![]()
РАГС - РОССИЙСКИЙ АРХИВ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, а также строительных норм и правил (СНиП)
и образцов юридических документов

Произвольная ссылка:
ГОСТ 228-79* Цепи якорные с распорками. Общие технические условия.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕПИ ЯКОРНЫЕ С РАСПОРКАМИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 228-79
(СТ СЭВ 713-83)
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЦЕПИ ЯКОРНЫЕ С РАСПОРКАМИ Общие технические условия Stud-link anchor chains. General specifications |
ГОСТ (СТ СЭВ 713-83) |
Дата введения 01.01.82
Настоящий стандарт распространяется на якорные цепи с распорками, предназначенные для эксплуатации в любых климатических условиях в якорных устройствах кораблей, судов и плавучих средств.
Стандарт не распространяется на якорные цепи, применяемые на полупогружных плавучих буровых установках.
(Измененная редакция, Изм. № 1, 2).
1. КЛАССИФИКАЦИЯ
1.1. Якорные цепи в зависимости от конструкции должны изготовляться двух исполнений в соответствии со структурными схемами исполнений якорных цепей.
(Измененная редакция, Изм. № 2).
1.2. (Исключен, Изм. № 2).
1.3. Якорные цепи должны изготовляться трех типов (категорий):
1 - нормальной прочности - сварные и кованые из стали категории 1а, калибров от 11 до 73 мм;
2 - повышенной прочности - сварные и кованые из стали категории 2а, калибров от 12,5 до 162 мм, литые из стали категории 26, калибров от 40 до 152 мм;
3 - особо высокой прочности - сварные и кованые из стали категории 3а, калибров от 20,5 до 152 мм, литые из стали категории 36, калибров от 40 до 152 мм.
(Измененная редакция, Изм. № 1).
СТРУКТУРНЫЕ СХЕМЫ ИСПОЛНЕНИЙ ЯКОРНЫХ ЦЕПЕЙ

1.4, 1.5. (Исключены, Изм. № 1).
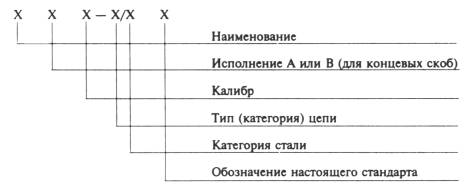
1.6. Устанавливают следующую структуру условного обозначения якорных цепей:

Пример условного обозначения якорной цепи калибра 50 мм, типа (категории) 2, литой, из стали категории 2б, исполнения 1, длиной 250 мм:
Цепь якорная 50-2/26-1-250 ГОСТ 228-79
(Измененная редакция, Изм. № 1, 2).
1.6.1. Устанавливают следующую структуру условного обозначения сборочных единиц и деталей якорных цепей:
Пример условного обозначения общего звена калибра 50 мм, литого, повышенной прочности:
Звено общее 50-2/2б ГОСТ 228-79
То же, концевой скобы исполнения А, калибра 50 мм, кованой, особо высокой прочности:
Скоба концевая А 50-3/За ГОСТ 228-79
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 2).
1.7. Основные термины и определения приведены в приложении 1.
2. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
2.1. Основные параметры якорных цепей должны соответствовать указанным в табл. 2.
(Измененная редакция, Изм. № 2).
Таблица 2*
Основные параметры якорных цепей
|
Нагрузка для типа (категории) цепи, кН, не менее |
Теоретическая масса 1 м промежуточной смычки, кг |
||||||
|
1 |
2 |
3 |
|||||
|
пробная |
разрушающая |
пробная |
разрушающая |
пробная |
разрушающая |
||
|
11 |
36 |
51 |
|
|
- |
- |
3,2 |
|
12,5 |
46 |
66 |
66 |
92 |
- |
- |
3,7 |
|
14 |
58 |
82 |
82 |
116 |
- |
- |
4,3 |
|
16 |
76 |
107 |
107 |
150 |
- |
- |
5,6 |
|
17,5 |
89 |
127 |
127 |
179 |
- |
- |
6,8 |
|
19 |
105 |
150 |
150 |
211 |
- |
- |
8,0 |
|
20,5 |
123 |
175 |
175 |
244 |
244 |
349 |
9,3 |
|
22 |
140 |
200 |
200 |
280 |
280 |
401 |
10,7 |
|
24 |
167 |
237 |
237 |
332 |
332 |
476 |
12,7 |
|
26 |
194 |
278 |
278 |
389 |
389 |
556 |
14,7 |
|
28 |
225 |
321 |
321 |
449 |
449 |
642 |
16,5 |
|
30 |
257 |
368 |
368 |
514 |
514 |
735 |
19,6 |
|
32 |
291 |
417 |
417 |
583 |
583 |
833 |
22,4 |
|
34 |
328 |
468 |
468 |
655 |
655 |
937 |
24,6 |
|
36 |
366 |
523 |
523 |
732 |
732 |
1050 |
28,4 |
|
38 |
406 |
581 |
581 |
812 |
812 |
1160 |
31,6 |
|
40 |
448 |
640 |
640 |
896 |
896 |
1280 |
34,5 |
|
42 |
492 |
703 |
703 |
981 |
981 |
1400 |
38,6 |
|
44 |
538 |
769 |
769 |
1080 |
1080 |
1540 |
42,2 |
|
46 |
585 |
837 |
837 |
1170 |
1170 |
1680 |
45,5 |
|
48 |
635 |
908 |
908 |
1270 |
1270 |
1810 |
49,8 |
|
50 |
686 |
981 |
981 |
1370 |
1370 |
1960 |
54,0 |
|
52 |
739 |
060 |
1060 |
1480 |
1480 |
2110 |
59,1 |
|
54 |
794 |
1140 |
1140 |
1590 |
1590 |
2270 |
62,5 |
|
56 |
851 |
1220 |
1220 |
1710 |
1710 |
2430 |
67,5 |
|
58 |
909 |
1290 |
1290 |
1810 |
1810 |
2600 |
72,8 |
|
60 |
969 |
1380 |
1380 |
1940 |
1940 |
2770 |
77,1 |
|
62 |
1030 |
1470 |
1470 |
2060 |
2060 |
2940 |
82,6 |
|
64 |
1100 |
1560 |
1560 |
2190 |
2190 |
3130 |
88,0 |
|
66 |
1160 |
1660 |
1660 |
2310 |
2310 |
3300 |
93,0 |
|
68 |
1230 |
1750 |
1750 |
2450 |
2450 |
3500 |
97,0 |
|
70 |
1290 |
1840 |
1840 |
2580 |
2580 |
3690 |
103,0 |
|
73 |
1390 |
1990 |
1990 |
2790 |
2790 |
3990 |
113,0 |
|
76 |
- |
- |
2150 |
3010 |
3010 |
4300 |
123 |
|
78 |
- |
- |
2260 |
3160 |
3160 |
4500 |
130 |
|
81 |
- |
- |
2410 |
3380 |
3380 |
4820 |
145 |
|
84 |
- |
- |
2580 |
3610 |
3610 |
5160 |
154 |
|
87 |
- |
- |
2750 |
3850 |
3850 |
5500 |
163 |
|
90 |
- |
- |
2920 |
4090 |
4090 |
5840 |
175 |
|
92 |
- |
- |
3040 |
4260 |
4260 |
6080 |
182 |
|
95 |
- |
- |
3230 |
4510 |
4510 |
6440 |
193 |
|
97 |
- |
- |
3340 |
4680 |
4680 |
6690 |
201 |
|
100 |
- |
- |
3530 |
4940 |
4940 |
7060 |
215 |
|
102 |
- |
- |
3660 |
5120 |
5120 |
7320 |
224 |
|
105 |
- |
- |
3850 |
5390 |
5390 |
7700 |
238 |
|
107 |
- |
- |
3980 |
5570 |
5570 |
7960 |
246 |
|
111 |
- |
- |
4250 |
5940 |
5940 |
8480 |
262 |
|
114 |
- |
- |
4440 |
6230 |
6230 |
8890 |
271 |
|
117 |
- |
- |
4650 |
6510 |
6510 |
9300 |
280 |
|
120 |
- |
- |
4850 |
6810 |
6810 |
9720 |
294 |
|
122 |
- |
- |
5000 |
7000 |
7000 |
9990 |
302 |
|
124 |
- |
- |
5140 |
7200 |
7200 |
10280 |
308 |
|
127 |
- |
- |
5350 |
7490 |
7490 |
10710 |
330 |
|
130 |
- |
- |
5570 |
7800 |
7800 |
11140 |
352 |
|
132 |
- |
- |
5720 |
8000 |
8000 |
11420 |
368 |
|
137 |
- |
- |
6080 |
8510 |
8510 |
12160 |
400 |
|
142 |
- |
- |
6450 |
9030 |
9030 |
12910 |
431 |
|
147 |
- |
- |
6840 |
9560 |
9560 |
13660 |
458 |
|
152 |
- |
- |
7220 |
10100 |
10100 |
14430 |
487 |
|
157 |
- |
- |
7600 |
10640 |
- |
- |
520 |
|
162 |
- |
- |
7990 |
11170 |
- |
- |
555 |
* Табл. 1 и 3 исключены.
2.2. Основные размеры деталей и сборочных единиц якорных цепей должны соответствовать указанным в приложении 2.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Общие технические требования к якорным цепям
3.1.1. Якорные цепи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.1.2. Длина якорных цепей должна устанавливаться по согласованию с потребителем.
3.1.3. Промежуточные смычки должны иметь длину 25+2,5 м и состоять из нечетного числа звеньев.
3.1.4. В якорных, коренных и промежуточных смычках могут быть монтажные сварные и литосварные звенья. Конструкцию монтажных звеньев и технические требования к ним следует устанавливать в отраслевой нормативно-технической документации (НТД).
(Измененная редакция, Изм. № 2).
3.1.5. В сварных якорных цепях якорная и коренная смычки, а также соединительные звенья могут быть литыми.
Механические свойства, результаты испытаний на изгиб и ударный изгиб образцов, изготовленных из готовой цепи (для сварных звеньев - из несварной ветви звена), должны соответствовать указанным в табл. 4.
(Измененная редакция, Изм. № 2).
3.1.7. Предельные отклонения длин участков промежуточных смычек и цепей без распорок, состоящих из пяти общих звеньев, не должны быть более + 2,5 % от номинальных длин этих участков, равных 5 l - 8 d, где l - номинальная длина звена, d - калибр якорной цепи.
3.1.8. Предельные отклонения калибров якорной цепи от номинальных значений не должны превышать:
± 1,0 мм - калибров до 40 мм включ.
± 2,0 мм » от 42 до 84 мм включ.
± 3,0 мм » от 87 до 122 мм включ.
± 4,0 мм » от 124 мм и более.
(Измененная редакция, Изм. № 1).
3.1.9. Площадь сечения звена по его продольной оси должна быть не менее номинальной.
Таблица 4
Механические свойства образцов цепей
|
Метод изготовления |
Вид термической обработки |
Временное сопротивление при разрыве, МПа |
Относительное сужение при разрыве, % |
Относительное удлинение при разрыве, % |
Работа удара KV, Дж |
Температура испытаний на ударный изгиб, °С |
Диаметр оправки при испытании на изгиб на 180°, мм |
|
|
не менее |
||||||||
|
1 |
Контактная сварка |
Нормализация |
300 - 400 |
- |
30 |
- |
- |
d |
|
400 - 490 |
- |
25 |
- |
- |
d |
|||
|
2 |
Контактная сварка, штамповка, литье |
Нормализация, нормализация и отпуск, закалка и отпуск |
490 - 690 |
- |
22 |
47 |
0 |
3d |
|
3 |
Контактная сварка, штамповка, литье |
690 |
40 |
17 |
60 |
0 |
- |
|
Примечания:
1. При испытании на ударный изгиб образцов, изготовленных из сварных соединений общих звеньев категории 3, работа удара должна быть не менее 50 Дж при 0 °С.
2. При изготовлении цепи литьем относительное сужение при разрыве должно быть не менее 33 %.
3. Испытания на растяжение, изгиб и ударный изгиб образцов, изготовленных из готовых цепей категорий 1 и 2, проводят по требованию Регистра СССР.
Площадь сечения принимают равной площади круга с диаметром, равным среднему диаметру общего звена.
(Измененная редакция, Изм. № 2).
3.1.10. Предельные отклонения длины и ширины общих звеньев не должны превышать ± 2,5 % от номинальных значений этих размеров.
3.1.12. В местах сварки не должно быть непроваров, расслоений, пор, раковин и трещин.
(Измененная редакция, Изм. № 2).
3.1.13. Штырь вертлюга, не нагруженного растягивающей нагрузкой, должен свободно вращаться в его звене.
3.1.14. Штифты концевой скобы и соединительного звена должны быть оцинкованы.
3.1.15. Каждая изготовленная партия сборочных единиц якорных цепей должна иметь сертификат по форме, согласованной с Регистром СССР.
3.1.16. Полный срок службы цепей должен быть не менее 15 лет при условии соблюдения правил эксплуатации.
Назначенный срок службы цепей до очередного освидетельствования Регистром СССР - четыре года.
Предельным состоянием цепей следует считать уменьшение среднего диаметра общего звена в наиболее изношенной части на 10 % номинального значения и более.
(Измененная редакция, Изм. № 2).
3.2. Дополнительные технические требования к сварным сборочным единицам якорных цепей
3.2.1. Сварные сборочные единицы калибров до 19 мм должны изготовляться контактной электросваркой методом оплавления или сопротивления, св. 19 мм - методом оплавления.
3.2.2. Смещение в стыке сварных звеньев не должно превышать, мм:
для цепей калибров 9 - 12,5 0,7
- » - 14 - 26 1,0
- » - 28 - 40 1,5
- » - 42 - 62 2,0
- » - 64 - 81 2,5
- » - 84 - 102 3,5
- » - более 102 4,0
(Измененная редакция, Изм. № 1).
3.2.3. Высота утолщения звена по наружной стороне после обрезки грата не должна превышать, мм:
для цепей калибров 9 - 12,5 0,7
- » - 14 - 26 1,0
- » - 28 - 40 1,5
- » - 42 - 62 2,5
- » - 64 - 81 3,0
- » - 84 - 107 3,5
(Измененная редакция, Изм. № 1, 2).
3.2.4. Глубина местных пригаров, как следствие касания электродов сварочной машины, не должна превышать 0,7 мм.
3.3. Дополнительные технические требования к литым и литосварным сборочным единицам.
3.3.1. Смещение звена в плоскости разъема не должно превышать:
для цепей калибров 44 - 50 1,5
- » - 52 - 73 2,5
- » - 76 - 107 3,5
- » - 111 - 152 4,0
(Измененная редакция, Изм. № 1).
3.3.2. Литые сборочные единицы должны быть очищены от пригара. Литники, швы, заусенцы и другие неровности от формовки и заливки должны быть удалены, а места их расположения на отливках зачищены.
3.3.3. На литых сборочных единицах не допускаются без заварки литейные пороки, превышающие по глубине и протяженности 5 % диаметра или толщины тела, а также раковины, расположенные в одном сечении, если их суммарная глубина и протяженность превышает 5 % диаметра или толщины тела.
3.4. Сборочные единицы и детали якорных цепей подвергают термической обработке в соответствии с табл. 4. Режим термической обработки устанавливает изготовитель в зависимости от химического состава стали и калибра цепи.
Термическую обработку сварных цепей категории 1 и 2 можно не производить, если они изготовлены из термически обработанного проката или в процессе изготовления подверглись нагреву до температуры нормализации.
(Введен дополнительно, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Общие требования
4.1.1. Для проверки качества якорных цепей на соответствие требованиям настоящего стандарта предприятие-изготовитель должно производить приемо-сдаточные испытания сборочных единиц.
4.1.2. При приемо-сдаточных испытаниях следует проводить:
- испытание материала цепей;
- испытания разрушающей нагрузкой;
- испытание пробной нагрузкой;
- проверку внешнего вида, подвижности соединений;
- проверку размеров.
(Измененная редакция, Изм. № 1, 2).
4.1.3. Сборочные единицы должны предъявляться к приемке партиями.
4.1.3.1. Партия промежуточных смычек должна состоять не более чем из четырех смычек одного калибра и категории прочности.
Партией сварных якорных цепей, не разделенных на смычки, считают каждую отдельную цепь.
Партией сварных якорных цепей, изготовляемых короткими отрезками, считают не более 50 м этих цепей.
4.1.3.2. Партия соединительных звеньев, концевых звеньев, концевых скоб, вертлюгов и вертлюг-скоб должна состоять не более чем из 50 одноименных сборочных единиц одного калибра и категории прочности.
(Измененная редакция, Изм. № 2).
4.1.3.3. Каждая партия сборочных единиц должна изготовляться из металла одной плавки и термически обрабатываться в одной садке или в одной проходной печи.
4.1.3.4. Допускается включение в партию сборочных единиц, изготовленных из материала разных плавок, близких по химическому составу и механическим свойствам и прошедших термическую обработку в разных садках по одному режиму.
4.1.4. Правила приемки монтажных звеньев в якорных, коренных и промежуточных смычках устанавливают в отраслевой НТД.
4.2. Испытание материала готовой цепи
4.1.3.4, 4.1.4, 4.2. (Измененная редакция, № 2).
4.2.1. (Исключен, Изм. № 2).
4.2.2. Для цепей 3-й и 2-й категорий прочности, если последние не подвергают термической обработке, должны проводиться испытания на растяжение и ударный изгиб на образцах согласно п. 3.1.6.
4.2.2.1. От каждой партии промежуточных смычек и сборочных единиц отбирают следующее число образцов: один образец для испытания на растяжение и один комплект образцов для испытания на ударный изгиб.
Примечание. От каждой партии сварных промежуточных смычек 3-й категории дополнительно отбирают один комплект образцов из сварного соединения для испытаний на ударный изгиб.
4.2.2, 4.2.2.1. (Измененная редакция, Изм. № 2).
4.2.2.2. (Исключен, Изм. № 2).
4.2.3. Результаты испытаний образцов при проверке механических свойств материала должны удовлетворять требованиям табл. 4.
4.2.4. При неудовлетворительных результатах испытаний механических свойств материала должны быть проведены повторные испытания удвоенного количества образцов.
Допускается при неудовлетворительных результатах повторных испытаний партию изделий совместно с образцами подвергнуть повторной термообработке.
4.3. Испытания разрушающей нагрузкой
4.3.1. От каждой партии сборочных единиц должно быть отобрано следующее минимальное количество образцов для испытаний разрушающей нагрузкой:
- соединительные звенья, вертлюг-скобы, вертлюги - по 1 шт.;
- промежуточные смычки, якорные цепи, не разделенные на смычки, цепи, изготовляемые короткими отрезками, - по одному отрезку цепи, состоящему не менее чем из трех общих звеньев.
Примечание. Для испытаний разрушающей нагрузкой сварных промежуточных смычек, не подвергнутых термической обработке, образцы следует отбирать от каждой смычки.
(Измененная редакция, Изм. № 1).
4.3.2. Концевые скобы, концевые и увеличенные звенья испытаниям разрушающей нагрузкой не подвергают.
4.3.3. Образцы, состоящие из общих звеньев, должны быть взяты от готовой партии изделий или изготовлены отдельно непосредственно после изготовления партии, по той же технологии.
В образце литой цепи должно быть не менее чем по одному звену из металла каждой плавки, из которой изготовлена цепь.
4.3.4. Разрушающая нагрузка образцов должна соответствовать указанной в табл. 2.
Для цепей калибров 90 мм и более в случае недостаточной мощности цепепробной установки допускается испытания разрушающей нагрузкой заменять по согласованию с Регистром СССР испытаниями на растяжение, ударный изгиб и контроль микроструктуры образцов, изготовленных из звеньев цепи.
(Измененная редакция, Изм. № 2).
4.3.5. При неудовлетворительных результатах испытаний образцов разрушающей нагрузкой должны быть проведены повторные испытания двух образцов, взятых от той же партии.
При неудовлетворительных результатах повторных испытаний партию изделий совместно с образцами допускается подвергать повторной термообработке, после чего должны быть проведены испытания образцов разрушающей нагрузкой.
Результаты испытаний разрушающей нагрузкой после повторной термической обработки являются окончательными и распространяются на всю партию.
Допускается при неудовлетворительных результатах испытаний литой смычки испытывать оставшиеся в партии смычки индивидуально путем отбора от каждой из них трехзвенных образцов.
(Измененная редакция, Изм. № 1).
4.3.6. Образцы, не разрушившиеся при испытании разрушающей нагрузкой, использовать в якорных цепях не допускается.
4.4. Испытания пробной нагрузкой
4.4.1. Каждая сборочная единица якорных цепей должна быть испытана пробной нагрузкой, указанной в табл. 2.
4.4.2. Испытания сборочных единиц якорных цепей пробной нагрузкой должны проводиться после получения удовлетворительных результатов испытаний разрушающей нагрузкой.
4.5. Проверка внешнего вида, подвижности соединений и размеров
4.5.1. Все сборочные единицы якорных цепей после испытаний пробной нагрузкой должны быть подвергнуты внешнему осмотру и проверке подвижности соединений на соответствие требованиям пп. 3.1.11 - 3.1.14.
4.5.2. На каждой промежуточной смычке или участке длиной 25 м якорной цепи, не разделенной на смычки, должны быть проверены размеры не менее чем 20 звеньев на соответствие требованиям пп. 3.1.8 и 3.1.10.
Промежуточную смычку или участок цепи, не разделенной на смычки, считают принятыми, если не менее 95 % проверенных звеньев соответствуют заданным размерам, а отклонения размеров остальных проверенных звеньев не превышают ± 3 % от номинальных значений.
4.5.3. На каждой промежуточной смычке или участке якорной цепи длиной 25 м, не разделенной на смычки, должна быть проверена длина 10 пятизвенных участков цепи на соответствие требованиям п. 3.1.7.
Промежуточную смычку или участок якорной цепи длиной 25 м, не разделенной на смычки, считают принятыми, если не менее 9 проверенных участков соответствуют заданным размерам.
При неудовлетворительных результатах проверки длины пятизвенных участков должно быть произведено повторное измерение 20 участков.
Промежуточную смычку или участок цепи длиной 25 м, не разделенной на смычки, считают принятыми после повторных измерений, если не менее 18 проверенных участков соответствуют заданным размерам.
4.6. В случае несоответствия сборочных единиц якорных цепей требованиям пп. 4.4 и 4.5 допускается замена или исправление сборочных единиц по технологии предприятия-изготовителя.
4.7. (Исключен, Изм. № 2).
4.8. Результаты приемо-сдаточных испытаний сборочных единиц цепей должны быть указаны в сертификате.
4.9. (Исключен, Изм. № 2).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. (Исключен, Изм. № 2).
5.2. Методы испытания на растяжение образцов, вырезанных из общих звеньев, - по ГОСТ 1497.
5.3. Методы испытаний на ударный изгиб - по ГОСТ 9454.
(Измененная редакция, Изм. № 1).
5.3.1. Работу удара определяют по результатам испытаний комплекта, состоящего из трех образцов типов 11 - 13 по ГОСТ 9454; принимают ее среднее значение. При этом на одном образце допускается снижение работы удара до 30 % относительно установленной нормы.
(Измененная редакция, Изм. № 2).
5.3.2. Надрез в образцах, вырезанных из сварной части общих звеньев, должен проходить по линии сварного стыка.
5.4. Образцы для проверки механических свойств материала должны термически обрабатываться в одной садке или последовательно в одной проходной печи с партией сборочных единиц, от которых они взяты, а также с образцами для испытаний разрушающей нагрузкой.
5.5. Испытания якорных цепей разрушающей и пробной нагрузками должны проводиться в цепепробных установках, обеспечивающих равномерное и постепенное увеличение нагрузки.
5.5.1. Сборочные единицы одного и того же калибра и категории прочности могут испытываться одновременно по несколько штук, последовательно соединенных друг с другом.
5.5.2. При испытании разрушающей нагрузкой допускается не доводить образцы до разрушения, прекращая их испытания при нагрузке, превышающей указанную в табл. 2.
5.6. Проверка внешнего вида сборочных единиц якорных цепей должна проводиться визуально.
5.7. Калибр якорных цепей должен измеряться на продольной оси общего звена.
5.8. При измерении длины пятизвенных участков и промежуточных смычек цепи должны быть растянуты нагрузкой, равной в долях от пробной:
для цепей категории прочности 1 - 0,1 0,2
- » - 2 - 0,05 0,1
- » - 3 - 0,02 0,05
5.9. (Исключен, Изм. № 2).
5.10. Методы испытаний на изгиб - по ГОСТ 14019.
(Введен дополнительно, Изм. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На крайних звеньях промежуточных смычек (на их обоих концах), а также на соединительных и концевых звеньях, вертлюгах, вертлюг-скобах и концевых скобах должны быть отлиты, наплавлены или выбиты знаки маркировки и клейма.
6.2. Знаки маркировки и клейма предприятия-изготовителя:
- товарный знак предприятия-изготовителя;
- порядковый номер сборочной единицы согласно системе нумерации предприятия-изготовителя;
- клеймо технического контроля;
- клеймо Регистра СССР или заказчика;
- год испытания (две последние цифры);
- калибр и тип (категория) цепи.
6.3. Знаки маркировки и клейма предприятия-изготовителя и органа надзора или заказчика должны наноситься на противоположных сторонах сборочных единиц в соответствии с приложением 3.
На цепях калибра 12,5 мм и менее допускается вместо нанесения маркировки прикреплять бирки с указанием данных согласно требованиям п. 6.2.
Обработанные поверхности соединительных звеньев должны быть смазаны смазкой по ГОСТ 9.014 или ГОСТ 4366.
6.5. По согласованию с заказчиком окраску смычек допускается не производить.
6.6. Упаковка сборочных единиц якорных цепей не производится.
6.7. Цепи следует транспортировать без тары пакетами (связками) по ГОСТ 24597.
Обвязку пакетов (связок) следует производить проволокой по ГОСТ 3282 или другими средствами крепления, обеспечивающими прочность пакета при механизированной его погрузке и разгрузке.
Средства крепления - по ГОСТ 21650.
Масса брутто пакетов (связок) - по ГОСТ 24597, но не более 7 т.
Допускается упаковывать сборочные единицы якорных цепей в дощатые плотные ящики типов II и III по ГОСТ 2991 и типов I, III и V по ГОСТ 10198. Масса брутто ящиков должна быть не более 3 т.
(Измененная редакция, Изм. № 2).
6.8. Транспортировать цепи следует транспортом любого вида в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида.
6.9. Маркировка тары при транспортировании цепей в ящиках должна соответствовать ГОСТ 14192.
6.10. Хранение цепей - по группе условий хранения Ж1 ГОСТ 15150.
6.11. Каждая изготовленная партия сборочных единиц якорных цепей должна иметь сертификат по форме, согласованной с Регистром СССР.
6.8 - 6.11. (Введены дополнительно, Изм. № 2).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие якорных цепей требованиям настоящего стандарта при соблюдении правил эксплуатации якорных устройств, а также условий транспортирования и хранения, установленных стандартом.
Гарантийный срок эксплуатации - 24 мес со дня ввода цепей в эксплуатацию.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. Цепь якорная - часть якорного устройства, предназначенного для крепления якоря к корпусу судна.
(Измененная редакция, Изм. № 2).
2. Смычка - участок якорной цепи, служащий для выполнения определенной функции.
3. Смычка коренная - смычка, служащая для присоединения якорной цепи к устройству для се крепления и отдачи.
4. Смычка якорная - смычка, служащая для присоединения якорной цепи к якорю.
5. Смычка промежуточная - отрезок круглозвенной цепи длиной 25+2,5 м, располагаемый в промежутке между коренной и якорной смычками.
6. Калибр якорной цепи - номинальный диаметр сечения общего звена в месте соединения с другим звеном, измеряемый по продольной оси цепи.
7. Звено общее - звено промежуточной смычки.
Применяют:
звенья общие сварные с распорками;
звенья общие литые с распорками.
(Измененная редакция, Изм. № 1, 2).
8. Звено увеличенное - общее звено большего калибра, предназначенное для присоединения концевого звена и вертлюга к общему звену.
(Измененная редакция, Изм. № 2).
9. Звено соединительное - разъемное звено, предназначенное для соединения смычек между собой.
10. Звено концевое - звено круглозвенной цепи без распорки, предназначенное для соединения коренной смычки с устройством для крепления и отдачи якоря и для присоединения концевой скобы в якорной смычке.
11. Скоба концевая - сборочная единица якорной цепи, предназначенная для присоединения якорной смычки к якорю.
12. Вертлюг - сборочная единица якорной смычки, устраняющая закручивание цепи при подъеме и опускании якоря.
13. Нагрузка пробная - растягивающее усилие, которому должны подвергаться все смычки, а также остальные детали и сборочные единицы якорных цепей при приемо-сдаточных испытаниях с целью проверки прочности.
14. Нагрузка разрушающая - максимальное растягивающее усилие, воспринимаемое деталью или сборочной единицей якорной цепи при испытании на разрыв.
15. Средний диаметр общего звена - среднее значение двух взаимно перпендикулярных диаметров сечения звена плоскостью, перпендикулярной образующей внешнего контура звена в любом его месте.
16. Звено монтажное - звено сварное или литосварное для присоединения концевого звена и вертлюгов к общему звену и общих звеньев между собой.
15, 16. (Введены дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 2
Обязательное
ОСНОВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ЯКОРНЫХ ЦЕПЕЙ
Звено общее с распоркой
d - калибр цепи; l = 6 d; р = 4 d; w » 3,6 d; R = 0,65 d
Черт. 1
Таблица 1
Размеры, мм
|
d |
l |
p |
w |
R |
Теоретическая масса, кг |
|
11 |
66 |
44 |
40 |
7 |
0,12 |
|
12,5 |
75 |
50 |
45 |
8 |
0,18 |
|
14 |
84 |
56 |
50 |
9 |
0,25 |
|
16 |
96 |
64 |
58 |
10 |
0,35 |
|
17,5 |
105 |
70 |
63 |
11 |
0,48 |
|
19 |
114 |
76 |
68 |
12 |
0,61 |
|
20,5 |
123 |
82 |
74 |
13 |
0,76 |
|
22 |
132 |
88 |
79 |
14 |
0,92 |
|
24 |
144 |
96 |
86 |
16 |
1,22 |
|
26 |
156 |
104 |
94 |
17 |
1,53 |
|
28 |
168 |
112 |
101 |
18 |
1,85 |
|
30 |
180 |
120 |
108 |
20 |
2,35 |
|
32 |
192 |
128 |
115 |
21 |
2,85 |
|
34 |
204 |
136 |
122 |
22 |
3,39 |
|
36 |
216 |
144 |
130 |
23 |
4,09 |
|
38 |
228 |
152 |
137 |
25 |
4,81 |
|
40 |
240 |
160 |
144 |
26 |
5,52 |
|
42 |
252 |
168 |
151 |
27 |
6,48 |
|
44 |
264 |
176 |
158 |
29 |
7,43 |
|
46 |
276 |
184 |
166 |
30 |
8,39 |
|
48 |
288 |
192 |
173 |
31 |
9,55 |
|
50 |
300 |
200 |
180 |
33 |
10,8 |
|
52 |
312 |
208 |
187 |
34 |
12,3 |
|
54 |
324 |
216 |
194 |
35 |
13,5 |
|
56 |
336 |
224 |
202 |
36 |
15,1 |
|
58 |
348 |
232 |
209 |
38 |
16,9 |
|
60 |
360 |
240 |
216 |
39 |
18,5 |
|
62 |
372 |
248 |
223 |
40 |
20,5 |
|
64 |
384 |
256 |
230 |
42 |
22,5 |
|
66 |
396 |
264 |
238 |
43 |
24,5 |
|
68 |
408 |
272 |
245 |
44 |
26,5 |
|
70 |
420 |
280 |
252 |
46 |
28,9 |
|
73 |
438 |
292 |
263 |
47 |
33,0 |
|
76 |
456 |
304 |
274 |
49 |
37,2 |
|
78 |
468 |
312 |
281 |
51 |
40,5 |
|
81 |
486 |
324 |
292 |
53 |
46,9 |
|
84 |
504 |
336 |
302 |
55 |
51,8 |
|
87 |
522 |
348 |
313 |
57 |
56,8 |
|
90 |
540 |
360 |
324 |
59 |
63,1 |
|
92 |
552 |
368 |
331 |
60 |
67,1 |
|
95 |
570 |
380 |
342 |
62 |
73,4 |
|
97 |
582 |
388 |
349 |
63 |
78,1 |
|
100 |
600 |
400 |
360 |
65 |
86,0 |
|
102 |
612 |
408 |
367 |
66 |
91,6 |
|
105 |
630 |
420 |
378 |
68 |
100 |
|
107 |
642 |
428 |
385 |
70 |
106 |
|
111 |
666 |
444 |
400 |
72 |
116 |
|
114 |
684 |
456 |
410 |
74 |
125 |
|
117 |
702 |
468 |
421 |
76 |
133 |
|
120 |
720 |
480 |
432 |
78 |
142 |
|
122 |
732 |
488 |
439 |
79 |
147 |
|
124 |
744 |
496 |
446 |
81 |
153 |
|
127 |
762 |
508 |
457 |
83 |
168 |
|
130 |
780 |
520 |
468 |
85 |
183 |
|
132 |
792 |
528 |
475 |
86 |
194 |
|
137 |
822 |
548 |
493 |
89 |
219 |
|
142 |
852 |
568 |
511 |
92 |
245 |
|
147 |
882 |
588 |
529 |
96 |
270 |
|
152 |
912 |
608 |
547 |
99 |
296 |
|
157 |
942 |
628 |
565 |
102 |
328 |
|
162 |
972 |
648 |
583 |
105 |
362 |
|
167* |
1002 |
668 |
601 |
109 |
372 |
|
173* |
1038 |
692 |
623 |
112 |
406 |
|
178* |
1068 |
712 |
641 |
116 |
444 |
* Размеры увеличенных звеньев.
Примечание. Увеличенным звеном для цепи данного калибра является общее звено большего калибра, причем размеры увеличенного звена должны составлять » 1,1 размеров общего звена.
Концевое звено
d - калибр цепи; d - калибр концевого звена; d2 » 1,2 d; р2 » 4,8 d; w2 » 4,3 d; l2 » 7,2 d
Черт. 3**
** Черт. 2 исключен.
Таблица 3
Размеры, мм
|
d |
d2 |
l2 |
p2 |
w2 |
Теоретическая масса, кг |
|
9 |
11 |
65 |
43 |
39 |
0,11 |
|
10 |
12,5 |
72 |
48 |
43 |
0,15 |
|
11 |
14 |
84 |
56 |
50 |
0,25 |
|
12,5 |
16 |
96 |
64 |
58 |
0,35 |
|
14 |
17,5 |
105 |
70 |
63 |
0,48 |
|
16 |
19 |
114 |
76 |
68 |
0,61 |
|
17,5 |
20,5 |
123 |
82 |
74 |
0,76 |
|
19 |
22 |
132 |
88 |
79 |
0,92 |
|
20,5 |
24 |
144 |
96 |
86 |
1,22 |
|
22 |
26 |
156 |
104 |
94 |
1,53 |
|
24 |
28 |
168 |
112 |
101 |
1,85 |
|
26 |
32 |
192 |
128 |
115 |
2,85 |
|
28 |
34 |
204 |
136 |
122 |
3,39 |
|
30 |
36 |
216 |
144 |
130 |
4,09 |
|
32 |
38 |
228 |
152 |
137 |
4,81 |
|
34 |
40 |
240 |
160 |
144 |
5,52 |
|
36 |
44 |
264 |
176 |
158 |
7,43 |
|
38 |
46 |
276 |
184 |
166 |
8,39 |
|
40 |
48 |
288 |
192 |
173 |
9,55 |
|
42 |
50 |
300 |
200 |
180 |
10,8 |
|
44 |
52 |
312 |
208 |
187 |
12,3 |
|
46 |
56 |
336 |
224 |
202 |
15,1 |
|
48 |
58 |
348 |
232 |
209 |
16,9 |
|
50 |
60 |
360 |
240 |
216 |
18,5 |
|
52 |
62 |
372 |
248 |
223 |
10,5 |
|
54 |
64 |
384 |
256 |
230 |
22,5 |
|
56 |
68 |
408 |
272 |
245 |
26,5 |
|
58 |
70 |
420 |
280 |
252 |
28,9 |
|
60 |
73 |
438 |
292 |
263 |
33,0 |
|
62 |
73 |
438 |
292 |
263 |
33,0 |
|
64 |
76 |
456 |
304 |
274 |
37,2 |
|
66 |
81 |
486 |
324 |
292 |
46,9 |
|
68 |
81 |
486 |
324 |
292 |
46,9 |
|
70 |
84 |
504 |
336 |
302 |
51,8 |
|
73 |
87 |
522 |
348 |
313 |
56,8 |
|
76 |
92 |
552 |
368 |
331 |
67,1 |
|
78 |
95 |
570 |
380 |
342 |
73,4 |
|
81 |
97 |
582 |
388 |
349 |
78,1 |
|
84 |
100 |
600 |
400 |
360 |
86,0 |
|
87 |
105 |
630 |
420 |
378 |
100 |
|
90 |
107 |
642 |
428 |
385 |
106 |
|
92 |
111 |
666 |
444 |
400 |
116 |
|
95 |
114 |
684 |
456 |
410 |
125 |
|
97 |
117 |
702 |
468 |
421 |
133 |
|
100 |
120 |
720 |
480 |
432 |
142 |
|
102 |
122 |
732 |
486 |
439 |
147 |
|
105 |
127 |
762 |
508 |
457 |
168 |
|
107 |
130 |
780 |
520 |
468 |
183 |
|
111 |
132 |
792 |
528 |
475 |
194 |
|
114 |
137 |
822 |
548 |
493 |
219 |
|
117 |
142 |
852 |
568 |
511 |
245 |
|
120 |
147 |
882 |
588 |
529 |
270 |
|
122 |
147 |
882 |
588 |
529 |
270 |
|
124 |
152 |
912 |
608 |
547 |
296 |
|
127 |
152 |
912 |
608 |
547 |
296 |
|
130 |
157 |
942 |
628 |
565 |
328 |
|
132 |
162 |
972 |
648 |
583 |
362 |
|
137 |
165 |
990 |
680 |
594 |
396 |
|
142 |
170 |
1020 |
680 |
612 |
465 |
|
147 |
180 |
1080 |
720 |
648 |
517 |
|
152 |
185 |
1110 |
740 |
666 |
587 |
|
157 |
188 |
1128 |
752 |
677 |
629 |
|
162 |
194 |
1164 |
776 |
698 |
687 |
* Табл. 2 исключена.
Соединительное звено
d - калибр цепи; d3 - калибр соединительного звена; d3 = d; l3 = 6 d; р3 = 4 d; w3 » 4,2 d; К » 1,52 d; R2 » 0,67 d; R3 » 1,83 d
Черт. 4
Таблица 4
Размеры, мм
|
d = d3 |
l3 |
p3 |
w3 |
h1 |
K, не более |
R2 |
R1 |
Теоретическая масса, кг |
|
11 |
66 |
44 |
46 |
4 |
17 |
7 |
20 |
0,28 |
|
12,5 |
75 |
50 |
53 |
19 |
8 |
23 |
0,36 |
|
|
14 |
84 |
56 |
59 |
6 |
21 |
9 |
26 |
0,45 |
|
16 |
96 |
64 |
67 |
24 |
11 |
29 |
0,55 |
|
|
17,5 |
105 |
70 |
74 |
27 |
12 |
32 |
0,70 |
|
|
19 |
114 |
76 |
80 |
29 |
13 |
35 |
0,90 |
|
|
20,5 |
123 |
82 |
86 |
31 |
14 |
38 |
1,10 |
|
|
22 |
132 |
88 |
92 |
33 |
15 |
40 |
1,40 |
|
|
24 |
144 |
96 |
101 |
36 |
16 |
44 |
1,80 |
|
|
26 |
156 |
104 |
109 |
40 |
17,5 |
48 |
2,30 |
|
|
28 |
168 |
112 |
118 |
43 |
19 |
51 |
2,80 |
|
|
30 |
180 |
120 |
126 |
8 |
46 |
20 |
55 |
3,50 |
|
32 |
192 |
128 |
134 |
49 |
21,5 |
59 |
4,20 |
|
|
34 |
204 |
136 |
143 |
52 |
23 |
62 |
5,00 |
|
|
36 |
216 |
144 |
151 |
55 |
24 |
66 |
6,00 |
|
|
38 |
228 |
152 |
160 |
58 |
25 |
70 |
7,00 |
|
|
40 |
240 |
160 |
168 |
61 |
27 |
73 |
8,00 |
|
|
42 |
252 |
168 |
176 |
64 |
28 |
77 |
9,50 |
|
|
44 |
264 |
176 |
185 |
10 |
67 |
29 |
81 |
11,0 |
|
46 |
276 |
184 |
193 |
70 |
31 |
84 |
12,5 |
|
|
48 |
288 |
192 |
202 |
73 |
32 |
88 |
14,0 |
|
|
50 |
300 |
200 |
210 |
76 |
34 |
92 |
17,0 |
|
|
52 |
312 |
208 |
218 |
79 |
35 |
95 |
19,0 |
|
|
54 |
324 |
216 |
227 |
82 |
36 |
99 |
21,0 |
|
|
56 |
336 |
224 |
235 |
85 |
38 |
102 |
23,0 |
|
|
58 |
348 |
232 |
244 |
12 |
88 |
39 |
106 |
25,0 |
|
60 |
360 |
240 |
252 |
91 |
40 |
110 |
27,5 |
|
|
62 |
372 |
248 |
260 |
94 |
42 |
113 |
30,0 |
|
|
64 |
384 |
256 |
269 |
97 |
43 |
117 |
33,0 |
|
|
66 |
396 |
264 |
277 |
100 |
44 |
121 |
36,0 |
|
|
68 |
408 |
272 |
286 |
103 |
46 |
124 |
39,0 |
|
|
70 |
420 |
280 |
294 |
106 |
47 |
128 |
42,0 |
|
|
73 |
438 |
292 |
307 |
16 |
111 |
49 |
134 |
48,0 |
|
76 |
456 |
304 |
319 |
115 |
51 |
139 |
54,0 |
|
|
78 |
468 |
312 |
328 |
119 |
52 |
143 |
59,0 |
|
|
81 |
486 |
324 |
340 |
123 |
54 |
148 |
65,0 |
|
|
84 |
504 |
336 |
353 |
128 |
57 |
154 |
73,0 |
|
|
87 |
522 |
348 |
365 |
20 |
132 |
58 |
159 |
81,0 |
|
90 |
540 |
360 |
378 |
137 |
60 |
165 |
91,0 |
|
|
92 |
552 |
368 |
386 |
140 |
62 |
168 |
98,0 |
|
|
95 |
570 |
380 |
399 |
144 |
64 |
174 |
105 |
|
|
97 |
582 |
388 |
407 |
147 |
65 |
178 |
113 |
|
|
100 |
600 |
400 |
420 |
152 |
67 |
183 |
125 |
|
|
102 |
612 |
408 |
428 |
155 |
68 |
187 |
133 |
|
|
105 |
630 |
420 |
441 |
25 |
160 |
70 |
192 |
145 |
|
107 |
642 |
428 |
449 |
163 |
72 |
196 |
157 |
|
|
114 |
684 |
456 |
479 |
173 |
76 |
208 |
185 |
|
|
117 |
702 |
468 |
491 |
178 |
78 |
214 |
200 |
|
|
120 |
720 |
480 |
504 |
182 |
80 |
220 |
215 |
|
|
122 |
732 |
488 |
512 |
32 |
185 |
82 |
223 |
226 |
|
124 |
744 |
496 |
521 |
188 |
83 |
227 |
237 |
|
|
127 |
762 |
508 |
533 |
193 |
85 |
232 |
253 |
|
|
130 |
780 |
520 |
546 |
198 |
87 |
238 |
275 |
|
|
132 |
792 |
528 |
554 |
201 |
88 |
242 |
290 |
|
|
137 |
822 |
548 |
575 |
208 |
92 |
251 |
320 |
|
|
142 |
852 |
568 |
596 |
216 |
95 |
260 |
360 |
|
|
147 |
882 |
588 |
617 |
223 |
98 |
269 |
295 |
|
|
152 |
912 |
608 |
638 |
231 |
102 |
278 |
430 |
|
|
157 |
942 |
628 |
659 |
239 |
105 |
287 |
468 |
|
|
162 |
972 |
648 |
680 |
246 |
109 |
296 |
508 |
Скоба концевая
d - калибр цепи; d4 » 1,4 d = m1; l4 » 8,7 d; w4 » 5,2 d; a1 » 0,9 d; f1 » 3,1 d; g1 » 0,2 d; p4 » l4 - (d4 + a1 + e1) = 4,6 d; e1 » 1,8 d
Черт. 5
Таблица 5
Размеры, мм
|
d |
d4 |
l4 |
p4 |
w4 |
a1 |
e1 |
e2 |
f1 |
g1 |
h1 |
m1 |
m2 |
Теоретическая масса, кг |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||
|
9 |
12,5 |
78 |
41,5 |
47 |
8 |
16 |
+0,4 +0,1 |
|
- 0,1 - 0,4 |
28 |
2 |
2 |
12,5 |
+0,4 +0,1 |
|
- 0,1 - 0,4 |
0,15 |
|
10 |
14 |
87 |
46 |
52 |
9 |
18 |
|
31 |
2 |
14 |
|
0,35 |
|||||
|
11 |
15,5 |
96 |
51 |
57 |
10 |
20 |
20 |
34 |
2 |
4 |
15,5 |
15,5 |
0,55 |
||||
|
12,5 |
17,5 |
109 |
58 |
65 |
11 |
22 |
22 |
39 |
2,5 |
17,5 |
17,5 |
0,85 |
|||||
|
14 |
19,5 |
122 |
65 |
73 |
12,5 |
25 |
25 |
44 |
3 |
6 |
19,5 |
19,5 |
1,20 |
||||
|
16 |
22,5 |
139 |
73 |
83 |
14,5 |
29 |
29 |
50 |
3 |
22,5 |
22,5 |
1,60 |
|||||
|
17,5 |
24,5 |
152 |
81 |
91 |
15,5 |
31 |
31 |
54 |
3,5 |
24,5 |
24,5 |
2,10 |
|||||
|
19 |
26,5 |
165 |
87,5 |
99 |
17 |
34 |
+0,5 +0,2 |
34 |
- 0,2 - 0,5 |
59 |
4 |
26,5 |
+0,5 +0,2 |
26,5 |
- 0,2 - 0,5 |
2,60 |
|
|
20,5 |
28,5 |
178 |
94 |
107 |
18,5 |
37 |
37 |
64 |
4 |
28,5 |
28,5 |
3,40 |
|||||
|
22 |
31 |
191 |
101 |
114 |
20 |
39 |
39 |
68 |
4,5 |
31 |
31 |
4,50 |
|||||
|
24 |
34 |
209 |
110 |
125 |
22 |
43 |
43 |
74 |
5 |
34 |
34 |
5,40 |
|||||
|
26 |
37 |
226 |
120 |
135 |
23 |
46 |
46 |
81 |
5 |
37 |
37 |
6,40 |
|||||
|
28 |
39 |
244 |
129 |
146 |
25 |
51 |
51 |
87 |
5,5 |
39 |
39 |
7,50 |
|||||
|
30 |
42 |
261 |
138 |
156 |
27 |
54 |
54 |
93 |
6 |
8 |
42 |
42 |
9,00 |
||||
|
32 |
45 |
278 |
147 |
166 |
29 |
57 |
57 |
99 |
6,5 |
45 |
45 |
10,5 |
|||||
|
34 |
48 |
296 |
156 |
176 |
30 |
62 |
62 |
105 |
7 |
48 |
48 |
12,0 |
|||||
|
36 |
50 |
313 |
166 |
187 |
32 |
65 |
+0,6 +0,3 |
65 |
- 0,3 - 0,6 |
112 |
7 |
50 |
+ 0,6 +0,3 |
50 |
- 0,3 - 0,6 |
16,0 |
|
|
38 |
53 |
331 |
175 |
198 |
34 |
69 |
69 |
118 |
7,5 |
53 |
53 |
20,0 |
|||||
|
40 |
56 |
348 |
181 |
208 |
36 |
72 |
72 |
124 |
8 |
56 |
56 |
24,0 |
|||||
|
42 |
59 |
365 |
193 |
218 |
38 |
75 |
75 |
130 |
8,5 |
59 |
59 |
28,0 |
|||||
|
44 |
62 |
383 |
202 |
229 |
40 |
79 |
79 |
136 |
9 |
10 |
62 |
62 |
32,0 |
||||
|
46 |
64 |
400 |
212 |
239 |
41 |
83 |
83 |
143 |
9 |
64 |
64 |
36,0 |
|||||
|
48 |
67 |
418 |
221 |
250 |
43 |
87 |
87 |
149 |
9,5 |
67 |
67 |
42,0 |
|||||
|
50 |
70 |
435 |
230 |
260 |
45 |
90 |
90 |
155 |
10 |
70 |
70 |
47,0 |
|||||
|
52 |
73 |
452 |
239 |
270 |
47 |
93 |
+0,8 +0,4 |
93 |
- 0,4 - 0,8 |
161 |
10,5 |
73 |
+0,8 +0,4 |
73 |
- 0,4 - 0,8 |
53,0 |
|
|
54 |
76 |
470 |
248 |
281 |
49 |
97 |
97 |
167 |
11 |
76 |
76 |
59,0 |
|||||
|
56 |
78 |
487 |
258 |
291 |
50 |
101 |
101 |
174 |
11 |
78 |
78 |
65,0 |
|||||
|
58 |
81 |
505 |
267 |
302 |
52 |
105 |
105 |
180 |
11,5 |
12 |
81 |
81 |
72,0 |
||||
|
60 |
84 |
522 |
276 |
312 |
54 |
108 |
108 |
186 |
12 |
84 |
84 |
79 |
|||||
|
62 |
87 |
539 |
285 |
322 |
56 |
111 |
111 |
192 |
12,5 |
87 |
87 |
86,0 |
|||||
|
64 |
90 |
557 |
294 |
333 |
58 |
115 |
115 |
198 |
13 |
90 |
90 |
94,0 |
|||||
|
66 |
92 |
574 |
304 |
343 |
59 |
119 |
119 |
205 |
13 |
92 |
92 |
103 |
|||||
|
68 |
95 |
592 |
313 |
354 |
61 |
123 |
123 |
211 |
13,5 |
95 |
95 |
113 |
|||||
|
70 |
98 |
609 |
322 |
364 |
63 |
126 |
126 |
217 |
14 |
98 |
98 |
126 |
|||||
|
73 |
102 |
635 |
336 |
380 |
66 |
131 |
131 |
226 |
14,5 |
16 |
102 |
102 |
145 |
||||
|
76 |
106 |
661 |
350 |
395 |
68 |
137 |
+1,0 +0,5 |
137 |
- 0,5 - 1,0 |
236 |
15 |
106 |
+1,0 +0,5 |
106 |
- 0,5 - 1,0 |
165 |
|
|
78 |
109 |
678 |
359 |
406 |
70 |
140 |
140 |
242 |
15,5 |
109 |
109 |
180 |
|||||
|
81 |
113 |
705 |
373 |
421 |
73 |
146 |
146 |
251 |
16 |
113 |
113 |
200 |
|||||
|
84 |
118 |
731 |
386 |
437 |
76 |
151 |
151 |
260 |
17 |
118 |
118 |
220 |
|||||
|
87 |
122 |
757 |
400 |
452 |
78 |
157 |
157 |
270 |
17,5 |
20 |
122 |
122 |
240 |
||||
|
90 |
126 |
783 |
414 |
468 |
81 |
162 |
162 |
279 |
18 |
126 |
126 |
262 |
|||||
|
92 |
129 |
800 |
422 |
478 |
83 |
166 |
166 |
285 |
18,5 |
129 |
129 |
279 |
|||||
|
95 |
133 |
827 |
437 |
494 |
86 |
171 |
171 |
295 |
19 |
133 |
133 |
308 |
|||||
|
97 |
136 |
844 |
446 |
504 |
87 |
175 |
175 |
301 |
19,5 |
136 |
136 |
331 |
|||||
|
100 |
140 |
870 |
460 |
520 |
90 |
180 |
180 |
310 |
20 |
140 |
140 |
365 |
|||||
|
102 |
143 |
887 |
468 |
530 |
91 |
184 |
184 |
316 |
20,5 |
143 |
143 |
388 |
|||||
|
105 |
147 |
914 |
483 |
546 |
95 |
189 |
189 |
326 |
21 |
25 |
147 |
147 |
421 |
||||
|
107 |
150 |
931 |
492 |
556 |
96 |
193 |
193 |
332 |
21,5 |
150 |
150 |
445 |
|||||
|
111 |
155 |
966 |
511 |
577 |
100 |
200 |
+1,2 +0,6 |
200 |
- 0,6 - 1,2 |
344 |
22 |
155 |
+1,2 +0,6 |
155 |
- 0,6 - 1,2 |
495 |
|
|
114 |
160 |
992 |
524 |
593 |
103 |
205 |
205 |
353 |
23 |
160 |
160 |
534 |
|||||
|
117 |
164 |
1018 |
538 |
608 |
105 |
211 |
211 |
363 |
23,5 |
164 |
164 |
573 |
|||||
|
120 |
168 |
1044 |
552 |
624 |
108 |
216 |
216 |
372 |
24 |
168 |
168 |
612 |
|||||
|
122 |
171 |
1061 |
560 |
634 |
110 |
220 |
220 |
378 |
24,5 |
32 |
171 |
171 |
638 |
||||
|
124 |
174 |
1079 |
570 |
645 |
112 |
223 |
223 |
384 |
25 |
174 |
|
660 |
|||||
|
127 |
178 |
1105 |
584 |
660 |
114 |
229 |
229 |
394 |
25,5 |
178 |
178 |
695 |
|||||
|
130 |
182 |
1134 |
598 |
676 |
117 |
234 |
234 |
403 |
26 |
182 |
182 |
726 |
|||||
|
132 |
185 |
1148 |
606 |
686 |
119 |
238 |
238 |
409 |
26,5 |
185 |
185 |
752 |
|||||
|
137 |
192 |
1192 |
630 |
712 |
123 |
247 |
247 |
425 |
27,5 |
192 |
192 |
815 |
|||||
|
142 |
199 |
1235 |
652 |
738 |
128 |
256 |
256 |
440 |
28,5 |
199 |
199 |
880 |
|||||
|
147 |
206 |
1279 |
676 |
764 |
132 |
265 |
265 |
458 |
29,5 |
206 |
206 |
945 |
|||||
|
152 |
213 |
1322 |
698 |
790 |
137 |
274 |
274 |
471 |
30,5 |
213 |
213 |
1110 |
|||||
|
157 |
220 |
1366 |
722 |
816 |
141 |
283 |
283 |
487 |
31,5 |
220 |
220 |
1178 |
|||||
|
162 |
227 |
1409 |
745 |
842 |
146 |
292 |
292 |
502 |
32,5 |
227 |
227 |
1248 |
|||||
Примечание. На размеры е1, е2,
m1, m2 допускаются предельные
отклонения ![]() по ГОСТ
25346 при условии соблюдения зазоров в соединении скобы и штыря аналогично
посадке
по ГОСТ
25346 при условии соблюдения зазоров в соединении скобы и штыря аналогично
посадке ![]() по ГОСТ
25347.
по ГОСТ
25347.
(Измененная редакция, Изм. № 2).
Вертлюг
d - калибр цепи; d5 » 1,1 d; d6 » 1,4 d = m1; d7 » 1,2 d; d8 » 2,0 d; h3 » 6,3 d; h4 » 6,5 d; h5 » 3,4 d; l5 » 9,7 d; P5 » 7,4 d; w5 » 4,7 d; R4 » 0,8 d
Черт. 6
(Измененная редакция, Изм. № 2).
Таблица 6
Размеры, мм
|
d |
d5 |
d6 |
d7 |
d8 |
h3 |
h4 |
h5 |
p5 |
w5 |
l5 |
R4 |
Теоретическая масса, кг |
|
9 |
10 |
13 |
11 |
18 |
57 |
59 |
31 |
67 |
42 |
88 |
7 |
0,9 |
|
10 |
11 |
14 |
12 |
20 |
63 |
65 |
34 |
74 |
47 |
97 |
8 |
1,0 |
|
11 |
12 |
15 |
13 |
22 |
69 |
72 |
37 |
81 |
52 |
106 |
9 |
1,2 |
|
12,5 |
14 |
17,5 |
15 |
25 |
79 |
82 |
43 |
93 |
59 |
122 |
10 |
1,4 |
|
14 |
16 |
19,5 |
17 |
28 |
88 |
92 |
48 |
104 |
66 |
137 |
11 |
1,6 |
|
16 |
17,5 |
22,5 |
19,5 |
32 |
101 |
105 |
54 |
118 |
75 |
155 |
13 |
1,8 |
|
17,5 |
19 |
24,5 |
21 |
35 |
110 |
115 |
60 |
130 |
82 |
170 |
14 |
2,0 |
|
19 |
21 |
26,5 |
23 |
38 |
120 |
125 |
65 |
141 |
89 |
185 |
15 |
2,2 |
|
20,5 |
23 |
28,5 |
25 |
41 |
129 |
134 |
70 |
152 |
96 |
200 |
16 |
2,8 |
|
22 |
24 |
31 |
26,5 |
44 |
139 |
144 |
75 |
163 |
103 |
2В |
17 |
3,5 |
|
24 |
26 |
34 |
29 |
48 |
151 |
157 |
82 |
178 |
113 |
233 |
19 |
4,9 |
|
26 |
29 |
37 |
31,5 |
52 |
164 |
170 |
88 |
192 |
122 |
252 |
21 |
6,4 |
|
28 |
31 |
39 |
33,5 |
56 |
176 |
183 |
95 |
207 |
132 |
272 |
22 |
8,1 |
|
30 |
33 |
42 |
36 |
60 |
189 |
197 |
102 |
222 |
141 |
291 |
24 |
11,9 |
|
32 |
35 |
45 |
38,5 |
64 |
202 |
210 |
109 |
237 |
150 |
310 |
25 |
14,6 |
|
34 |
37 |
48 |
41 |
68 |
214 |
223 |
116 |
252 |
160 |
330 |
27 |
18,0 |
|
36 |
40 |
50 |
43 |
72 |
227 |
236 |
122 |
266 |
169 |
349 |
28 |
23,0 |
|
38 |
42 |
53 |
46 |
76 |
239 |
249 |
130 |
281 |
179 |
369 |
30 |
26,0 |
|
40 |
44 |
56 |
48 |
80 |
252 |
262 |
136 |
296 |
188 |
388 |
31 |
30,0 |
|
42 |
46 |
59 |
50 |
84 |
265 |
275 |
143 |
311 |
197 |
407 |
33 |
35,0 |
|
44 |
48 |
62 |
53 |
88 |
277 |
288 |
150 |
326 |
207 |
427 |
35 |
41,5 |
|
46 |
51 |
64 |
55 |
92 |
290 |
301 |
157 |
340 |
216 |
446 |
36 |
48,0 |
|
48 |
53 |
67 |
57,5 |
96 |
302 |
314 |
163 |
355 |
226 |
466 |
37 |
55,0 |
|
50 |
55 |
70 |
60 |
100 |
315 |
328 |
170 |
370 |
235 |
485 |
39 |
63,0 |
|
52 |
57 |
73 |
62,5 |
104 |
328 |
341 |
177 |
385 |
244 |
504 |
41 |
71,0 |
|
54 |
60 |
76 |
65 |
108 |
340 |
354 |
184 |
400 |
254 |
524 |
42 |
79,0 |
|
56 |
62 |
78 |
67 |
112 |
353 |
367 |
190 |
414 |
263 |
543 |
44 |
87,0 |
|
58 |
64 |
81 |
69,5 |
116 |
365 |
380 |
197 |
429 |
273 |
562 |
45 |
95,0 |
|
60 |
66 |
84 |
72 |
120 |
378 |
393 |
204 |
444 |
282 |
582 |
47 |
103 |
|
62 |
68 |
87 |
74,5 |
124 |
391 |
406 |
211 |
459 |
291 |
601 |
48 |
111 |
|
64 |
70 |
90 |
77 |
128 |
403 |
419 |
218 |
474 |
301 |
621 |
50 |
119 |
|
66 |
73 |
92 |
79 |
132 |
416 |
432 |
224 |
488 |
310 |
640 |
51 |
128 |
|
68 |
75 |
95 |
81,5 |
136 |
428 |
445 |
231 |
503 |
320 |
660 |
53 |
138 |
|
70 |
77 |
98 |
84 |
140 |
441 |
459 |
238 |
518 |
329 |
679 |
55 |
149 |
|
73 |
80 |
102 |
87,5 |
146 |
460 |
478 |
248 |
540 |
343 |
708 |
57 |
162 |
|
76 |
84 |
106 |
91 |
152 |
479 |
498 |
258 |
562 |
357 |
737 |
59 |
182 |
|
78 |
86 |
109 |
93,5 |
156 |
491 |
511 |
265 |
577 |
367 |
757 |
61 |
197 |
|
81 |
89 |
113 |
97 |
162 |
510 |
531 |
275 |
599 |
381 |
786 |
63 |
218 |
|
84 |
92 |
118 |
100 |
168 |
529 |
550 |
286 |
622 |
395 |
815 |
66 |
233 |
|
87 |
96 |
122 |
104,5 |
174 |
548 |
570 |
296 |
644 |
409 |
844 |
68 |
250 |
|
90 |
99 |
126 |
108 |
180 |
567 |
590 |
306 |
666 |
423 |
873 |
70 |
270 |
|
92 |
102 |
129 |
110,5 |
184 |
580 |
603 |
313 |
681 |
432 |
892 |
72 |
285 |
|
95 |
105 |
133 |
114 |
190 |
599 |
622 |
323 |
703 |
447 |
922 |
74 |
297 |
|
97 |
107 |
136 |
116,5 |
194 |
611 |
635 |
330 |
718 |
456 |
941 |
76 |
317 |
|
100 |
110 |
140 |
120 |
200 |
630 |
655 |
340 |
740 |
470 |
970 |
78 |
350 |
|
102 |
113 |
143 |
122,5 |
204 |
643 |
668 |
347 |
755 |
479 |
989 |
80 |
374 |
|
105 |
116 |
147 |
126 |
210 |
661 |
688 |
357 |
777 |
494 |
1019 |
82 |
410 |
|
107 |
118 |
150 |
128,5 |
214 |
674 |
701 |
364 |
792 |
503 |
1038 |
84 |
436 |
|
111 |
122 |
155 |
133 |
222 |
699 |
727 |
377 |
821 |
522 |
1077 |
86 |
484 |
|
114 |
125 |
160 |
137 |
228 |
718 |
747 |
388 |
844 |
536 |
1106 |
89 |
524 |
|
117 |
129 |
164 |
140,5 |
234 |
737 |
766 |
398 |
866 |
550 |
1135 |
91 |
563 |
|
120 |
132 |
168 |
144 |
240 |
756 |
786 |
408 |
888 |
564 |
1164 |
93 |
609 |
|
122 |
134 |
171 |
147,5 |
244 |
768 |
799 |
415 |
903 |
573 |
1183 |
95 |
633 |
|
124 |
137 |
174 |
149 |
248 |
781 |
812 |
422 |
918 |
583 |
1203 |
97 |
665 |
|
127 |
140 |
178 |
152,5 |
254 |
800 |
832 |
432 |
940 |
597 |
1232 |
99 |
704 |
|
130 |
143 |
182 |
156 |
260 |
819 |
852 |
442 |
962 |
611 |
1261 |
101 |
745 |
|
132 |
145 |
185 |
158,5 |
264 |
832 |
865 |
449 |
977 |
620 |
1280 |
103 |
780 |
|
137 |
150 |
192 |
164,5 |
274 |
863 |
897 |
466 |
1014 |
644 |
1329 |
107 |
840 |
|
142 |
156 |
199 |
170 |
284 |
895 |
930 |
483 |
1051 |
667 |
1377 |
110 |
905 |
|
147 |
162 |
206 |
176,5 |
294 |
926 |
963 |
500 |
1088 |
691 |
1426 |
115 |
965 |
|
152 |
167 |
213 |
182 |
304 |
958 |
996 |
517 |
1125 |
714 |
1474 |
119 |
1130 |
|
157 |
173 |
220 |
188 |
314 |
989 |
1028 |
534 |
1162 |
738 |
1523 |
126 |
1195 |
|
162 |
178 |
227 |
194 |
324 |
1021 |
1061 |
551 |
1199 |
761 |
1571 |
130 |
1260 |
Вертлюг-скоба
d - калибр цепи.
Черт. 8*
Таблица 8*
|
d |
h8 |
l8 |
w8 |
d |
h8 |
l8 |
w8 |
|
14 |
48 |
232 |
72 |
44 |
150 |
708 |
229 |
|
16 |
55 |
262 |
83 |
46 |
155 |
751 |
239 |
|
17,5 |
60 |
286 |
91 |
50 |
170 |
830 |
260 |
|
19 |
65 |
327 |
99 |
54 |
185 |
876 |
281 |
|
20,5 |
70 |
348 |
106 |
58 |
197 |
940 |
302 |
|
22 |
75 |
369 |
114 |
62 |
210 |
1012 |
322 |
|
26 |
88 |
422 |
135 |
68 |
230 |
1100 |
354 |
|
28 |
95 |
473 |
146 |
73 |
248 |
1184 |
380 |
|
32 |
110 |
518 |
166 |
78 |
265 |
1250 |
406 |
|
34 |
115 |
558 |
176 |
81 |
275 |
1311 |
421 |
|
38 |
130 |
614 |
198 |
87 |
295 |
1405 |
452 |
|
40 |
135 |
654 |
208 |
92 |
312 |
1482 |
478 |
* Чертеж 7 и таблица 7. (Исключены, Изм. № 2).
ПРИЛОЖЕНИЕ 3
Справочное
МАРКИРОВКА ЯКОРНЫХ ЦЕПЕЙ
|
Наименование изделия |
Расположение знаков маркировки предприятия-изготовителя |
Расположение клейм Регистра СССР или заказчика |
|
Звено общее с распоркой |
|
|
|
Звено общее без распорки |
|
|
|
Звено соединительное |
|
|
|
Звено концевое |
|
|
|
Скоба концевая |
|
|
|
Вертлюг |
|
|
|
Вертлюг-скоба |
|
|

А - товарный знак предприятия-изготовителя.
Б - порядковый номер изделия.
В - клеймо технического контроля.
Г - год испытания.
Д - клеймо Регистра СССР или заказчика.
Примечание. Калибр и тип (категория) маркируют цифрами в соответствии с п. 1.3 настоящего стандарта рядом с товарным знаком А.
Например: 19А1, 62А2, 81А3.
(Измененная редакция, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством угольной промышленности СССР
РАЗРАБОТЧИКИ
O. K. Гвоздев; А. В. Иляхин, канд. техн. наук; А. П. Пименов, канд. техн. наук; В. Ф. Семин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 14.12.79 № 1979
3. Срок проверки 1991 г., периодичность проверки - 3 года
4. Стандарт полностью соответствует СТ СЭВ 713-83
5. ВЗАМЕН ГОСТ 228-65, ГОСТ 6345-65, ГОСТ 6346-65, ГОСТ 6348-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 1709-75 |
|
|
ГОСТ 2991-85 |
|
|
ГОСТ 4366-76 |
|
|
ГОСТ 14192-77 |
|
7. Постановлением Госстандарта от 24.06.88 № 2322 снято ограничение срока действия
8. ПЕРЕИЗДАНИЕ (май 1997 г.) с Изменениями № 1, 2, утвержденными в августе 1984 г., июне 1988 г. (ИУС 12-84, 10-88)
СОДЕРЖАНИЕ