![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ОСТ 1 39502-77 Стопорение болтов, винтов, шпилек, штифтов и гаек.
Группа ГЗО
ОТРАСЛЕВОЙ СТАНДАРТ
|
СТОПОРЕНИЕ БОЛТОВ, ВИНТОВ ШПИЛЕК, |
ОСТ 1 39502-77 |
|
ШТИФТОВ И ГАЕК |
Взамен 184AT |
|
261AT |
Распоряжением Министерства от 25 октября 1977 года № 087-16
срок введения установлен с 1 июля 1978 года
Содержание
Проверен в 1986 г. Подлежит проверке в 1996 г.
(Измененная редакция, Изм. № 1, 2).
Настоящий стандарт устанавливает следующие типы стопорения болтов, винтов, шпилек, и гаек в резьбовых соединениях и штифтов:
- 1- стопорение стопорными шайбами;
- 2 - стопорение шплинтами;
- 3 - стопорение деформацией металла;
- 4 - стопорение проволокой.
В резьбовых соединениях могут применяться и другие типы стопорения, например, стопорение самоконтрящимися гайками, пружинными и зубчатыми шайбами, контргайками.
(Измененная редакция, Изм. № 1, 2).
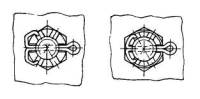
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
Тип 1
1.1. Стопорение по типу 1 должно соответствовать указанному на черт. 1, 2 и 3.
Исполнение 1.1.
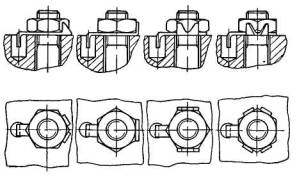
Черт. 1
(Измененная редакция, Изм. № 1).
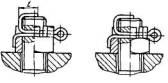
Исполнение 1.2.
|
|
|
|
|
|


Черт 2
___________
* Размер для справок
(Измененная редакция, Изм. № 1).
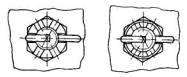
|
Изображение гайки и шайбы, расположенных справа заменяются ®®®® |
|
Черт. 3
(Измененная редакция, Изм. № 1).
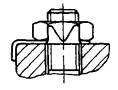
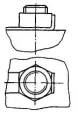
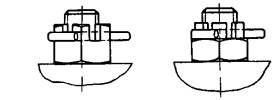
1.2. Загиб лепестков шайбы на грани шестигранника гайки (болта) производить в положении шайбы развернутой в сторону отвинчивания по ее упора носком в гнезде детали (черт. 4) или лапкой в торец детали (черт. 5).
|
|
|
|
Черт. 4 |
Черт. 5 |

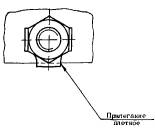
1.3. Загнутая лапка шайбы должна плотно сопрягаться с деталью. Допускается зазор между шайбой и деталью в месте изгиба лапки и лепестка шайбы.
(Измененная редакция, Изм. № 2).
1.4. Установка шайб на фланце и загиб папок шайб или их упор в торец бурта должны исключать возможность разворота шайб в сторону отвинчивания (черт. 6). При стопорении без отгиба лапки шайбы выступание лапки относительно торца упорного бурта не допускается.
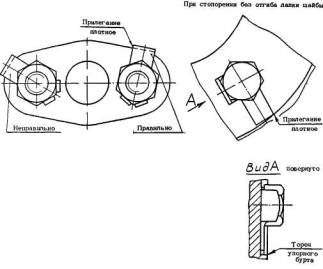
Черт. 6
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (болта)производить путем подтяжки гайки (болта)на угол не более 30° или замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки не допускается.
(Измененная редакция, Изм. № 2).
1.6. Лепестки шайб должны быть поджаты к граням гаек.
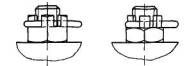
1.7. Загиб лепестков шайбы может производиться как на одну, так и на две грани гайки (болта). Загиб на грань усиленных лепестков производить той частью отгибаемого лепестка, которая обеспечивает наибольшую площадь контакта с гранью болта (гайки).
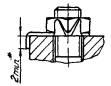
1.8. Не допускаются:
- срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы;
- забоины и расплющивание лепестков шайбы при загибе;
- производить загиб лепестков более одного раза;
- выступание лепестков над гайкой (болтом) более чем на 2 мм;
- удары молотком по месту загиба лепестков шайбы;
- оставлять незагнутыми лепестки шайбы.
1.9. Загиб лепестков шайбы должен производиться специальными щипцами согласно технологии на сборку изделия. В труднодоступных местах разрешается производить загиб лепестков шайбы с помощью специальных оправок или выколоток из меди и алюминиевых сплавов.
(Измененная редакция, Изм. № 1).
2. СТОПОРЕНИЕ ШПЛИНТАМИ
Тип 2
2.1. Стопорение по типу 2 должно соответствовать указанному на черт. 7, 8 и 9.
Исполнение 2.1.
Черт. 7
Исполнение 2.2.
l = 0,5 d ¸0,75 d
d- диаметр болта, винта, шпильки
Черт .8
Исполнение 2.3.*
Черт. 9
2.2. Совмещение отверстия под шплинт в болте, винте и шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30°, путем замены гайки или болта, винта, шпильки или подбором толщины шайб.
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки превышение максимально допустимого крутящего момента затяжки не допускается.
________
* Применять в труднодоступных местах
(Измененная редакция, Изм. № 2).
2.3. Шплинт должен входить в отверстие свободно или под незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта над прорезью гайки на величину не более 0,4 от номинального диаметра шплинта.
2.5. Допускаются:
- неплотное прилегание концов шплинта к поверхности гайки в пределах 0,1¸0,3 мм;
- касание отогнутых концов шплинта резьбы болта, винта, шпильки;
- откусывание шплинтов с последующим снятием заусенцев.
При необходимости на нарушенные в результате откусывания места наносится лакокрасочное покрытие, назначаемое разработчиком изделия.
(Измененная редакция, Изм. № 1).
2.6. Не допускаются:
- смятие головки шплинта;
- надрывы и трещины на концах шплинта;
- расплющивание и перекручивание концов шплинта;
- раскачивание шплинта после установки;
- использование шплинта более одного раза.
2.7. Загиб концов шплинта на грани гайки должен производиться выколоткой из меди или алюминиевых сплавов, заправка концов шплинта в прорези гаек - тупой отверткой.
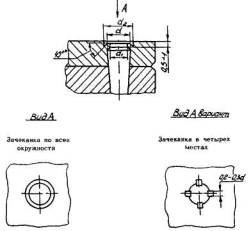
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
Тип 3
3.1. Стопорение по типу 3 должно соответствовать указанным:
- на черт. 10, 11 и 12 - для болтов, винтов и шпилек;
- на черт. 13 и в табл. 1 - для установочных винтов;
- на черт. 14 и в табл. 2, на черт. 15 и в табл. 3 - для цилиндрических штифтов;
- на черт. 16 - для конических и цилиндрических штифтов.
(Измененная редакция, Изм. № 1).
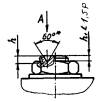
Исполнение 3.1.
Кернение с торца
|
|
|
|
Вид А |
|
|
Для деталей |
Для деталей |
|
с резьбой М4¸М8 |
с резьбой свыше М8 |
|
|
|
|
h= h1+0,5 |
|

(Измененная редакция, Изм. № 1).
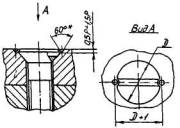
Исполнение 3.2.
Кернение в резьбу
|
|
|
|
А-А |
|
|
Для деталей |
Для деталей |
|
с резьбой М4¸М8 |
с резьбой свыше М8 |
|
|
|
|
Р-шаг резьбы |
|


(Измененная редакция, Изм. № 1).
___________
* Размеры обеспеч. инстр.
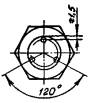
Исполнение 3.3.
Кернение в шлиц
Исполнение 3.4.
Кернение установочных винтов
|
|
|
|
Вид А |
|
|
Для неразъемных соединений |
|
|
|
|
|
Для винтов |
Для винтов |
|
с резьбой М6 и менее |
с резьбой свыше М8 |
|
|
|
|
|
|

* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 2).
Таблица 1
мм
|
Резьба |
h |
l |
|
М2 |
0,4-0,7 |
0,5 |
|
М3 |
||
|
М4 |
0,8-1,1 |
0,8 |
|
М5 |
||
|
М6 |
1,2-1,6 |
1,0 |
|
М8 |
||
|
М10 |
1,8-2,2 |
1,3 |
Исполнение 3.5.
Кернение цилиндрических штифтов

___________
* Размер обеспеч. инстр.
мм
|
Диаметр штифта d |
h |
1 |
|
0,6-1,0 |
0,15-0,3 |
0,3 |
|
1,6-3,0 |
0,4-0,7 |
0,5 |
|
4,0-5,0 |
0,8-1,1 |
0,8 |
|
6,0-8,0 |
1,2-2,2 |
1,5 |
(Измененная редакция, Изм. № 2).
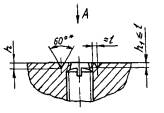
Исполнение 3.6.
Зачеканка цилиндрических штифтов
_______________
* Размер для справок
** Размер обеспеч. инстр.
мм
|
Диаметр штифта d |
d1, max |
d2 |
||
|
Материал корпуса |
||||
|
Сталь |
Алюминиевый сплав |
Сталь |
Алюминиевый сплав |
|
|
1,6 |
1,0 |
1,3 |
2,6 |
3,1 |
|
2,0 |
1,6 |
3,0 |
3,5 |
|
|
2,5 |
2,0 |
2,3 |
3,5 |
4,0 |
|
3,0 |
2,5 |
4,0 |
4,5 |
|
|
4,0 |
3,2 |
2,6 |
5,0 |
5,5 |
|
5,0 |
3,7 |
3,1 |
6,0 |
6,5 |
|
6,0 |
4,7 |
4,5 |
7,0 |
7,5 |
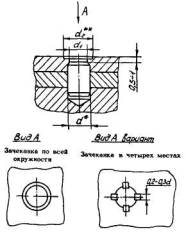
Исполнение 3.7.
Зачеканка конических и цилиндрических штифтов
d1= d-0,2¸0,8
d2= d+0,2¸0,8
___________
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 1).
3.2. При кернении в резьбу кернер ставить в месте выхода болта, винта, шпильки из гайки.
3.3. Размеры и расположение точек кернения не контролировать.
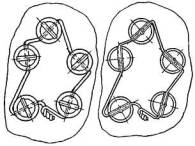
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
Тип 4
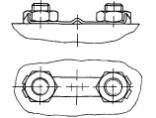
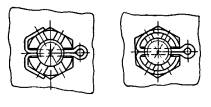
4.1. Стопорение по типу 4 должно соответствовать указанному на черт. 17-22.
Исполнение 4.1.
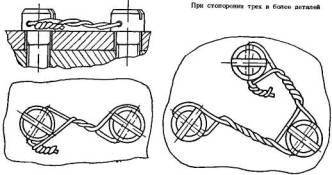
Черт. 17
(Измененная редакция, Изм. № 1).
Исполнение 4.2.
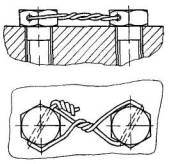
Черт. 18
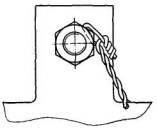
Исполнение 4.3.
Черт. 19
(Измененная редакция, Изм. № 1, 2).
Исполнение 4.4.
Гайки изображены условно. Данное исполнение может применяться и на шестигранных головках болтов
Черт. 20
(Измененная редакция, Изм. № 1).
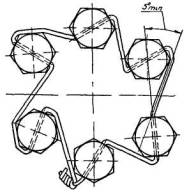
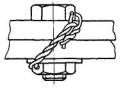
|
Исполнение 4.5. |
Исполнение 4.6. |
|
|
|
|
Черт. 21 |
Черт. 22 |
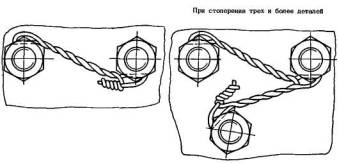
При стопорении трех и более деталей (исполнения 4.1 и 4.4) количество болтов или гаек, стопорящихся одной проволокой, устанавливается конструкторской документацией или технологией изготовления изделия.
(Измененная редакция, Изм. № 2).
4.2. Проволока должна располагаться таким образом, чтобы при приложении к ней произвольно ориентированной нагрузки происходила затяжка резьбового соединения.
4.3. Проволока должна быть перевита без зазоров между витками. Под витком понимается один полный оборот одного конца проволоки относительно другого. Количество витков должно быть не менее трех на длине 10 мм для проволоки диаметром до 0,8 мм включительно и не менее двух на длине 10 мм для проволоки диаметром более 0,8 мм. По согласованию с заказчиком допускается уменьшать количество витков в перевивке до 1,5.
(Измененная редакция, Изм. № 2).
4.4. В труднодоступных местах при малых расстояниях между стопорящимися деталями допускается проволоку не перевивать.
Примечание. Труднодоступные места устанавливаются по эталонным образцам изделий, согласованным с заказчиком.
(Измененная редакция, Изм. № 1).
4.5. Концы проволоки должны быть перевиты (3-4 витка) и поджаты.
4.6. При выполнении стопорения надрывы и перекручивание проволоки не допускаются.
4.7. Проволока должна быть туго натянута, прогибы, и слабина не допускаются.
Пример записи в конструкторской документации стопорения исполнения 2,1:
Стопорение 2,1 – ОСТ 1 39502-77
Головная организация по стандартизации
|
Зам руководителя предприятия |
А.П. Власов |
|
/Начальник отдела |
Э.Р. Азин |
|
Нормоконтроль |
Ю.Н. Крупин |
|
Начальник бригады |
В.Е. Тихонов |
|
Металлург |
И.А. Воробьев |
|
Технолог |
Ю.П. Козокин |
|
Ведущий по теме |
А.М. Сверчкова |
Текст соответствует источнику