |
2,1 |
1,7 |
1,4 |
1,3 |
1,2 |
1,1 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
7,3 |
5 |
4,2 |
3,7 |
3,4 |
3,1 |
2,8 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
2 |
1,3 |
1,2 |
1,1 |
0,98 |
0,89 |
0,78 |
12 |
|
Выгрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
2,2 |
1,4 |
1 |
0,76 |
0,62 |
0,55 |
0,52 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
14 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
Примечание. Нормами предусмотрено изготовление изделий в форме на 5-16 изделий
§ 1-25. СВАИ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||||||
|
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
1 |
1,5 |
3 |
|||
|
Изготовление железобетонных свай |
|
11,5 |
10,5 |
9,7 |
9,1 |
8,5 |
7,9 |
7,1 |
6,4 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
0,12 |
2 |
||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
0,5 |
0,45 |
0,4 |
0,37 |
0,33 |
0,3 |
0,24 |
0,18 |
3 |
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
1,1 |
0,99 |
0,91 |
0,34 |
0,78 |
0,73 |
0,66 |
4 |
|
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
0,53 |
0,48 |
0,45 |
0,4 |
0,38 |
0,35 |
0,3 |
5 |
|
|
Подача изделий на склад готовой продукции |
Формовщик 2 разряда - 2 |
0,97 |
0,85 |
6 |
||||||
|
Очистка форм и бортоснастки |
Формовщик 2 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
0,86 |
0,7 |
0,64 |
7 |
|
|
Смазка форм и бортоснастки |
Формовщик 2 разряда - 2 |
0,59 |
0,5 |
0,43 |
0,32 |
0,33 |
0,24 |
0,18 |
0,14 |
8 |
|
Установка и сборка форм с выверкой и закреплением |
Формовщик 3 разряда - 2 |
1,2 |
1 |
0,92 |
0,88 |
0,77 |
0,74 |
0,7 |
0,66 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1 |
0,95 |
0,91 |
0,87 |
0,79 |
0,77 |
0,71 |
0,56 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 3 разряда - 2 |
1,6 |
1,4 |
1,3 |
1,2 |
11 |
||||
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
1,2 |
1,1 |
1 |
0,98 |
0,78 |
0,64 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
0,8 |
0,72 |
0,64 |
0,58 |
0,53 |
0,48 |
0,38 |
0,29 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
0,12 |
14 |
||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
Примечание. Нормами предусмотрено изготовление изделий в форме на 1-5 изделий, при изготовлении в форме более 5 изделий, Н.вр. умножать на коэффициент 0,9.
Трубы и полумуфты
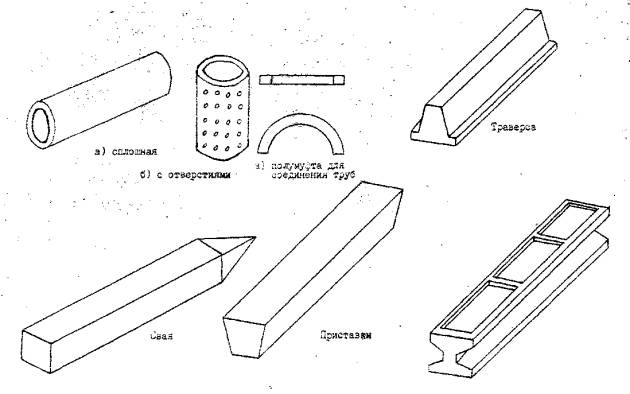
§ 1-26. БЛОКИ
А. Блоки каналов гидрозолоудаления, теплотрассы, водостоков.
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
0,1 |
0,2 |
0,4 |
0,7 |
1 |
|||
|
изготовление блоков каналов гидразолоудаления, теплотрассы, водостоков |
- |
26 |
24,5 |
20,5 |
17 |
15 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,7 |
1,6 |
1,1 |
0,77 |
0,65 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3,1 |
2,8 |
2 |
1,6 |
1,4 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,3 |
2,2 |
1,7 |
1,2 |
1,1 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
2 |
1,9 |
1,7 |
1,3 |
1,1 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,2 |
2,1 |
1,9 |
1,6 |
1,3 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,6 |
1,5 |
1,1 |
0,77 |
8 |
|
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
3 |
2,8 |
2 |
1,7 |
1,5 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
2,5 |
2,3 |
2 |
1,5 |
1.4 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
4,2 |
4,1 |
3,8 |
3,5 |
3,1 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,3 |
2,2 |
2,1 |
2 |
1,6 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,74 |
0,72 |
0,69 |
0,64 |
0,57 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,25 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
1,5 |
2,5 |
4 |
6 |
8 |
|||
|
изготовление блоков каналов гидразолоудаления, теплотрассы, водостоков |
- |
14 |
11,5 |
8,3 |
6,4 |
5,4 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
0,05 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,6 |
0,39 |
0,23 |
0,18 |
0,17 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,2 |
0,9 |
0,61 |
0,42 |
0,36 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1 |
0,78 |
0,56 |
0,4 |
0,32 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1 |
0,67 |
0,37 |
0,19 |
0,16 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,3 |
0,98 |
0,73 |
0,54 |
0,25 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,75 |
0,59 |
0,39 |
0,25 |
0,18 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
1,5 |
1,2 |
1 |
0,94 |
0,86 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
0,91 |
0,89 |
0,79 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
2,7 |
2,6 |
2,1 |
1,5 |
1,4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,5 |
1,4 |
0,98 |
0,71 |
0,57 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,55 |
0,4 |
0,3 |
0,23 |
0,19 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
0,09 |
14 |
|||
|
|
|
е |
ж |
з |
и |
к |
№ |
Примечание. нормами предусмотрено изготовление блоков в форме на 1-6 изделий.
Б. Лотковые блоки кабельных каналов.
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав |
Исполнители |
Объем изделий, м3, до |
|
||||||
|
0,1 |
0,2 |
0,4 |
0,7 |
1 |
1,5 |
2,5 |
|||
|
изготовление лотковых блоков кабельных каналов |
|
23 |
21 |
19,5 |
16,5 |
14,5 |
11,5 |
9,1 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
0,14 |
2 |
|||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
1,1 |
0,73 |
0,62 |
0,67 |
0,39 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,6 |
2,5 |
2,3 |
1,8 |
1,5 |
1 |
0,71 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
1,1 |
0,96 |
0,86 |
0,67 |
0,43 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
2 |
1,9 |
1,7 |
1,3 |
1,1 |
0,77 |
0,64 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,4 |
1,3 |
1,2 |
1,1 |
0,83 |
0,62 |
7 |
|
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1,1 |
1,1 |
0,77 |
0,65 |
0,59 |
0,62 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,5 |
2,3 |
2,2 |
1.8 |
1,5 |
1,2 |
0,96 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1,8 |
1,7 |
1,6 |
1,4 |
1,2 |
1 |
0,87 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
4,6 |
4,4 |
4,2 |
3,8 |
3,2 |
2,7 |
2,3 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,8 |
2,4 |
2 |
1,7 |
1,6 |
1,4 |
1,1 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,72 |
0,7 |
0,68 |
0,64 |
0,59 |
0,57 |
0,44 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
0,15 |
14 |
|||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
Примечание. Нормами предусмотрено изготовление блоков в форме на 1-4 изделия.
В. Парапетные блоки.
Нормы времени на 10 м3 железобетона
Таблица 3
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||||
|
0,5 |
1 |
1,5 |
2 |
3 |
4 |
|||
|
изготовление парапетных блоков |
- |
16,5 |
14 |
11,5 |
10,5 |
9,1 |
8,3 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,14 |
0,13 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,95 |
0,72 |
0,53 |
0,38 |
0,25 |
0,19 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
0,96 |
0,88 |
0,81 |
0,75 |
4 |
|
извлечение изделий из форм и подача в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1 |
0,89 |
0,79 |
0,75 |
0,68 |
0,63 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,94 |
0,84 |
0,73 |
0,63 |
0,52 |
0,42 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1 |
0,88 |
0,79 |
0,71 |
0,65 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,59 |
0,44 |
0,36 |
0,29 |
0,21 |
0,18 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
1,7 |
1,4 |
1,3 |
1,2 |
1,1 |
0,96 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1,2 |
1,1 |
1 |
0,9 |
0,76 |
0,69 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
5,5 |
4,2 |
3,5 |
3,3 |
3 |
2,9 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,1 |
0,93 |
0,75 |
0,66 |
0,56 |
0,48 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,97 |
0,78 |
0,57 |
0,43 |
0,29 |
0,21 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,13 |
0,1 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
Примечание. При изготовлении бетонных парапетных блоков Н.вр. умножать на 0,8.
Г. Разные блоки
Нормы времени на 10 м3 железобетона
Таблица 4
|
Состав работ |
Исполнители |
Наименование блоков |
|
||||
|
Стеновые блоки туннелей и подвалов |
|||||||
|
Объем изделий, м3, до |
|||||||
|
0,5 |
1 |
1,5 |
3 |
5 |
|||
|
изготовление разных блоков |
- |
22 |
19,5 |
16,5 |
14,5 |
12,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры. |
Формовщик 3 разряда - 2 |
0,16 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,65 |
0,6 |
0,56 |
0,45 |
0,4 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,4 |
1,1 |
0,96 |
0,8 |
0,65 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,7 |
1,4 |
0,99 |
0,94 |
0,76 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
2,4 |
2 |
1,4 |
1,3 |
1,2 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
1,1 |
0,8 |
0,6 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,83 |
0,74 |
0,54 |
0,46 |
0,41 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2 |
1,6 |
1 |
0,9 |
0,79 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
3 |
2,6 |
2,2 |
1,4 |
0,8 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
4,1 |
4 |
3,9 |
3,8 |
3,6 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
3,2 |
3,1 |
3 |
2,9 |
2,7 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,94 |
0,79 |
0,65 |
0,45 |
0,3 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,2 |
14 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Продолжение таблицы 4
|
Состав работ |
исполнители |
Наименование блоков |
|
||||
|
Стеновые блоки туннелей и подвалов |
Блоки раздельных стен |
||||||
|
Объем изделий, м3, до |
|||||||
|
7 |
10 |
0,5 |
1,5 |
3 |
|||
|
Изготовление разных блоков |
|
9,8 |
7,9 |
17 |
13,5 |
10,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,11 |
0,19 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,35 |
0,3 |
1,3 |
0,9 |
0,54 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
0,5 |
0,45 |
1,9 |
1,4 |
0,97 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
0,69 |
0,43 |
1,1 |
1 |
0,8 |
5 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,95 |
0,78 |
1,2 |
0,84 |
0,65 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,4 |
0,2 |
1,3 |
0,92 |
0,71 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,37 |
0,32 |
0,74 |
0,61 |
0,47 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
0,71 |
0,61 |
1,1 |
1 |
0,91 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
0,4 |
0,2 |
1,4 |
1,2 |
0,81 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
3,4 |
3,2 |
3,6 |
2,9 |
2,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,5 |
0,9 |
1,9 |
1,4 |
1,1 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,25 |
0,2 |
1,2 |
0,8 |
0,53 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
0,21 |
14 |
|||
|
|
|
е |
ж |
з |
и |
к |
№ |
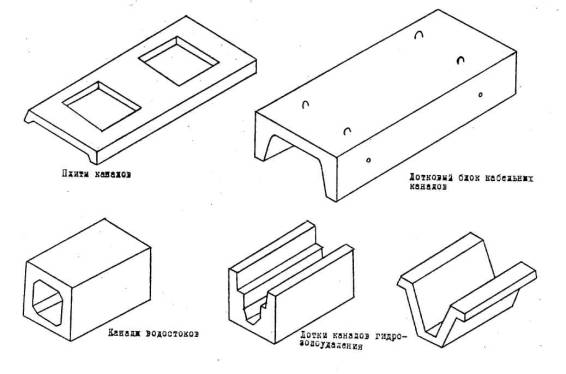
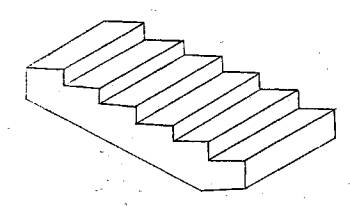
Лестничный марш
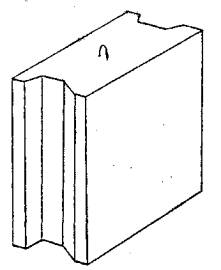
Блок бетонный для стен подвалов
Блоки
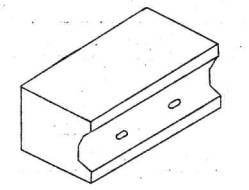
а) стеновой
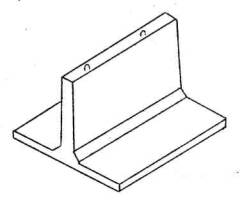
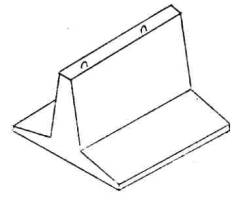
б) раздельных стен
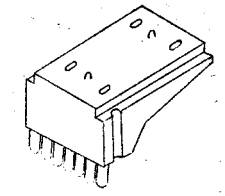
в) стеновой блок туннеля
§ 1-27. ЛЕСТНИЧНЫЕ МАРШИ И ПЛОЩАДКИ
Организационно-технические условия
Нормами времени настоящего параграфа предусмотрено изготовление лестничных маршей в формах на 2 изделия, площадок - на I изделие. Разборка формы, извлечение изделия, очистка, смазка и армирование производится на посту расформовки. Заармированная форма подается краном на пост формовки.
Укладка бетонной смеси в форму выполняется из бадьи, уплотнение - на вибростоле (виброплощадке). Заглаживание открытой поверхности бетона производится с помощью кельмы.
А. Лестничные марши
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
исполнители |
Объем изделий, м3, до |
|
||
|
0,5 |
1 |
2 |
|||
|
изготовление лестничных маршей |
|
31 |
26 |
19,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,1 |
2 |
||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,98 |
0,85 |
0,54 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3 |
2,3 |
1,4 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,4 |
1,2 |
5 |
|
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,1 |
0,9 |
0,52 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,7 |
1,4 |
0,93 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1,0 |
0,7 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
3,9 |
2,8 |
1,6 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
7,2 |
10 |
||
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
6,4 |
4,6 |
3,3 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,8 |
1,6 |
1,1 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,92 |
0,83 |
0,55 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,12 |
14 |
||
|
|
|
а |
б |
в |
№ |
Б. Лестничные площадки
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||
|
0,3 |
0,5 |
0,7 |
1 |
|||
|
изготовление лестничных площадок |
|
24,5 |
20,5 |
18,5 |
14,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда- 2 |
0,08 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1 |
0,88 |
0,8 |
0,62 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,9 |
2,4 |
2,1 |
1,6 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
0,94 |
5 |
|
|
подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
1,1 |
0,86 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,8 |
2 |
1,7 |
1,3 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1,1 |
1 |
0,78 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
3,3 |
2,8 |
2,5 |
2 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
3,1 |
2,6 |
2,4 |
1,8 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
3,2 |
2,9 |
2,5 |
2 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
3 |
2,3 |
2 |
1,6 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,5 |
1,1 |
0,85 |
0,66 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,1 |
0,08 |
14 |
||
|
|
|
а |
б |
в |
г |
№ |
В. Лестничные марши с полуплощадками.
Нормы времени на 10 м3 железобетона
Таблица 3
|
Состав работ |
исполнители |
Объем изделий, м3, до |
|
||
|
0,8 |
1,5 |
2,7 |
|||
|
Изготовление лестничных маршей с полуплощадками |
|
35 |
29,5 |
23 |
1 |
|
В том числе: |
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда- 2 |
0,24 |
2 |
||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 5 разряда 3 разряда |
1,1 |
0,65 |
0,7о |
3 |
|
Расформовка изделий |
Формовщик 5 разряда 3 разряда |
5 |
4 |
3,1 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 5 разряда 3 разряда |
3,1 |
2,9 |
2,2 |
6 |
|
подача изделий на склад готовой продукции |
Формовщик 5 разряда 3 разряда |
2,4 |
2,2 |
1,1 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,6 |
1.5 |
1 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,2 |
1 |
0,8 |
8 |
|
Установка и сборка форм |
Формовщик 5 разряда 3 разряда |
4,1 |
3,2 |
2,5 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 5 разряда 3 разряда |
4,7 |
4,6 |
4,2 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 5 разряда 3 разряда |
7,3 |
5,7 |
4,4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 5 разряда 3 разряда |
3 |
2,4 |
1,9 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 5 разряда 3 разряда |
1 |
0,8 |
0,6 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,28 |
14 |
||
|
|
|
а |
б |
в |
№ |
§ 1-28. ТРУБЫ (КОЛЬЦА)
Организационно-технические условия
Нормами времени настоящего параграфа предусмотрено изготовление труб (колец) методом вертикального и горизонтального виброформования в металлических формах, состоящих из наружного кожуха, сердечника и поддона. Наружный кожух может быть двух видов: неразъемный при немедленной распалубке труб или составной из двух полуформ, с креплением болтами.
Разборка формы, извлечение изделия, очистка, смазка и армирование производится на посту расформовки. Заармированная форма краном подается в приямок, где производится формовка.
Укладка бетона производится бетоноукладчиком, а уплотнение бетонной смеси осуществляется вибраторами, установленными на наружной форме и в сердечнике.
Заглаживание открытой поверхности бетона производится с помощью кельмы. По окончании бетонирования снимается загрузочный конус и извлекается вибросердечник.
В наружной форме изделие из приямка подается в пропарочную камеру, где производится съем формы со свежезаформованного изделия.
При изготовлении труб (колец) в разъемных формах термообработка их производится в формах. После окончания термообработки осуществляется разбалчивание форм и расформовка изделий.
При горизонтальном виброформовании безнапорных труб металлические формы состоят из двух, откидных торцевых колец, двух боковых откидных обечаек и нижней части в виде желоба, закрепленной на раме. Все элементы формы скрепляются болтами. Рабочее место оборудовано бетоноукладчиком, вибросердечником и виброплощадкой, на которой производится уплотнение бетонной смеси.
а. Трубы (кольца) гладкие сплошные
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Внутренний диаметр труб, мм, до |
|
|||||||
|
400 |
600 |
800 |
1000 |
1250 |
1500 |
1750 |
2000 |
|||
|
Изготовление труб (колец) |
|
46,5 |
40,5 |
35,5 |
26 |
22 |
19,5 |
17,5 |
15,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда- 2 |
0,15 |
2 |
|||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,9 |
1,6 |
1,4 |
1,1 |
0,99 |
0,9 |
0,75 |
0,69 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3,7 |
3,5 |
3,3 |
2,6 |
2,3 |
2,2 |
1,9 |
1,7 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,2 |
2 |
1,9 |
1,5 |
1,3 |
1,2 |
1,1 |
5 |
|
|
подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,9 |
1,6 |
1,4 |
1,2 |
0,99 |
0,78 |
0,75 |
0,69 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
5 |
4,4 |
3,5 |
2,5 |
1,9 |
1,7 |
1,3 |
1,1 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,4 |
1,9 |
1,7 |
1,3 |
1,1 |
0,95 |
0,9 |
0,8 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
6 |
5,4 |
4,7 |
3,8 |
3 |
2,5 |
2,4 |
2 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
4 |
3,5 |
3 |
2,8 |
2,4 |
2,2 |
2 |
1,9 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
10,5 |
8,6 |
7,5 |
6,6 |
4,2 |
3,3 |
2,9 |
2,7 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
5,8 |
5 |
4,5 |
3,5 |
2 |
1,8 |
1,7 |
1,3 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
2,5 |
2,4 |
2 |
1,8 |
1,7 |
1,4 |
1,3 |
1,2 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
|||||||
|
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
№ |
Примечания
1. Нормами предусмотрено изготовление колец длиной до 1 м.
2. при изготовлении труб длиной 3 м Н.вр. умножать на 0,7, а длиной 4 м - на 0,55.
3. При изготовлении труб (колец) с немедленной расформовкой нормы времени строки 5 исключить.
Б. Трубы (кольца) с отверстиями
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Внутренний диаметр труб, мм, до |
|
|||||
|
400 |
600 |
800 |
1000 |
1250 |
1500 |
|||
|
изготовление труб (колец) с отверстиями |
|
59 |
51 |
43,5 |
38 |
31,5 |
28 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
2 |
|||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда - 2 |
1,9 |
1,6 |
1,4 |
1,3 |
1,1 |
0,87 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда - 2 |
6 |
4,9 |
4 |
3,1 |
2,3 |
2 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,2 |
2 |
1,9 |
1,7 |
1,5 |
1,4 |
5 |
|
подача изделий на склад готовой продукции |
Формовщик 4 разряда |
1,9 |
1,6 |
1,4 |
1,3 |
1,1 |
1 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
6,8 |
5,4 |
4,3 |
3,6 |
3,1 |
2,9 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
3,6 |
3,1 |
2,7 |
2,4 |
2,1 |
1,8 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
7,3 |
6,8 |
6,1 |
5,4 |
4,6 |
4,1 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
5,4 |
4,3 |
3,2 |
2,5 |
2,1 |
1,6 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
12,5 |
11 |
9,8 |
9,1 |
7,5 |
6,8 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
8,6 |
7,1 |
6,1 |
5 |
3,9 |
3,3 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда - 2 |
2,5 |
2,3 |
2,1 |
2 |
1,8 |
1,6 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,21 |
14 |
|||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
Примечание. Нормами предусмотрено изготовление труб (колец) длиной до 1 м.
В. полумуфты для соединения труб
Нормы времени на 10 м3 железобетона
Таблица 3
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||||
|
0,01 |
0,02 |
0,03 |
0,05 |
0,07 |
0,09 |
|
||
|
Изготовление полумуфт для соединения труб |
|
94 |
78 |
67 |
55 |
44,5 |
37 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,36 |
2 |
|||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,4 |
1,1 |
1 |
0,87 |
0,8 |
0,75 |
6 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
12,5 |
11,5 |
10 |
8 |
6 |
5 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 3 разряда - 2 |
3,1 |
2,9 |
2,7 |
2,5 |
2,4 |
2,2 |
5 |
|
подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
3,1 |
2,9 |
2,7 |
2,5 |
2,4 |
2,2 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
5,7 |
5 |
4,3 |
3,6 |
2,9 |
2,3 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,9 |
2,4 |
2,1 |
1,6 |
1,2 |
0,94 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
13,5 |
11,5 |
10 |
8 |
6 |
4,7 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
14,5 |
12 |
10,5 |
8,6 |
6,4 |
5 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
22 |
16,5 |
14 |
12 |
10 |
8,4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
13 |
10 |
7,9 |
5,7 |
4,6 |
4 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1,6 |
1,4 |
1,2 |
1,1 |
1 |
0,93 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,44 |
14 |
|||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
§ 1-29. ТРАВЕРСЫ
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
исполнители |
Объем изделий, м3, до |
|
||||
|
0,1 |
0,3 |
0,5 |
0,7 |
1 |
|
||
|
Изготовление траверс |
- |
26,5 |
23 |
16,5 |
13,5 |
11,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1 |
0,8 |
0,54 |
0,48 |
0,32 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда |
2,4 |
2 |
1,5 |
1,1 |
0,78 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,2 |
1,6 |
1,2 |
0,86 |
0,5 |
5 |
|
Доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
2,2 |
1,6 |
1,1 |
0,78 |
0,48 |
6 |
|
подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,9 |
1,5 |
0,98 |
0,66 |
0,32 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,6 |
2,3 |
1,4 |
1,1 |
0,96 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,4 |
1,2 |
1 |
0,98 |
0,92 |
9 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,4 |
2,2 |
1,6 |
1,3 |
1,1 |
10 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
2,5 |
2,4 |
1,5 |
1,2 |
1 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
4,5 |
4,1 |
3,7 |
3,4 |
3,2 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,5 |
2,4 |
1,5 |
1,3 |
1,2 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,82 |
0,62 |
0,4 |
0,28 |
0,22 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,16 |
15 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Примечание. Нормами предусмотрено изготовление изделий в форме на 1-4 изделия.
§ 1-30. ОГОЛОВНИКИ
Нормы времени и расценки на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|
1,4 - 1,8 |
|||
|
Изготовление оголовников |
- |
17,5 |
1 |
|
В том числе: |
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,22 |
2 |
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,63 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда |
1,4 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,1 |
5 |
|
подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,63 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,1 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,64 |
8 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
3,0 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда |
3,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,3 |
12 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,51 |
13 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,24 |
14 |
|
|
|
а |
№ |
§ 1-31. КЕРАМЗИТОБЕТОННЫЕ ПАНЕЛИ
Организационно-технические условия
Облицованные и необлицованные панели изготавливаются в металлических формах на 1-2 изделия. На посту расформовки изделия по одному извлекаются из форм, устанавливаются на ребро и удерживаясь краном в вертикальном положении, очищаются от бумаги. Окончательная очистка изделия механизированными стальными щетками и водой производится на посту очистки и мойки.
Очищенное и промытое изделие раскрепляется и подается краном на платформу (на тележку) или на склад, где производится очистка закладных деталей от наплывшего бетона, покрытие их антикоррозийной краской (если детали неоцинкованные).
Форма очищается от бумаги и остатков бетона ручными инструментами, собирается и смазывается кистью вручную, при изготовлении облицованных панелей на дно формы укладываются коврики с наклеенными плитками.
Арматурные каркасы подаются в формы краном. Закладные детали и монтажные петли прихватываются к каркасу ручной электродуговой сваркой.
Цементно-песчаная (или бетонная) и керамзитобетонная смеси подаются и загружаются в бункер бетоноукладчика транспортерам, укладываются в форму из бетоноукладчика в три слоя: цементно-песчаная (бетонная), керамзитобетонная и бетонная. Возможна укладка смеси из бадьи с загрузкой ее из автомобиля. Уплотняется смесь на вибростоле (виброплощадке). Открытие поверхности бетона заглаживаются дисковой машиной, виброрейкой и вручную кельмами.
При изготовлении керамзитобетонных панелей основные исполнители работ (формовщики) совмещают профессии машиниста бетоноукладчика, мойщика панелей.
Подъемно-транспортные операции выполняются мостовым краном.
А. Панели облицованные
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
0,1 |
0,3 |
0,5 |
1 |
1,5 |
|||
|
Изготовление керамзитобетонных облицованных панелей |
- |
57 |
43 |
31 |
20 |
16,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,1 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
2,3 |
1,5 |
1,0 |
0,66 |
0,54 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3,9 |
2,8 |
1,8 |
1,2 |
1 |
4 |
|
Извлечение изделий из форм с частичной очисткой облицованной стороны и подача на пост очистки и мойки |
Формовщик 4 разряда 3 разряда |
2,4 |
2 |
1,7 |
1 |
0,84 |
5 |
|
Мойка и очистка изделия |
Мойщик панелей и форм 2 разряда |
2,9 |
1,9 |
1,3 |
0,87 |
0,76 |
6 |
|
подача изделий на тележку (платформу) на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
2,7 |
2,1 |
1,5 |
0,98 |
0,72 |
7 |
|
Очистка закладных деталей |
Формовщик 3 разряда |
3,9 |
2,6 |
1,7 |
1,1 |
0,85 |
8 |
|
Покрытие закладных деталей антикоррозийной краской |
Формовщик 3 разряда |
3,4 |
2,3 |
1,5 |
0,99 |
0,79 |
9 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда |
2,9 |
2,3 |
1,7 |
1 |
0,89 |
10 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
1,4 |
1,1 |
0,68 |
0,63 |
0,54 |
11 |
|
Сборка форм |
Формовщик 4 разряда 3 разряда |
4,2 |
2,8 |
1,9 |
1,1 |
0,98 |
12 |
|
Укладка облицовочных ковриков в формы |
Формовщик 4 разряда 3 разряда |
3,8 |
3 |
2,3 |
1,5 |
1,3 |
13 |
|
Укладка арматурных каркасов и монтажных петель в формы |
Формовщик 3 разряда 4 разряда |
1,9 |
1,6 |
1,2 |
0,87 |
0,75 |
14 |
|
Подача форм на виброплощадку (вибростол) |
Формовщик 3 разряда - 2 |
1,8 |
1,3 |
0,91 |
0,57 |
0,46 |
15 |
|
Укладка нижнего слоя песчано-цементной смеси |
Формовщик 3 разряда |
3,9 |
2,6 |
1,7 |
1,1 |
0,98 |
16 |
|
Укладка керамзитобетонной смеси |
Формовщик 3 разряда |
5,6 |
4,4 |
3,2 |
2 |
1,7 |
17 |
|
Укладка верхнего слоя песчано-цементной смеси |
Формовщик 3 разряда |
2,1 |
1,4 |
0,98 |
0,61 |
0,52 |
18 |
|
Заглаживание открытых поверхностей бетона с подачей и установкой формы с изделиями на заглаживающее устройство |
Формовщик 3 разряда |
6 |
5,4 |
4,7 |
2,9 |
2,2 |
19 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда |
1,7 |
1,4 |
1,0 |
0,68 |
0,56 |
20 |
|
Закрытие пропарочной камера |
Формовщик 3 разряда |
0,15 |
21 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
2 |
2,5 |
4 |
5 |
7 |
|||
|
Изготовление керамзитобетонных облицованных панелей |
- |
14,5 |
13,5 |
10,5 |
9,8 |
8,8 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,1 |
0,06 |
2 |
|||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,47 |
0,45 |
0,31 |
0,28 |
0,26 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
0,94 |
0,9 |
0,79 |
0,73 |
0,6 |
4 |
|
Извлечение изделий из форм с частичной очисткой облицованной стороны и подача на пост очистки и мойки |
Формовщик 4 разряда 3 разряда |
0,73 |
0,7 |
0,59 |
0,56 |
5 |
|
|
Мойка и очистка изделия |
Мойщик панелей и форм 2 разряда |
0,7 |
0,68 |
0,56 |
0,51 |
0,44 |
5 |
|
подача изделий на тележку (платформу) на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,66 |
0,64 |
0,43 |
0,34 |
0,26 |
7 |
|
Очистка закладных деталей |
Формовщик 3 разряда |
0,73 |
0,7 |
0,48 |
0,43 |
0,37 |
8 |
|
Покрытие закладных деталей антикоррозийной краской |
Формовщик 3 разряда |
0,67 |
0,63 |
0,41 |
0,36 |
0,32 |
9 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда |
0,82 |
0,8 |
0,7 |
0,65 |
0,62 |
10 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда |
0,48 |
0,4 |
0,36 |
0,32 |
0,3 |
11 |
|
Сборка форм |
Формовщик 4 разряда 3 разряда |
0,83 |
0,75 |
0,66 |
0,62 |
0,56 |
12 |
|
Укладка облицовочных ковриков в формы |
Формовщик 4 разряда 3 разряда |
1,2 |
1,1 |
1 |
13 |
||
|
Укладка арматурных каркасов и монтажных петель в формы |
Формовщик 4 разряда 3 разряда |
0,69 |
0,59 |
0,54 |
0,52 |
0,5 |
14 |
|
Подача форм на виброплощадку (вибростол) |
Формовщик 3 разряда - 2 |
0,4 |
0,3 |
0,25 |
0,23 |
0,2 |
15 |
|
Укладка нижнего слоя песчано-цементной смеси |
Формовщик 3 разряда |
0,89 |
0,64 |
0,53 |
0,5 |
0,45 |
16 |
|
Укладка керамзитобетонной смеси |
Формовщик 3 разряда |
1,5 |
1,4 |
1,1 |
1,0 |
17 |
|
|
Укладка верхнего слоя песчано-цементной смеси |
Формовщик 3 разряда |
0,45 |
0,42 |
0,37 |
0,36 |
0,3 |
18 |
|
Заглаживание открытых поверхностей бетона с подачей и установкой формы с изделиями на заглаживающее устройство |
Формовщик 3 разряда |
1,8 |
1,6 |
0,91 |
0,74 |
0,62 |
19 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 3 разряда |
0,48 |
0,4 |
0,32 |
0,28 |
0,25 |
20 |
|
Закрытие пропарочной камера |
Формовщик 3 разряда |
0,09 |
21 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Примечаний. При облицовке стеновых панелей травертиновыми плитами Н.вр. строки 13 умножать на 3, а туфобрекчием - на 5.
Б. Панели необлицованные.
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
0,1 |
0,3 |
0,5 |
0,7 |
1 |
|||
|
Изготовление керамзитобетонных панелей необлицованных |
- |
24,5 |
23 |
21,5 |
20 |
18,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,15 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,9 |
0,86 |
0,82 |
0,78 |
0,72 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,2 |
2,1 |
1,9 |
1,8 |
1,6 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения или отделки |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
1,1 |
5 |
||
|
Отделочные работы (мелкий ремонт изделия, очистка и окраска закладных деталей) |
Формовщик 3 разряда |
2,8 |
2,6 |
2,4 |
2 |
1,8 |
6 |
|
Подача изделий на тележку (платформу) или на склад готовой продукции |
Формовщик 3 разряда |
1,2 |
1,1 |
1,0 |
0,99 |
0,9 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,3 |
1,2 |
1,1 |
1 |
8 |
|
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,62 |
0,59 |
0,56 |
0,54 |
0,5 |
9 |
|
Сборка и установка форм |
Формовщик 4 разряда 3 разряда |
2,2 |
2,1 |
2 |
1,9 |
1,7 |
10 |
|
Укладка арматурных каркасов и монтажных петель |
Формовщик 4 разряда 3 разряда |
2,3 |
2,1 |
1,9 |
1,7 |
1,4 |
11 |
|
Укладка нижнего слоя песчано-цементной смеси |
Формовщик 4 разряда 3 разряда |
2,4 |
2,3 |
2,2 |
2,1 |
1,9 |
12 |
|
Укладка керамзитобетонной смеси |
Формовщик 4 разряда 3 разряда |
2,9 |
2,8 |
2,6 |
2,5 |
2,3 |
13 |
|
Укладка верхнего слоя песчано-цементной смеси |
Формовщик 4 разряда 3 разряда |
1,2 |
1,1 |
1,0 |
0,95 |
14 |
|
|
Выравнивание и заглаживание открытой поверхности бетона |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
15 |
|
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,3 |
1,2 |
1,1 |
1,0 |
1 |
16 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда |
0,15 |
17 |
||||
|
|
|
а |
б |
в |
г |
д |
№ |
Продолжение таблицы 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
2 |
3 |
4 |
5 |
7 |
|||
|
Изготовление керамзитобетонных панелей необлицованных |
- |
13 |
10 |
7,9 |
6,3 |
5,3 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,08 |
2 |
||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
0,55 |
0,42 |
0,33 |
0,26 |
0,23 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,1 |
0,84 |
0,72 |
0,68 |
0,65 |
4 |
|
Извлечение изделий из форм с подачей в зону охлаждения или отделки |
Формовщик 4 разряда 3 разряда |
0,82 |
0,62 |
0,44 |
0,32 |
0,18 |
5 |
|
Отделочные работы (мелкий ремонт изделия, очистка и окраска закладных деталей) |
Формовщик 3 разряда |
1,3 |
0,8 |
0,68 |
0,45 |
0,38 |
6 |
|
Подача изделий на тележку (платформу) или на склад готовой продукции |
Формовщик 3 разряда |
0,54 |
0,49 |
0,36 |
0,25 |
0,16 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,76 |
0,6 |
0,48 |
0,41 |
0,34 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,39 |
0,32 |
0,28 |
0,27 |
0,25 |
9 |
|
Сборка и установка форм |
Формовщик 4 разряда 3 разряда |
1,3 |
1,1 |
0,89 |
0,72 |
0,57 |
10 |
|
Укладка арматурных каркасов и монтажных петель |
Формовщик 4 разряда 3 разряда |
0,74 |
0,47 |
0,35 |
0,29 |
0,26 |
11 |
|
Укладка нижнего слоя песчано-цементной смеси |
Формовщик 4 разряда 3 разряда |
1,3 |
0,89 |
0,57 |
0,36 |
0,21 |
12 |
|
Укладка керамзитобетонной смеси |
Формовщик 4 разряда 3 разряда |
1,6 |
1,3 |
0,99 |
0,77 |
0,74 |
13 |
|
Укладка верхнего слоя песчано-цементной смеси |
Формовщик 4 разряда 3 разряда |
0,75 |
0,65 |
0,53 |
0,48 |
0,41 |
14 |
|
Выравнивание и заглаживание открытой поверхности бетона |
Формовщик 4 разряда 3 разряда |
1,0 |
0,82 |
0,66 |
0,54 |
0,39 |
15 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
0,74 |
0,57 |
0,42 |
0,33 |
16 |
|
|
Закрытие пропарочной камеры |
Формовщик 3 разряда |
0,15 |
0,09 |
17 |
|||
|
|
|
е |
ж |
з |
и |
к |
№ |
§ 1-32. ГАЗОБЕТОННЫЕ ПАНЕЛИ
Организационно-технические условия.
Газобетонные панели изготавливаются в цехе, оборудованном пропарочной камерой тоннельного типа, мостовым краном, самоходной тележкой, вибростолом, газобетоноукладчиком и заглаживающей машиной. Для формовки применяются металлические формы на 1 изделие. Готовые панели подаются мостовым краном на самоходную тележку и вывозятся из цеха, на складе укладываются в штабель башенным краном.
Внутри цеха все подъемно-транспортные операции осуществляются при помощи мостового крана. Извлечение изделий из пропарочной камеры и загрузка их в камеру выполняются с помощью лебедки и передаточного моста.
Перемещение грузов предусмотрено на расстояние до 50 м.
Газобетонная смесь укладывается в форму из самоходного газобетоноукладчика, уплотняется на вибростоле.
Заглаживание открытых поверхностей изделия выполняется машиной и вручную кельмами.
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|
|
НС2-1а |
НC-2 |
|||
|
2,4 |
2,8 |
|||
|
изготовление газобетонных панелей |
- |
51 |
41 |
1 |
|
В том числе: |
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,1 |
2 |
|
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 3 разряда - 2 |
1,3 |
0,97 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
1,1 |
0,89 |
4 |
|
Извлечение вкладыша из формы |
Формовщик 4 разряда 3 разряда |
0,4 |
- |
5 |
|
извлечение изделий из формы и подача на моечную установку |
Формовщик 4 разряда 3 разряда |
1,5 |
1,2 |
6 |
|
Мойка облицованной поверхности изделия |
Мойщик панелей и форм 2 разряда - 2 |
2,6 |
2,2 |
7 |
|
Подача изделий на пост доделки |
Формовщик 3 разряда |
0,22 |
0,2 |
8 |
|
Отделка изделий (мелкий ремонт) |
Формовщик 4 разряда |
0,56 |
0,39 |
9 |
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
0,36 |
0,28 |
10 |
|
Очистка форм от остатков газобетона и бумаги |
Формовщик 3 разряда - 2 |
0,79 |
0,67 |
11 |
|
Смазка форм и вкладышей |
Формовщик 3 разряда - 2 |
0,5 |
0,23 |
12 |
|
Сборка форм |
Формовщик 4 разряда 3 разряда |
1,0 |
0,94 |
13 |
|
Установка вкладышей |
Формовщик 4 разряда 3 разряда |
1,0 |
- |
14 |
|
Укладка мешковины на поддон формы |
Формовщик 3 разряда |
0,57 |
0,47 |
15 |
|
Укладка плиток "брекчия" со смазкой клейстером мешковины |
Формовщик 4 разряда 3 разряда |
27 |
23 |
16 |
|
Укладка армокаркасов в форму с установкой монтажных петель |
Формовщик 4 разряда - 2 |
3,3 |
2,3 |
17 |
|
Подача и установка формы на вибростол |
Формовщик 3 разряда - 2 |
0,3 |
0,25 |
18 |
|
Укладка в форму газобетонной смеси с уплотнением вибрированием |
Формовщик 4 разряда - 2 |
0,38 |
0,31 |
19 |
|
Установка деревянных пробок в свежеуложенный газобетон |
Формовщик 4 разряда |
0,33 |
0,27 |
20 |
|
Перемещение формы на пост заглаживания (лебедкой) |
Формовщик 4 разряда |
0,32 |
0,29 |
21 |
|
Прикатка "горбуши" при помощи заглаживающих машин |
Формовщик 4 разряда |
1,2 |
1,9 |
22 |
|
Снятие "горбуши" вручную |
Формовщик 4 разряда |
0,63 |
0,47 |
23 |
|
заглаживание открытых поверхностей изделий |
Формовщик 4 разряда 3 разряда |
3,2 |
2,6 |
24 |
|
Подача форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
2,6 |
2,3 |
25 |
|
закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,1 |
26 |
|
|
|
|
а |
б |
№ |
Примечание. Если в форму укладывается готовый коврик (плитка, наклеенная на бумагу) Н.вр. строк 15 и 16 умножать на 0,9.
§1-33. АРМОПЕНОБЕТОННЫЕ И ПЕНОСИЛИКАЦИТНЫЕ ПЛИТЫ, ПАНЕЛИ И БЛОКИ
Организационно-технические условия
Армопенобетонные, пеносиликальцитные плиты, панели и блоки изготавливаются в цехе, оборудованном автоклавом, мостовым краном, бетоноукладчиком, виброплощадкой, шлифовальной машиной, передаточным мостом.
После расформовки изделия подаются на склад готовой продукции, а форма после очистки, смазки и укладки арматурного каркаса - на виброплощадку. Бетонная смесь (фактурный слой) укладывается в форму бетоноукладчиком и уплотняется на вибростоле, после чего в форму из бадьи заливается ячеистая смесь. Заформованные изделия подаются на тележку, а затем в автоклав для тепловлажностной обработки.
Изготовление трехслойных пенополистиролобетонных панелей с использованием твердых полистирольных плит производится на вибростоле с последующей обработкой в пропарочной камере.
При изготовлении армопенобетонных и пеносиликальцитных изделий, облицованных плиткой, нормы данного параграфа умножать на коэффициент 1,25.
А. Однослойные
Нормы времени на 10 м3 железобетона
Таблица 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
|||
|
Изготовление однослойных пенобетонных и пеносиликальцитных плит, панелей и блоков |
|
25 |
21,5 |
19,5 |
17,5 |
16 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Подача тележек с изделиями в автоклав и извлечение их после термической обработки с открытием и закрытием крышек |
Моторист передаточного моста 4 разряда - 2 |
1 |
1 |
||||
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
2,1 |
1,9 |
1,7 |
1,5 |
1,3 |
3 |
|
Извлечение изделий из форм с подачей в зону охлаждения |
Формовщик 3 разряда - 2 |
2,6 |
2,4 |
2 |
1,7 |
1,6 |
4 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
1,7 |
1,4 |
1,1 |
0,99 |
5 |
|
|
Очистка форм и бортоснастки |
Формовщик 3 разряда- 2 |
2,4 |
2 |
1,7 |
1,6 |
1,5 |
6 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,1 |
0,97 |
0,9 |
0,87 |
0,8 |
7 |
|
Сборка форм |
Формовщик 3 разряда - 2 |
2,1 |
1,8 |
1,7 |
1,5 |
1,3 |
8 |
|
Антикоррозийное покрытие арматурных каркасов в ванне пастой и сушка их в камере |
Антикоррозийщик 3 разряда - 2 |
2,6 |
2,1 |
1,6 |
1,4 |
1,3 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
2,4 |
2,1 |
1,9 |
1,7 |
10 |
|
|
Заливка форм ячеистой массой |
Формовщик 3 разряда - 2 |
4 |
3,3 |
3,2 |
2,8 |
2,4 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
1,4 |
1,1 |
0,99 |
0,87 |
12 |
|
|
Шлифовка изделий |
Формовщик 3 разряда - 2 |
1,5 |
1,3 |
1,2 |
1,1 |
1 |
13 |
|
|
|
а |
б |
в |
г |
д |
№ |
Продолжение таблицы 1
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||
|
1 |
1,5 |
2 |
3,5 |
|||
|
Изготовление однослойных пенобетонных и пеносиликальцитных плит, панелей и блоков |
|
11,5 |
8,6 |
6,8 |
5,2 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
Подача тележек с изделиями в автоклав и извлечение их после термической обработки с открытием и закрытием крышек |
Моторист передаточного моста 4 разряда - 2 |
1 |
0,78 |
2 |
||
|
Расформовка изделий |
Формовщик 3 разряда - 2 |
0,88 |
0,69 |
0,56 |
0,41 |
3 |
|
Извлечение изделий из форм с подачей в зону охлаждения |
Формовщик 3 разряда - 2 |
1,2 |
1,0 |
0,88 |
0,62 |
4 |
|
Подача изделий на склад готовой продукции |
Формовщик 3 разряда - 2 |
0,75 |
0,58 |
0,44 |
0,31 |
5 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда- 2 |
1,1 |
0,93 |
0,74 |
0,52 |
6 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,59 |
0,46 |
0,36 |
0,25 |
7 |
|
Сборка форм |
Формовщик 3 разряда - 2 |
0,9 |
0,62 |
0,45 |
0,32 |
6 |
|
Антикоррозийное покрытие арматурных каркасов в ванне пастой и сушка их в камере |
Антикоррозийщик 3 разряда- 2 |
0,96 |
0,72 |
0,56 |
0,39 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 3 разряда - 2 |
1,2 |
0,8 |
0,64 |
0,45 |
10 |
|
Заливка форм ячеистой массой |
Формовщик 3 разряда - 2 |
1,6 |
0,87 |
0,71 |
0,5 |
11 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда - 2 |
0,64 |
0,52 |
0,41 |
0,3 |
12 |
|
Шлифовка изделий |
Формовщик 3 разряда - 2 |
0,72 |
0,62 |
0,46 |
0,32 |
13 |
|
|
|
е |
ж |
з |
и |
№ |
примечание. Нормами времени табл. предусмотрено изготовление в форме одновременно 1-13 изделий.
Б. двухслойные
Нормы времени на 10 м3 железобетона
Таблица 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
0,1 |
0,3 |
0,5 |
0,7 |
1 |
|||
|
изготовление двухслойных пенобетонных и пеносиликальцитных плит, панелей и блоков |
- |
56 |
44 |
37 |
32 |
28 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Подача тележек с изделиями в автоклав и извлечение их после термической обработки (с открытием и закрытием крышек) |
Моторист передаточного моста 4 разряда - 2 |
1 |
2 |
||||
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
3,2 |
2,9 |
2,8 |
2,7 |
2,6 |
3 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
4,2 |
3,8 |
3,3 |
2,9 |
1,4 |
4 |
|
Подача изделий на склад готовой проекции |
Формовщик 4 разряда 3 разряда |
2,4 |
1,7 |
1,4 |
1,3 |
1,1 |
5 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
3,5 |
3,3 |
3 |
2,9 |
2,6 |
6 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,2 |
1,4 |
1,1 |
0,97 |
0,83 |
7 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
4,2 |
2,6 |
1,9 |
1,3 |
1,6 |
8 |
|
антикоррозийное покрытие арматурных каркасов в ванне и сушка в камере |
Антикоррозийщик 3 разряда - 2 |
4,2 |
2,4 |
1,6 |
1,4 |
1,3 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
5,4 |
3,9 |
2,7 |
2,6 |
2,1 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси (фактурного слоя) вибрированием |
Формовщик 4 разряда 3 разряда |
11,5 |
7,7 |
6,8 |
5,4 |
4,5 |
11 |
|
Заливка форм ячеистой массой |
Формовщик 4 разряда 3 разряда |
8,4 |
7,7 |
7,1 |
6 |
5,7 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,4 |
2,2 |
2 |
1,3 |
0,9 |
13 |
|
Шлифовка изделий |
Шлифовщик 3 разряда |
3,5 |
3,2 |
2,2 |
1,7 |
1,4 |
14 |
|
|
|
а |
б |
в |
г |
д |
№ |
Продолжение таблицы 2
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||
|
2 |
3 |
4 |
5 |
7 |
|||
|
Изготовление двухслойных пенобетонных и пеносиликальцитных плит, панелей и блоков |
|
19 |
15 |
12,5 |
11 |
9,9 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
Подача тележек с изделиями в автоклав и извлечение их после термической обработки (с открытием и закрытием крышек) |
Моторист передаточного моста 4 разряда - 2 |
0,75 |
0,35 |
2 |
|||
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2 |
1,5 |
1,2 |
1,0 |
0,92 |
3 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,3 |
0,81 |
0,51 |
0,48 |
4 |
|
|
Подача изделий на склад готовой проекции |
Формовщик 4 разряда 3 разряда |
0,84 |
0,77 |
0,7 |
0,62 |
0,37 |
5 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,6 |
1,1 |
0,77 |
0,69 |
|
6 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,6 |
0,54 |
0,48 |
0,41 |
7 |
|
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
1,5 |
1,2 |
1,1 |
1,1 |
1 |
6 |
|
антикоррозийное покрытие арматурных каркасов в ванне и сушка в камере |
Антикоррозийщик 3 разряда - 2 |
0,84 |
0,68 |
0,6 |
0,48 |
0,36 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
1,6 |
1,4 |
1,3 |
1,1 |
10 |
|
|
Укладка, разравнивание и уплотнение бетонной смеси (фактурного слоя) вибрированием |
Формовщик 4 разряда 3 разряда |
2,7 |
1,8 |
1,7 |
1,6 |
1,4 |
11 |
|
Заливка форм ячеистой массой |
Формовщик 4 разряда 3 разряда |
3,5 |
2,6 |
2 |
1,8 |
1,7 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
0,65 |
0,54 |
0,46 |
13 |
||
|
Шлифовка изделий |
Шлифовщик 3 разряда |
1,1 |
1 |
0,86 |
0,71 |
0,63 |
14 |
|
|
|
е |
ж |
з |
и |
к |
№ |
В. Трехслойные
Нормы времени на 10 м3 железобетона
Таблица 3
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
||||||
|
0,3 |
0,5 |
0,7 |
1 |
1,5 |
2 |
3,5 |
|||
|
Изготовление трехслойных пенобетонных и пеносиликальцитных панелей |
|
36,5 |
31 |
28 |
25,6 |
22 |
18 |
13,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
Подача тележек с изделиями в автоклав и извлечение их после термической обработки (с открытием и закрытием крышек) |
Моторист передаточного моста 4 разряда - 2 |
1 |
0,78 |
2 |
|||||
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,3 |
2,1 |
1,9 |
1,7 |
1,6 |
1,4 |
1 |
3 |
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
2,6 |
2,1 |
1,9 |
1,7 |
1,6 |
1,4 |
1 |
4 |
|
Подача изделий на склад готовой проекции |
Формовщик 4 разряда 3 разряда |
1,7 |
1,4 |
1,3 |
1,1 |
0,87 |
0,64 |
0,46 |
5 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
1,8 |
1,6 |
1,5 |
1,3 |
1,2 |
1,0 |
0,76 |
6 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
0,97 |
0,8 |
0,74 |
0,64 |
0,55 |
0,46 |
0,33 |
7 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,4 |
1,9 |
1,4 |
1,3 |
1,3 |
1,0 |
0,76 |
8 |
|
антикоррозийное покрытие арматурных каркасов в ванне и сушка в камере |
Антикоррозийщик 3 разряда - 2 |
1,7 |
1,5 |
1,3 |
1,1 |
0,88 |
0,72 |
0,52 |
9 |
|
Укладка арматурных каркасов в форму с установкой монтажных петель |
Формовщик 4 разряда 3 разряда |
2,8 |
2,4 |
2 |
1,8 |
1,7 |
1,3 |
0,97 |
10 |
|
Укладка, разравнивание и уплотнение бетонной смеси (фактурного слоя) вибрированием |
Формовщик 4 разряда 3 разряда |
7,7 |
6,5 |
6 |
5,6 |
4,8 |
3,7 |
2,7 |
11 |
|
Заливка форм ячеистой массой |
Формовщик 4 разряда 3 разряда |
8,3 |
7 |
6,4 |
5,9 |
4,7 |
4 |
2,9 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
1,3 |
1,0 |
0,87 |
0,75 |
0,64 |
0,52 |
0,37 |
13 |
|
Шлифовка изделий |
Шлифовщик 3 разряда |
2,1 |
1,8 |
1,7 |
1,6 |
1,4 |
1,3 |
0,94 |
14 |
|
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
Г. трехслойные пенополистиролобетонные стеновые панели.
Нормы времени на 10 м3 железобетона
Таблица 4
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||||
|
0,5 |
0,7 |
1 |
1,5 |
2 |
3,5 |
|||
|
Изготовление трехслойных полистиролобетонных панелей |
|
56 |
49 |
42 |
34 |
27,5 |
21 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,18 |
0,15 |
2 |
||||
|
Извлечение формы из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,6 |
1,4 |
1,2 |
1 |
0,74 |
0,57 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда |
2,5 |
2,2 |
1,9 |
1,5 |
1,2 |
0,84 |
4 |
|
извлечение изделий из формы с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
3,6 |
3 |
2,4 |
1,8 |
1,2 |
0,61 |
5 |
|
доводка изделий до готовности |
Формовщик 3 разряда - 2 |
3,7 |
2,9 |
2,3 |
1,7 |
1,4 |
1,1 |
6 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
4,9 |
4,2 |
3,4 |
2,6 |
1,8 |
1 |
7 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,6 |
2,2 |
1,8 |
1,6 |
1,3 |
1 |
8 |
|
Установка в форму арматурного каркаса, монтажных петель |
Формовщик 4 разряда 3 разряда |
6,6 |
5,8 |
4,7 |
3,7 |
2,7 |
1,7 |
9 |
|
Сборка формы |
Формовщик 4 разряда 3 разряда |
3,2 |
2,9 |
2,5 |
1,4 |
1,2 |
1 |
10 |
|
Подача формы на вибростол |
Формовщик 4 разряда 3 разряда |
0,54 |
0,49 |
0,45 |
0,4 |
0,36 |
0,32 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
5ормовщик 4 разряда 3 разряда |
5,5 |
4,7 |
3,9 |
3,1 |
2,3 |
1,4 |
12 |
|
Изготовление по размеру и укладка в форму пенополистирола |
Формовщик 4 разряда 3 разряда |
6,6 |
6,3 |
5,9 |
5,5 |
5,2 |
4,8 |
13 |
|
Укладка арматурных сеток на пенололистирол и закрепление их шпильками |
Формовщик 4 разряда 3 разряда |
4,8 |
4,2 |
3,6 |
3 |
2,4 |
1,7 |
14 |
|
Укладка в форму наружного слоя бетонной смеси с разравниванием и уплотнением |
Формовщик 4 разряда 3 разряда |
3,5 |
3,3 |
3 |
2,8 |
2,5 |
2,2 |
15 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 3 разряда |
4,9 |
4,3 |
3,7 |
3,1 |
2,5 |
1,9 |
16 |
|
Подача формы с изделиями в пропарочную камеру |
Формовщик 3 разряда - 2 |
1 |
0,9 |
0,79 |
0,56 |
0,48 |
0,42 |
17 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда - 2 |
0,19 |
0,16 |
18 |
||||
|
|
|
а |
б |
в |
г |
д |
е |
№ |
ПРИЛОЖЕНИЯ
Пояснения к приложению
В приложениях к настоящему сборнику нормативы времени приведены в человеко-часах. В приложении № 3, кроме норм времени, приводятся коэффициенты перехода для тех случаев, когда применяются способы работы или оборудование, не предусмотренные параграфом.
Разряды исполнителей (профессий) при пользовании приложениями следует уточнять на основании действующего Единого тарифно-квалификационного справочника в зависимости от фактической сложности и рассчитывать по ним расценки или умножать соответствующие нормы времени таблиц параграфов на коэффициенты, если они приведены в приложении.
В отдельных приложениях формы и изделия подразделяются по своей конфигурации и заглаживаемой поверхности на две группы: сложная и простая. Изделиями сложной конфигурации следует считать изделия, имеющие выемки, пазы, ребра, выпуска, неправильное сечение, вкладыши и т.п. К таким изделиям можно отнести ребристые плиты, тавровые и двухтавровые балки, лотковые блоки и блоки туннелей, и т.п. К изделиям простой конфигурации следует относить изделия плоской прямоугольной формы с ровной поверхностью.
К простой поверхности следует относить поверхности изделий, не имеющих выпусков, штраб, закладных деталей, находящихся в горизонтальной плоскости, и к которым не предъявляются особые требования.
К сложным поверхностям следует относить поверхности изделий, имеющих выпуска, штрабы, закладные детали, находящиеся в горизонтальной плоскости, а также поверхности, к которым предъявляются особые требования по техническим условиям (лицевые под окраску и т.д.).
Приложение 1
УСТАНОВКА И КРЕПЛЕНИЕ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Состав работ
Подноска закладных деталей в пределах рабочей зоны. Разметка мест установки. Установка закладных деталей с фиксацией и креплением.
Исполнитель: Формовщик 4 разряда
Нормы времени на 1 изделие
|
Количество закладных деталей в изделии, шт. до |
Вес закладных деталей в изделии, кг, до |
|
|||||||||||
|
10 |
20 |
30 |
50 |
75 |
100 |
150 |
200 |
250 |
300 |
350 |
400 |
|
|
|
2 |
0,04 |
0,08 |
0,15 |
0,27 |
0,42 |
0,52 |
0,9 |
1,2 |
1,5 |
1,8 |
2,2 |
2,5 |
1 |
|
5 |
0,09 |
0,15 |
0,22 |
0,34 |
0,5 |
0,67 |
0,98 |
1,3 |
1,6 |
1,9 |
2,3 |
2,6 |
2 |
|
10 |
0,2 |
0,26 |
0,33 |
0,45 |
0,63 |
0,78 |
1,1 |
1,4 |
1,7 |
2,1 |
2,4 |
2,8 |
3 |
|
15 |
0,32 |
0,38 |
0,47 |
0,58 |
0,77 |
0,93 |
1,2 |
1,6 |
1,9 |
2,3 |
2,6 |
2,9 |
4 |
|
20 |
0,45 |
0,5 |
0,58 |
0,72 |
0,88 |
1 |
1,4 |
1,6 |
2,1 |
2,4 |
2,8 |
3,2 |
5 |
|
30 |
0,7 |
0,77 |
0,83 |
0,98 |
1,1 |
1,3 |
1,6 |
2 |
2,3 |
2,8 |
3,1 |
3,5 |
6 |
|
более 30 |
0,95 |
1 |
1,1 |
1,2 |
1,4 |
1,6 |
1,9 |
2,3 |
2,7 |
3 |
3,3 |
3,8 |
7 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
№ |
Примечание. При установке закладных деталей без крепления нормы времени таблицы умножать на 0,9.
Приложение 2
УСТАНОВКА И КРЕПЛЕНИЕ МОНТАЖНЫХ ПЕТЕЛЬ
Состав работ
Подноска монтажных петель в пределах рабочей зоны.
Установка петель с креплением проволокой или электродуговой своркой.
Исполнитель: Формовщик 3 разряда.
Нормативы времени на 10 петель
|
Диаметр арматурной стали, мм, до |
||||||
|
8 |
10 |
16 |
20 |
25 |
32 |
более 32 |
|
0,09 |
0,105 |
0,14 |
0,17 |
0,2 |
0,25 |
0,32 |
|
a |
б |
в |
г |
д |
е |
ж |
Примечание. при установке монтажных петель в каркас без крепления или в свежеуложенный бетон Н.вр. умножать на 0,96
Приложение 3
УКЛАДКА, РАЗРАВНИВАНИЕ И УПЛОТНЕНИЕ БЕТОННОЙ СМЕСИ
Подача бетонной смеси в бункер бетоноукладчика или в бадье в пределах рабочей зоны. Укладка бетонной смеси в форму с разравниванием. Уплотнение бетонной смеси на виброплощадке или глубинным вибратором с перемещением его вручную.
|
Исполнители |
При объеме изделий, м3, |
|
|
до 1 |
более 1 |
|
|
Формовщик 4 разряда |
- |
1 |
|
Формовщик 3 разряда |
1 |
1 |
Нормы времени на 10 м3 бетона в чел. час. (в числителе) и коэффициенты перехода от укладки бетонной смеси бетоноукладчиком с уплотнением на вибростоле (в знаменателе) к другим способам укладки и уплотнения
|
Способ укладки и уплотнения |
Объем изделий, в форме, м3, до |
|
||||||||||||
|
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
4 |
5 |
6 |
7 |
9 |
12 |
15 |
|
|
|
Из бетоноукладчика на вибростоле |
4,7 |
4,1 |
3,4 |
3 |
2,7 |
2,4 |
1,8 |
1,5 |
1,2 |
0,99 |
0,7 |
0,45 |
0,25 |
1 |
|
Из бетоноукладчика вручную |
5 0,92 |
4,3 0,96 |
3,8 1 |
3,3 1 |
2,9 1,01 |
2,5 1,02 |
2,1 1,03 |
1,7 1,05 |
1,4 1,07 |
1,2 1,12 |
0,9 1,16 |
0,68 1,36 |
0,48 1,72 |
2 |
|
Из бадьи на виброплощадке |
6 1,15 |
5,2 1,17 |
4,5 1,2 |
4,1 1,24 |
3,6 1,26 |
3,2 1,28 |
2,6 1,32 |
2,3 1,34 |
2 1,48 |
1,7 1,53 |
1,4 1,73 |
1,1 2,14 |
0,83 2,99 |
3 |
|
Из бадьи вручную |
7 1,36 |
6 1,37 |
5,2 1,39 |
4,7 1,46 |
4,3 1,5 |
3,9 1,63 |
3,3 1,68 |
2,9 1,71 |
2,5 1,88 |
2,3 2,1 |
1,9 2,45 |
1,6 3,1 |
1,3 4,6 |
4 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
л |
м |
н |
№ |
приложение 4
МАРКИРОВКА ИЗДЕЛИЙ
Состав работ: Выполнение надписи шифра изделий изготовителя и даты масляной краской кистью вручную по трафарету или без него. Подправка шрифта.
Нормы времени на 10 м3 железобетона
|
Исполнители |
Объем изделий, м3, до |
|||||||||
|
0,02 |
0,05 |
0,1 |
0,2 |
0,3 |
0,5 |
1 |
2 |
4 |
5 и более |
|
|
Формовщик 3 разряда |
2,9 |
2,2 |
1,6 |
0,96 |
0,8 |
0,64 |
0,4 |
0,2 |
0,16 |
0,08 |
|
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
Примечания
1. Нормами настоящей таблицы предусмотрено написание букв или цифр в количестве 16 знаков. В случае выполнения другого количества Н.вр. следует умножать: до 10 знаков - на 0,5, а выше 16 до 25 знаков - на 1,7.
2. При выполнении надписей с помощью штампа Н.вр. умножать на 0,45.
Приложение 5
Установка и крепление отдельных стержней ( выпусков) болтов
Состав работ
Подноска отдельных элементов в пределах рабочей зоны. Разметка мест установки. Установка элементов с фиксацией и креплением.
Исполнитель: Формовщик 3 разряда.
Норма времени на 1 изделие
|
Количество элементов в изделии, шт. до |
Диаметр стержней или болтов, мм, до |
|
||||||
|
10 |
14 |
18 |
25 |
30 |
36 |
более 36 |
|
|
|
2 |
0,010 |
0,023 |
0,036 |
0,060 |
0,076 |
0,096 |
0,120 |
1 |
|
4 |
0,019 |
0,046 |
0,072 |
0,120 |
0,150 |
0,190 |
0,240 |
2 |
|
6 |
0,029 |
0,070 |
0,110 |
0,180 |
0,230 |
0,290 |
0,360 |
3 |
|
8 |
0,038 |
0,092 |
0,145 |
0,240 |
0,300 |
0,380 |
0,480 |
4 |
|
10 |
0,048 |
0,115 |
0,180 |
0,300 |
0,380 |
0,480 |
0,600 |
5 |
|
14 |
0,067 |
0,160 |
0,250 |
0,340 |
0,420 |
0,530 |
0,660 |
6 |
|
18 |
0,086 |
0,210 |
0,320 |
0,420 |
0,530 |
0,670 |
0,840 |
7 |
|
22 |
0,100 |
0,250 |
0,400 |
0,660 |
0,840 |
1,050 |
1,300 |
6 |
|
|
а |
б |
в |
г |
д |
е |
ж |
№ |
Приложение 6
Коэффициенты перехода от ручной сказки форм к смазке форм механизированным способом.
|
Вид форм |
Площадь смазываемой поверхности, м2, до |
|
|||||
|
5 |
10 |
20 |
30 |
40 |
белее 40 |
||
|
Простая |
0,5 |
0,54 |
|
|
|
0,59 |
1 |
|
Сложная |
0,71 |
0,76 |
0,82 |
|
|
0,84 |
2 |
|
|
а |
б |
в |
г |
д |
е |
№ |
Приложение 7
Коэффициенты
к нормам времени при выполнении формовочных работ в зимнее время и перечень
районов (областей) по температурным зонам.
При выполнении формовочных работ в зимнее время на открытом воздухе и в неотапливаемом помещении нормы времени применяются с коэффициентом по температурным зонам
Таблица 1
|
Температурная зона |
Коэффициент к нормам по месяцам |
||||||
|
октябрь |
ноябрь |
декабрь |
январь |
февраль |
март |
апрель |
|
|
I |
- |
- |
- |
1,05 |
1,05 |
- |
- |
|
II |
- |
- |
1,06 |
1,08 |
1,08 |
1,05 |
- |
|
III |
- |
1,06 |
1,08 |
1,13 |
1,13 |
1,08 |
- |
|
IV |
- |
1,08 |
1,10 |
1,16 |
1,16 |
1,10 |
- |
|
V |
- |
1,10 |
1,12 |
1,18 |
1,18 |
1,12 |
- |
|
VI |
1,07 |
1,17 |
1,25 |
1,25 |
1,25 |
1,17 |
1,07 |
Примечания
1. При выполнении работ в местностях, не отнесенных к температурным зонам, а также в высокогорных районах, где отрицательная температура воздуха возможна не только зимой, но и в другое время года, усредненные поправочные коэффициенты, приведенные в таблице, не применяются. для оплаты труда рабочих в таких местностях и районах в периоды наступления похолодания следует два раза в смену (в конце второго и в конце шестого часа работы) производить замер температуры на рабочем месте. За объем работ, выполненных при среднесменной отрицательной температуре, применять к нормам времени коэффициенты:
Таблица 2
|
Температура воздуха на рабочем месте отрицательная |
Коэффициент к норме времени |
|
от 0° до 10° |
1,10 |
|
от 11° до 20° |
1,17 |
|
от 21° до 30° |
1,25 |
|
от 31° до 40° |
1,35 |
|
ниже 40 |
1,50 |
2. В тех случаях, когда в отдельные месяцы, предусмотренные в таблице 1, наблюдаются положительные температуры не менее, чем в течение 8 рабочих дней в общей сумме за месяц, усредненные поправочные коэффициенты, приведенные в таблице 1 к нормам времени на работы, выполняемые в дни с положительной температурой, не применяется. Если же в месяце, не предусмотренном таблицей 1, наблюдается отрицательная температура также не менее 8 рабочих дней в общей сумме за месяц, то к нормам времени на работы, выполненные в эти месяцы и дни с отрицательной температурой, применяются поправочные коэффициенты в порядке и размерах предусмотренных, в пункте 1 примечания.
ПЕРЕЧЕНЬ
РАЙОНОВ (ОБЛАСТЕЙ) ПО ТЕМПЕРАТУРНЫМ ЗОНАМ
Первая температурная зона
Андижанская область, Бухарская область (южнее 41 параллели), Дагестанская АССР, джизакская область, донецкая область (пункты расположенные на Азовском побережье), Закарпатская область (южнее линии Б. Лепетиха-Мелитополь-Бердянск включительно), Ивано-Франковская область, Кабардино-Балкарская АССР, Калининградская область, Кашкадарьинская область, Краснодарский край, Крымская область (Керчь, Севастополь и остальная часть области, за исключением пунктов, расположенных на побережье), Латвийская ССР (пункты, расположенные на побережье Балтийского моря и Рига), Литовская ССР (западнее линии Марияполе-Каунас-Мажейкяй включительно), Львовская область, молдавская ССР, Наманганская область, Николаевская область, Одесская область, Ошская область, Самаркандская область, Северо-Осетинская АССР, Ставропольский край (южнее линии Ставрополь-Моздок включительно), Сырдарьинская область, Ташкентская область, Тернопольская область, Туркменская ССР (севернее 40-й параллели кроме Чарджоуской области), Ферганская область, Херсонская область, Хорезмская область, Чарджоуская область (севернее 38-й параллели), Черновицкая область, Чечено-Ингушская АССР.
Вторая температурная зона
Астраханская область, Брестская область, Бухарская область (севернее 41-й параллели), Винницкая область, Волынская область, Ворошиловоградская область, Гомельская область, Гродненская область, джамбульская область (южнее линии Чулак-Тау-Ленинжол исключительно), днепропетровская область, донецкая область (за исключением пунктов расположенные на побережье Азовского моря), Житомирская область, Запорожская область (севернее линии Б. Лепетиха-Мелитополь-Бердянск исключительно), Калмыцкая АССР, Каракалпакская АССР, Киевская область, Киргизская ССР (кроме Ошской области), Кировоградская область, курильские острова Сахалинской области, Латвийская ССР (кроме Риги и пунктов, расположенные на побережье балтийского моря), Ленинградская область (пункты, расположенные на побережье Финского залива и Ленинград), Литовская ССР (восточнее линии Мариямиоле-Каунас-Мажейкяй исключительно), Мангышлакская область, минская область, полтавская область, Ровенская область, Ростовская область, Ставропольский край (севернее линии Ставрополь-Моздок включительно), Сумская область, Харьковская область, Хмельницкая область, Черкасская область, Черниговская область, Чимкентская область (южнее 44-параллели), Эстонская ССР.
Третья температурная зона
Актюбинская область (южнее линии Уил-Берчогул исключительно), Алма-Атинская область, Белгородская область, Брянская область, Витебская область, владимирская область, Ворошиловоградская область, Гурьевская область, джамбульская область (севернее линии Чулак-Тау-Ленинжол включительно), Ивановская область, Калининская область, Калужская область, Камчатская область (южнее линии Кихчик-Среднекамчатск-Пущино исключительно), Карельская АССР, Кзыл-Ордынская область, Кострома, Курская область, Ленинградская область (кроме Ленинграда и пунктов на побережье Финского залива), Липецкая область, Могилевская область, Московская область, Новгородская область, Орловская область, Приморский край (южнее линии бухта Находка-Тетюхе исключительно) Псковская область, Рязанская область, Саратовская область, Сахалинская область (южнее линии яблочный-Углезаводск исключительно), Смоленская область, Тамбовская область, Талды-Курганская область, Тульская область, Уральская область (южнее линии Озинки-Кара-Тюбе исключительно), чимкентская область (севернее 44-й параллели), Ярославская область, Воронежская область.
Четвертая температурная зона
Актюбинская область (севернее линии Уил-Берчогур включительно), Архангельская область (за исключением районов, вошедших в V и VI зоны), Башкирская АССP, Вологодская область, Горьковская область, Камчатская область (южнее линии Белоголовое-Эссо-Еловка и севернее линии Кихчик-Пущино-Среднекамчатск включительно), Кировская область, Коми АССР (южнее линии Вожгора-Нижняя Вочь исключительно) Костромская область (за исключением Костромы), Куйбышевская область, Курганская область, Кустанайская область, Марийская АССР, мордовская АССР, Мурманская область, Оренбургская область, Пензенская область, Пермская область (юго-западнее линии Керчевский-Березники-Губазха-Усьва-Чусовая-Лысьва исключительно), Приморский край (севернее линии бухта Находка-Тетюхе включительно), Сахалинская область (западнее линии Мгачи-Поронайск исключительно и севернее линии Яблочный-Углезаводск включительно), Семипалатинская область (южнее линии Егидыбулак-Самарское исключительно), Татарская АССР, Удмуртская АССР, Ульяновская область, Уральская область (севернее линии Озинки-Кара-Тюбе включительно), Хабаровский край (южнее линии Облучье-Комсомольск-на-Амуре-Мариинское исключительно), Челябинская область, Чувашская АССР.
Пятая температурная зона
Алтайский край, Амурская область (южнее линии Ерофей Павлович-Невер-Баладек исключительно), Архангельская область (западнее 60-го меридиана и восточнее линии Мезель-Вожгора исключительно), Бурятская АССР (юго-западнее линии Сосновка-Мухор-Кондуй исключительно), Восточно-Казахстанская область, Джезказганская область, Иркутская область (южнее линии Кондратьево-Баяндай-Коса исключительно), Камчатская область (южнее линии Хайлюля-Аманино и севернее линии Белоголово-Эссо-Еловка исключительно), Карагандинская область, Кемеровская область, Кокчетавская область, Коми АССР (западнее 60-го меридиана и севернее линии Вожгора-Нижняя Вочь включительно), Красноярский край (южнее линии Максимкин Яр-Подтесово-Мотыгино-Чунояр исключительно), новосибирская область, Омская область, Павлодарская область, Пермская область (северо-восточнее линии Керчевский-Березники-Губаха-Усьва-Чусовая-Лысьва включительно), Сахалинская область (восточнее линии Мгачи-Поронайск включительно), Свердловская область, Северо-Казахстанская область, Семипалатинская область (севернее линии Егиндыбулак-Самарское включительно), Томская область, Тувинская АССР, Тургайская область, Тюменская область (южнее линии Саранпауль-Хангокурт-Ханты-Мансийск-Таурово-Ларломкины исключительно), Хабаровский край (южнее линии Баладек-Усольгин-Маго исключительно и севернее линии Облучье-Комсомольск-на-Амуре-Мариинское включительно), Целиноградская область, Читинская область (южнее линии Мyxop-Кондуй-Букачача-Ксеньевка-Амазар исключительно).
Шестая температурная зона
Амурская область (севернее линии Ерофей Павлович-Невер-Баладек включительно), Архангельская область (восточнее 60-го меридиана), Бурятская АССР ( северо-восточнее линии Сосновка-Мухор-Кондуй включительно), Иркутская область (южнее 62-й параллели и севернее линии Кондратьево-Братск-Баяндай-Коса включительно), Камчатская область (южнее линии Тымлат-Лесная и севернее линии Хайлюля-Аманино включительно), Коми АССР (восточнее 60-го меридиана), Красноярский край (севернее линии Максимкин Яр-Подтесово-Мотыгино-Чунояр включительно), Тюменская область (севернее линии Саранпуаль-Хангокурт-Ханты-Мансийск-Таурово-Лерломкины включительно), Хабаровский край (южнее 60-й параллели и севернее линии Баладек-Усольгин-Маго включительно), Читинская область (севернее линии Мухор-Кондуй-Букачача-Ксеньевка-Амазар включительно), Якутская АССР (южнее линии дулга-Кюель-Ноя-Уланское-Чагда включительно).
Содержание